




Все стали для получения поковок по ГОСТ 7505-89 разделены на три группы (М1, М2 и М3). При определении группы стали исходят из среднего массового содержания углерода и легирующих элементов (Si, Mn, Ni, Сr, Mo, W, B).
К первой группе М1 относятся углеродистые и легированные стали с содержанием углерода до 0,35 % или с суммарной долей легирующих элементов до 2,0 %.
Во вторую группу М2 – стали с содержанием углерода свыше 0,35 до 0,65 % или легирующих элементов свыше 2,0 до 5,0 %.
Третью группу М3 составляют стали с содержанием углерода свыше 0,65 % или легирующих элементов свыше 5,0 %.
Цветные сплавы на такие группы не делятся, их способность к пластическому деформированию определяют по критерию ковкости по пятибалльной шкале.
Ковкость материала. Способность металлов и сплавов к ковке и штамповке проверяют по численному значению критерия ковкости по пятибалльной шкале (таблица 4.9).
Таблица 4.9
Пятибалльная шкала ковкости
| Балл | Значение Кψ = ψ/ σв, % / МПа | Ковкость |
| 1 | Не менее 0,01 | не куется |
| 2 | 0,001…0,03 | низкая |
| 3 | 0,031…0,08 | удовлетворительная |
| 4 | 0,081…0,2 | хорошая |
| 5 | 0,21 и выше | отличная |
| Примечание. Область применения ОМД распространяется на сплавы, которые имеют ковкость не ниже удовлетворительной. | ||
Значение критерия ковкости определяется из соотношений:
Кψ = ψ/ σв или Кδ = δ/ σв,
где ψ – относительное сужение в зоне разрыва образца в %;
δ – относительное удлинение после разрыва образца, %;
σв – временное сопротивление на разрыв, МПа.
Учитывая, что значение δ зависит от первоначальной длины образца, предпочтение отдают критерию Кψ.
Степень сложности
Степень сложности является одной из конструктивных характеристик формы поковок, качественно оценивающей ее и используется при назначении припусков и допусков. По ГОСТ 7505-89 различают четыре степени сложности поковки (С1, С2, С3, С4).
Степень точности определяют путем вычисления отношения массы Gп (объема Vп) поковки к массе Gф (объему Vф) геометрической фигуры, в которую вписывается форма поковки. Геометрическая фигура может быть параллелепипедом, цилиндром с перпендикулярными к его оси торцам, шаром, прямой правильной призмой (рисунок 4.16).

Рисунок 4.16 Геометрическая фигура, в которую вписывается форма поковки
При вычислении отношения степени сложности поковки Gп / Gф принимают ту из геометрических фигур, масса (объем) которой наименьший. При определении размеров описывающей поковку геометрической формы допускается исходить из увеличения в 1,05 габаритных линейных размеров детали, определяющих положение ее обрабатываемых поверхностей.
Степеням сложности поковок соответствуют следующие численные значения отношения Gп / Gф (таблица 4.10).
Таблица 4.10
Численные значения отношения Gп / Gф
| Степень сложности | Отношение Gп / Gф |
| С1 | до 0,63 |
| С2 | от 0,32 до 0,63 включительно |
| С3 | от 0,16 до 0,32 включительно |
| С4 | до 0,16 |
Так, например, объёмы фигур для поковки, изображенных на рисунке 4.17 равен объёмам цилиндра диаметром D п и высотой H.

Рисунок 4.17. Примеры поковок с характерными элементами для определения степени сложности: а – поковка с выступами; б – поковка с тонкими дисками; в – поковка с выемками (наметками)
Степень сложности С4 устанавливается для поковок с тонкими элементами, например, в виде диска, фланца, кольца (рисунок 4.18), в том числе с пробиваемыми перемычками, а также для поковок: тонким стержневым элементом, если отношения t/D; t/L; t/ (D - d) не превышают 0,20 и t не более 25 мм (где D - наибольший размер тонкого элемента, t - толщина тонкого элемента, L - длина тонкого элемента, d - диаметр элемента поковки, толщина которого превышает величину t).
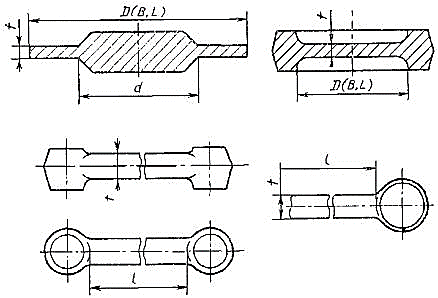
Рисунок 4.18 Поковки с тонкими элементами
При проектировании поковок следует избегать высоких и тонких рёбер, бобышек, тонких перемычек и буртов, узких и глубоких полостей. При ГОШ наличие перечисленных элементов на поковке приводит к местному охлаждению металла, следовательно, снижению пластичности материала поковки, резкому повышению усилия штамповки и снижению стойкости штампа.
4.10. Определение класса точности поковок.
По точности изготовления стальные поковки согласно ГОСТ 7505-89 делятся на пять классов: Т1, Т2, Т3, Т4 и Т5. Класс точности поковки назначается по таблице 4.11 в зависимости от вида штамповки и используемого оборудования, а также исходя из требуемой точности размеров поковки.
Таблица 4.11
Выбор класса точности поковок
| Основное технологическое оборудование, технологические процессы | Класс точности | ||||
| Т1 | Т2 | Т3 | Т4 | Т5 | |
| Кривошипные горячештамповочные прессы: – открытая штамповка – закрытая штамповка | + | + | + | + | |
| Горизонтально-ковочные машины | + | + | |||
| Штамповочные молоты | + | + | |||
| Калибровка | + | + | |||

