




Таблица 12.
Допуски, припуски и размеры отливки, мм.
| Номинальный размер | Допуск размеров отливок, для классов точности | Допуск формы поверхностей элементов отливки | Общий допуск элемента отливки | Общий припуск на сторону для ряда припуска отливки | Размер отливки |
| D = 151,5 | 2,4 | 0,32 | 2,4 (±1,2) | 2,3 | 156,1 ± 1,2 |
| d = 70 | 2,2 | 0,24 | 2,4 (±1,2) | 2,3 | 65,4 ± 1,2 |
| H = 57 | 1,6 | 0,24 | 1,6 (±0,8) | 1,9 | 60,8 ± 0,8 |
Величина формовочных уклонов (табл. 1.7).
Таблица 13.
Значение формовочных уклонов для обрабатываемых поверхностей.
| Высота модели, мм | Формовочный уклон β | |
| Нежная часть 17…25 | 1º55' | 0,65 |
| Верхняя часть 26…40 | 1°30¢ | 0,75 |
Так как производство единичное, выбираем деревянный модельный комплект.
Назначения галтелей.
Рассчитываем радиус внутренней галтели по формуле:
 , мм
, мм
 Принимаем RВ=15мм
Принимаем RВ=15мм
Рассчитываем радиус наружной галтели по формуле:

R Н=13+15=28 мм
Принимаем RН=30мм
Выбор стержневых знаков.
Выбираем вертикальное положение стержня при сборке литейной формы.
Высоту нижнего вертикального знака для всех видов смесей следует назначать в соответствии с табл. 1.5.
Принимаем 35 мм.
Высоту верхнего вертикального знака следует принимать, не менее 0,5 от высоты нижнего знака.
Принимаем 17,5 мм.
Для получения глухих (несквозных) отверстий вместо стержней примеряют «болваны»
Радиус закругления болвана – 7 мм, высота 10мм.
Эскиз отливки представлен на рисунке 2.
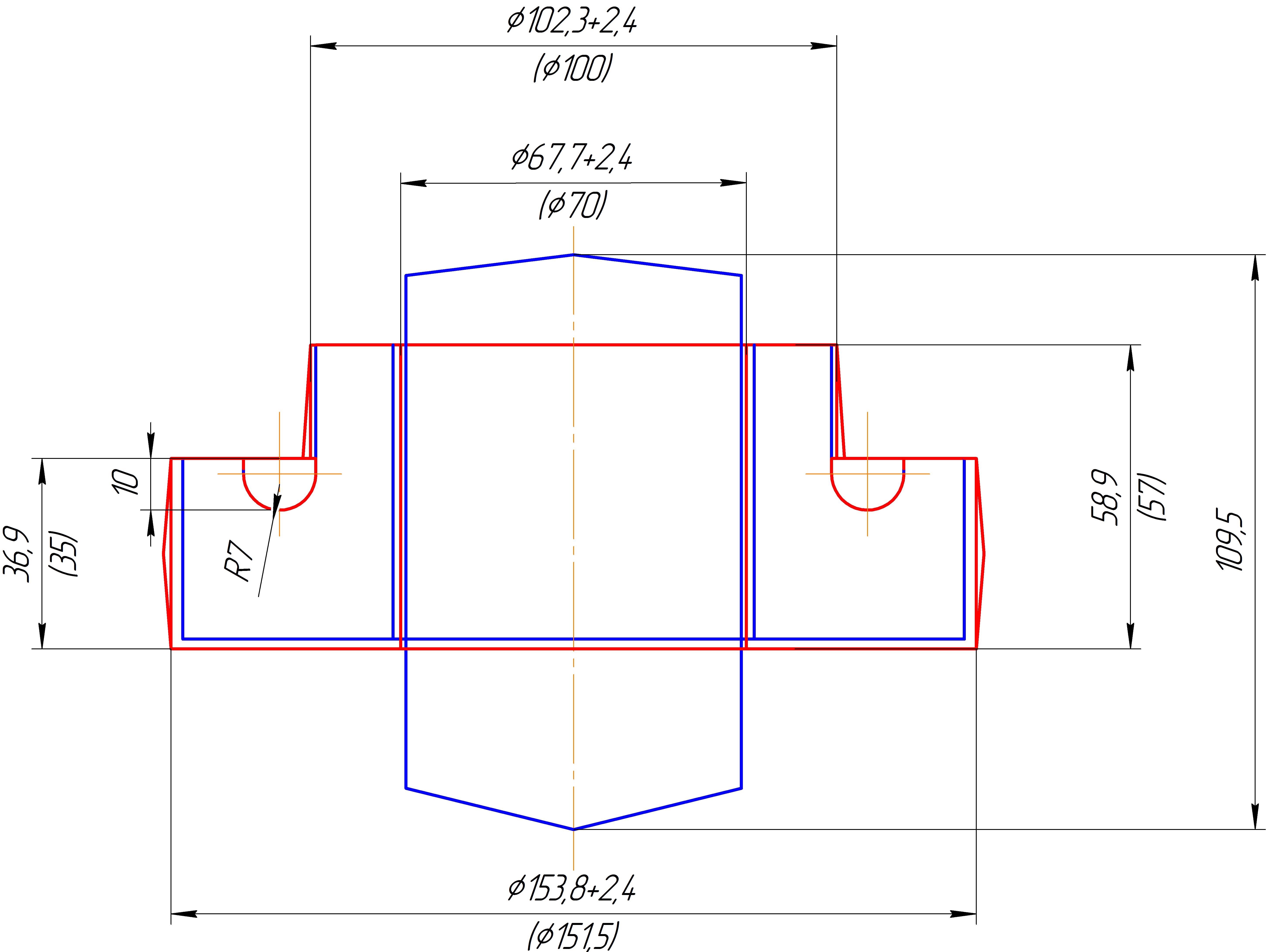
Рисунок 2. Эскиз отливки
Практическая работа №2
Получение заготовок свободной ковкой на молотах
Для проектирования поковки необходимо использование следующих ГОСТов:
ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски
ГОСТ 3.1403-85 Единая система технологической документации (ЕСТД). Формы и правила оформления документов на технологические процессы и операции ковки и штамповки.
Общие положения
Ковкой называют процесс обработки давлением, при котором металл деформируется многократным и прерывным воздействием универсального инструмента, постепенно приобретая заданную форму и размеры. При ковке металла между бойками имеет место свободное течение его в стороны, поэтому такая ковка получила название свободной.
Изменение формы заготовки и направлении течения металла при выполнении различных операций осуществляется с помощью кузнечного инструмента (рис. 2.1).
Основным универсальным инструментом при ковке на всех видах оборудования являются бойки. Одни операции выполняются только с помощью бойков, другие требуют применения различного подкладного инструмента. Основными операциями ковки являются осадка и протяжка.
| е |
| м |
| л |
| и |
| з |
| к |
| ж |
| д |
| г |
| в |
| б |
| а |
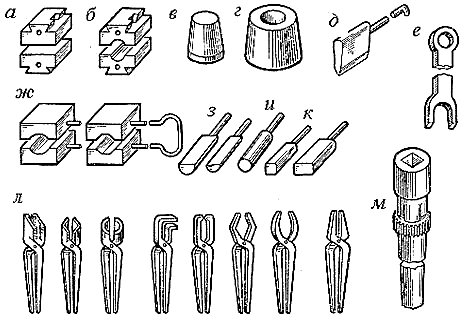
Рис. 2.1. Инструмент, применяемый при ковке: а – плоские бойки; б – вырезные бойки; в – сплошной прошивень; г – полый прошивень; д – кузнечный топор; е – вилки для закручивания; ж – обжимки; з – раскатки; и – пережимки; к – квадраты; л – клещи; м – патрон
Операции ковки:
Осадкой называется кузнечная операция, с помощью которой, уменьшая высоту заготовки, увеличивают ее поперечное сечение (рис. 2.2 а).
Одной из характеристик деформации при осадке является коэффициент уковки y= F 2/ F 1, где F 1 — площадь поперечного сечения до осадки; F 2— площадь поперечного сечения после осадки.
Во избежание продольного изгиба отношение высоты осаживаемой заготовки Н заг к ее диаметру D заг не должно превышать 2,5.
| а |
| б |
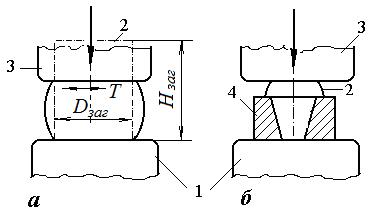
Рисунок 2.2 Схемы операции ковки: а – осадка, б – высадка
1 – нижний боек, 2 – заготовка, 3 – верхний боек, 4 – подкладное кольцо (штамп)
Высадка является разновидностью осадки (см. рис. 2.2, б). При высадке осаживаются только часть длины заготовки 2 и образуется местное утолщение. В этом случае кроме бойков 1 и 3 применяют подкладные кольца или штампы – 4.
Протяжкой (вытяжкой) называется операция, с помощью которой увеличивают длину и уменьшают поперечное сечение заготовки (рис. 2.3).
| б |
| а |
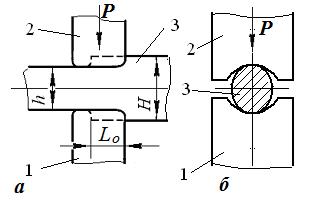
Рисунок 2.3 Операция протяжки плоскими (а) и вырезными бойками: 1, 2 – нижний и верхний бойки молота или пресса; 3 – заготовка, H и h – высота заготовки до и после деформирования.
В отличие от осадки, осуществляемой за одно обжатие заготовки, протяжка осуществляется путем деформирования отдельных ее участков в определенной последовательности. Протяжку заготовок прямоугольного сечения выполняют в плоских бойках.
Протяжку заготовок с круглым поперечным сечением производят или на плоских бойках с небольшими обжатиями или в вырезных бойках (рис. 2.3, 6). Протяжкой получают поковки с удлиненной осью (валы, оси, тяги, рычаги и т. п.).
Один из способов заключается в том, что часть заготовки длиной L 0 укладывают на нижний боек (рис. 2.3) и по нему наносят удар, затем заготовку поворачивают вокруг оси (кантуют) на 90° и наносят повторный удар. После этого поворачивают заготовку в исходное положение и продвигают на величину подачи L 0 в направлении вытяжки и цикл повторяется.
Величина деформации при протяжке также, как и при осадке, может быть выражена коэффициентом уковки у = F 1/ F 2, где F 1 и F 2 — площади поперечных сечений до и после протяжки.
Протяжка на оправке – является разновидностью протяжки (рис. 2.4)
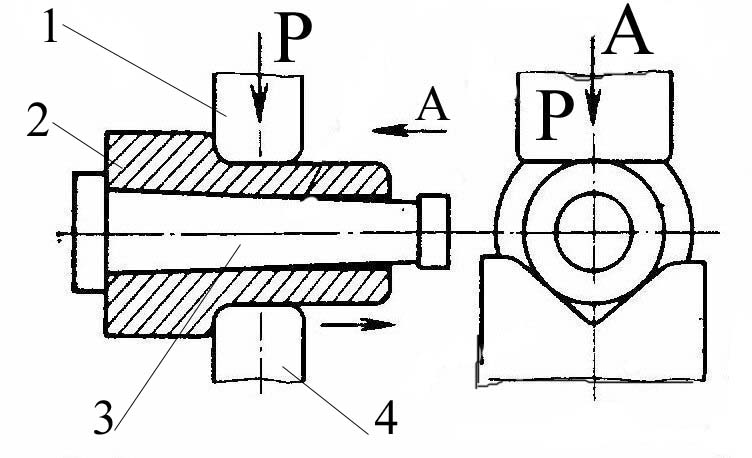
Рис. 2.4. Протяжка с оправкой: 1 – верхний боёк; 3 – оправа; 4 – нижний боёк; 5 – заготовка (кольцо, втулка).
Раскатка на оправке – операция при которой увеличивается диаметр заготовки, с предварительно прошитым отверстием, за счет утонения стенки (рис. 2.5)
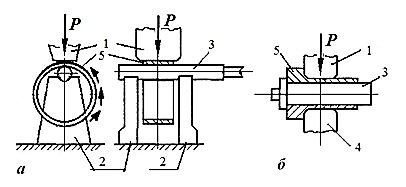
Рис. 2.5. Раскаткинаоправке: 1 – верхний боёк; 2 – стойка; 3 – оправа; 4 – нижний боёк; 5 – заготовка (кольцо, втулка).
Прошивкой (рис. 2.6, а) и пробивкой (рис. 2.6, г) называется операция, с помощью которой в заготовке получают глухие и сквозные отверстие, за счет вытеснения металла. Отверстия в поковках получают после осадки исходных заготовок.
| в |
| г |
| б |
| а |
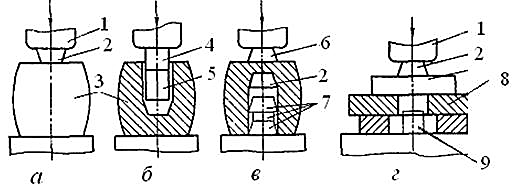
Рис. 2.6. Схемы прошивки поковок: а – в – этапы прошивки высоких поковок, г – схема пробивки тонких поковок: 1– боек, 2 — прошивень, 3– заготовка, 4, 5– надставки, 6– прорезной прошивень. 7 – прошивни и выдра после прошивки, 8 — кольцо, 9–выдра
Сквозную прошивку (пробивку) относительно тонких поковок ведут на подкладном кольце (рис. 2.6 г). Высокие массивные поковки прошивают в два перехода, образовав сперва глухую полость (рис. 2.6 б), и, перевернув поковку, прошивают дно (рис. 2.6в). Если диаметр отверстия менее 500 мм, применяют сплошной прошивень (см. рис. 2.6, в); если диаметр отверстия более 500 мм, применяют полый прошивень (рис. 2.6, г).
Прошивающим инструментом является сплошной или пустотелый прошивень (рис. 2.7) круглого или фасонного поперечного сечения. В результате прошивки форма заготовки искажается и образуется отход – выдра.
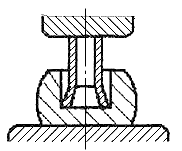
Рис. 2.7 Схема прошивания поковок полым прошивнем
Диаметр прошивня выбирают равным 1/2 – 1/3 наружного диаметра заготовки; при большем диаметре прошивня заготовка значительно искажается.
Рубкой (отрубкой) называется кузнечная операция, с помощью которой заготовку разделяют на части по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента – топоров различной формы (рис. 2.8,б). Рубку применяют для получения из заготовок большой длины нескольких коротких или для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитка и т. п.
| а |
| в |
| б |
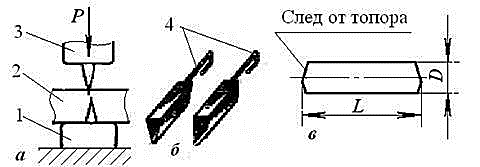
Рисунок 2.8. Операция кузнечной рубки (а), инструмент – топор (б)., мерная заготовка после рубки (в): 1 – нижний боек, 2 – заготовка, 3 – верхний боек, 4 – топоры, L – длина мерной заготовки, D – толщина мерной заготовки
Заготовку укладывают на нижний боек, по месту раздела заготовки на неё устанавливают топор и по топору наносят удары верхним бойком. После внедрения топора в заготовку примерно на 4/5 ее высоты удары прекращают. Затем заготовку переворачивают на 180° и дорубают с другой стороны.

