




Исходный индекс для последующего назначения основных припусков, допусков и допускаемых отклонений определяется в зависимости от массы, марки стали, степени сложности и класса точности поковки по таблице 4.12. Исходный индекс должен быть указан на чертеже поковки.
Для определения исходного индекса по табл. 4.12 в графе «Масса поковки» находят соответствующую данной массе строку и, смещаясь по горизонтали или по утолщенным наклонным линиям, устанавливают исходный индекс.
Таблица 4.12
Назначение исходного индекса

Примеры (рисунок 4.19):
1. Поковка массой 0,5 кг, группа стали M1, степень сложности С1, класс точности Т2.
Исходный индекс - 3.
2. Поковка массой 1,5 кг, группа стали М3, степень сложности С2, класс точности Т1.
Исходный индекс - 6.


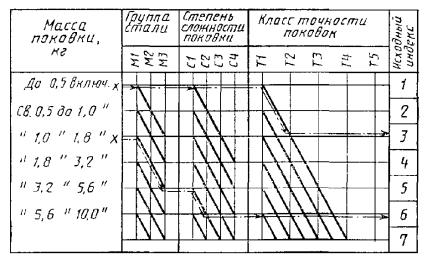
Рисунок 4.19 Примеры определения исходного индекса
Назначение припуска на механическую обработку
1. Припуск на механическую обработку включает основной, а также дополнительные припуски, учитывающие отклонения формы поковки. Величины припусков следует назначать на одну сторону номинального размера поковки.
2. Основные припуски на механическую обработку поковок в зависимости от исходного индекса, определяемого согласно линейных размеров и шероховатости поверхности детали и устанавливаются по таблице 4.13.
Таблица 4.13
Основные припуски на механическую обработку поковок (на сторону), мм
| Исходный индекс | Толщина детали | ||||||||||||||||||||||||||
| до 25 | 25 - 40 | 40 - 63 | 63 - 100 | 100 - 160 | 160 - 250 | св. 250 |
|
| |||||||||||||||||||
| Длина, ширина, диаметр, глубина и высота детали | |||||||||||||||||||||||||||
| до 40 | 40 - 100 | 100 - 160 | 160 - 250 | 250 - 400 | 400 - 630 | 630 - 1000 | 1000 - 1600 | 1600 - 2500 | |||||||||||||||||||
| 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | 100 12,5 Ú | 10 1,6 Ú | 1,25 Ú | |
| 1 | 0,4 | 0,6 | 0,7 | 0,4 | 0,6 | 0,7 | 0,5 | 0,6 | 0,7 | 0,6 | 0,8 | 0,9 | 0,6 | 0,8 | 0,9 | - | - | - | - | - | - | - | - | - | - | - | - |
| 2 | 0,4 | 0,6 | 0,7 | 0,5 | 0,6 | 0,7 | 0,6 | 0,8 | 0,9 | 0,6 | 0,8 | 0,9 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 | - | - | - | - | - | - | - | - | - |
| 3 | 0,5 | 0,6 | 0,7 | 0,6 | 0,8 | 0,9 | 0,6 | 0,8 | 0,9 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | - | - | - | - | - | - |
| 4 | 0,6 | 0,8 | 0,9 | 0,6 | 0,8 | 0,9 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | - | - | - | - | - | - |
| 5 | 0,6 | 0,8 | 0,9 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | - | - | - |
| 6 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 |
| 7 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 |
| 8 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 |
| 9 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 |
| 10 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 |
| 11 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,0 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 |
| 12 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 |
| 13 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 |
| 14 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 |
| 15 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 |
| 16 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 |
| 17 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 |
| 18 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 |
| 19 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 |
| 20 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 | 5,4 | 6,8 | 7,5 |
| 21 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 | 5,4 | 6,8 | 7,5 | 5,8 | 7,4 | 8,1 |
| 22 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 | 5,4 | 6,8 | 7,5 | 5,8 | 7,4 | 8,1 | 6,2 | 7,9 | 8,7 |
| 23 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 | 5,4 | 6,8 | 7,5 | 5,8 | 7,4 | 8,1 | 6,2 | 7,9 | 8,7 | 7,1 | 9,1 | 10,0 |
Дополнительные припуски
Дополнительные припуски, учитывающие смещение поковки, изогнутость, отклонения от плоскостности и прямолинейности, межцентрового и межосевого расстояний, угловых размеров, определяются исходя из формы поковки и технологии ее изготовления.
В зависимости от класса точности Т устанавливаются дополнительные припуски на механическую обработку.
Первый дополнительный припуск:
Смещение m по поверхности разъема штампов (рисунок 4.20).

Рисунок 4.20 Смещение m по поверхности разъема штампов
Дополнительный припуск, учитывающий смещение по поверхности разъёма штампа, назначают по таблице 4.14.
Таблица 4.14
Смещение по поверхности разъема штампов, мм
| Масса поковки, кг | Припуска для классов точности | ||||||||
| Плоская поверхность разъема (П) |
|
| |||||||
| T1 | Т2 | Т3 | Т4 | Т5 | |||||
|
|
| Симметрично изогнутая поверхность разъема (Ис) | |||||||
| Т1 | Т2 | Т3 | Т4 | Т5 | |||||
|
| Несимметрично изогнутая поверхность разъема (Ин) | ||||||||
| Т1 | Т2 | Т3 | Т4 | Т5 | |||||
| До 0,5 включ. | 0,1 | 0,1 | 0,1 | 0,1 | 0,2 | 0,2 | 0,3 | 0,3 | |
| Св. 0,5 до 1,0» | 0,2 | 0,3 | |||||||
| » 1,0» 1,8» | 0,2 | 0,3 | 0,4 | ||||||
| » 1,8» 3,2» | 0,2 | 0,3 | 0,4 | 0,5 | |||||
| » 3,2» 5,6» | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | ||||
| » 5,6» 10,0» | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | ||||
| » 10,0» 20,0» | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,9 | |||
| » 20,0» 50,0» | 0,4 | 0,5 | 0,6 | 0,7 | 0,9 | 1,2 | |||
| » 50,0» 125,0» | 0,4 | 0,5 | 0,6 | 0,7 | 0,9 | 1,2 | 1,6 | ||
| » 125,0» 250,0» | 0,4 | 0,5 | 0,6 | 0,7 | 0,9 | 1,2 | 1,6 | 2,0 | |
Второй дополнительный припуск:
Изогнутость и отклонения от плоскостности и прямолинейности – е (рисунок 4.21) назначают по таблице 4.15.

Рисунок 4.21 отклонения от плоскостности и прямолинейности
Таблица 4.15
Изогнутость и отклонения от плоскостности и прямолинейности, мм
| Наибольший размер поковки | Припуски для классов точности | ||||
| Т1 | Т2 | Т3 | Т4 | Т5 | |
| До 100 включ. | 0,1 | 0,2 | 0,2 | 0,3 | 0,4 |
| Св. 100» 160» | 0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| » 160» 250» | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 |
| » 250» 400» | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 |
| » 400» 630» | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 |
| » 630» 1000» | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 |
| » 1000» 1600» | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 |
| » 1600» 2500» | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
4.3.3. Отклонения межосевого расстояния - по табл. 4.16. (см. рисунок 4.22 и 4.23)

Рис. 4.22

Рисунок 4.23 Отклонения межосевого расстояния
Таблица 4.16
Отклонения межосевого расстояния, мм
| Расстояние между центрами, осями | Припуски для классов точности | ||||
| Т1 | Т2 | Т3 | Т4 | Т5 | |
| До 60 включ. | 0,1 | 0,1 | 0,2 | 0,2 | 0,3 |
| Св. 60» 100» | 0,1 | 0,2 | 0,2 | 0,3 | 0,5 |
| » 100» 160» | 0,2 | 0,2 | 0,3 | 0,5 | 0,8 |
| » 160» 250» | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 |
| » 250» 400» | 0,3 | 0,5 | 0,8 | 1,2 | 1,6 |
| » 400» 630» | 0,5 | 0,8 | 1,2 | 1,6 | 2,0 |
| » 630» 1000» | 0,8 | 1,2 | 1,6 | 2,0 | 2,5 |
| » 1000» 1600» | 1,2 | 1,6 | 2,0 | 2,5 | 4,0 |
| » 1600» 2500» | 1,6 | 2,0 | 2,5 | 4,0 | 6,0 |
Разрешается округлять линейные размеры поковки с точностью до 0,5 мм.
При назначении величины припуска на поверхность, положение которой определяется двумя и более размерами поковки, устанавливается наибольшее значение припуска для данной поверхности.
При изготовлении поковок по классу точности Т5 с применением пламенного нагрева заготовок допускается увеличение припуска для поковок с массой:
| Масса поковки, кг | Дополнительный припуск, мм |
| до 3,2 | до 0,5 мм |
| 3,2 …10,0 | 0,8» |
| св. 10,0» | 1,0 |

