




Электронды сәулемен пісіру. Электронды сәуле, күшті электр өрісінде катодтан анодқа қарай үлкен жылдамдықпен қозғалатын қысылған электрондардың ағыны болып саналады. Қатты денемен электронды ағын соғылған кезде, электрондардың 99 % кинетикалық энергиясы жоғарыда айтылған денені қыздыруға шығындалатын жылу энергиясына айналады. Соқтығысатын жердің температурасы 5000...6000 °С жетеді. Электронды сәуле, 133 (10-4...10-5) Па вакуумында қыздырылған катодтан 1 электрондарды шығару есебінен пайда болады және электрстатикалық пен электрмагниттік линзалар көмегімен пісірілетін материалдардың бетіне тоғыстырылады (1.15-сурет). Электрондық сəулемен пісірудің манызды артықшылығы –жоғары қарқынды кернеулерде енсіз жəне терең балқу аумағын жасау мүмкіншілігі.
|
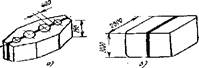
1.14-сурет. Электрқожды пісіруді қолданудың мысалдары
а - баспақ архитравы; б - төссіз тоқпақтың тоқпақтамасы

|
1.15- сурет. Электронды сәулемен пісіру үшін қолданылатын қондырғының сұлбасы
Электронды-сәулелі пісіру үшін қолданылатын қондырғыда, электрондар электронды зеңбіректің катодынан шығарылады, тікелей катодтан кейін орналасқан электродпен 2 шоғырға қалыптастырылады, катод пен анод 3 арасындағы потенциалдар айырмашылығы әсерімен (20...150 кВ және одан да көп мөлшерге тең) үдетіледі, содан кейін сәуле түрінде тоғыстырылады және арнайы ауытқытатын магниттік жүйемен 5 өңделетін бетке 6 бағытталады. Қалыптастыратын электродқа 2 катодқа қатынасты теріс немесе нөлдік потенциал беріледі. Тоғыстырумен жоғарғы меншікті қуатқа жетеді (5...105 кВт/м2 дейін және одан да жоғары). Электронды сәуленің тогы көп емес (бірнеше миллиамперден бір амперге дейін).
Дайындаманы қозғалмайтын сәуленің астында қозғалтқан кезде пісірілген жік құралады. Кейбірде ауытқитын жүйе көмегімен, қозғалмайтын жиек бойымен сәуленің өзін қозғалтып пісіруді жүргізеді. Ауытқитын жүйені тағы да жіктің көлденең және бойлық бағытымен электронды сәулені тербелту үшін қолданады. Бұл қосым материалмен пісіруді жүргізуге және металға жылулық әсер беруді реттеуге мүмкіндік жасайды.
Пісіру, кесу немесе жоңғылау үшін қолданылатын қазіргі заманғы қондырғыларда, электронды сәуле диаметрлері 0,001 см кіші аудандарға тоғыстырылады. Бұл үлкен меншікті қуатты алуға мүмкіндік береді. Әдеттегі пісірудің жылу көздерін қолданған кезде (доға, газдық жалын), материалдың бетінен терең жерлерге қарай жылудың таралуы есебінен металл қызады және балқиды. Осындай кезде қимасы бойынша балқу аймағының пішіні жартылай дөңгелек Ғ2 жақындайды. Электронды сәулемен пісірген кезде, ауданы Ғ1 болатын металдың тікелей өзінде жылу бөлінеді. Мұндай кезде беттің астындағы кейбір тереңдікте жылу қарқынды бөлінеді. Балқыған жер тереңдігінің енге қатынасы 20:1 қатынасына тең болады. Мұндай балқытуды қанжарлы деп атайды.
Дақта жылудың қатты шоғырлануы сапфир, рубин, алмаз, шыны сияқты материалдарды бұрғылуға мүмкіндік береді. Жылулық әсер беру аймағының азғантай ені, дайындаманың деформациясын тез кішірейтуге мүмкіндік жасайды. Осымен бірге, бөлмешіктегі вакуум есебінен бірікпенің айнадай беті және балқытылған металды газдан тазарту қамтамасыз етіледі.
Электронды-сәулелі пісірумен бояу балқитын, химиялық белсенді металдар мен олардың қорытпаларынан (вольфрам, тантал, ниобий, цирконий, молибден металдары мен қорытпалары), тағы да алюминий мен титан қорытпаларынан және жоғары қоспалы болаттан тетіктер жасайды. Металл мен қорытпаларды біртекті және әртекті үйлесіммен, тағы да қалындықтың, балқыту температурасының және басқа жылуфизикалық қасиеттердің едәуір айырмашылығымен пісіруге болады. Пісірілетін дайындаманың минимальды қалыңдығы 0,02 мм-ге, ал максимальды қалыңдығы 100 мм-ге тең.
Электронды-сәулелі пісірумен, электроникада және аспапжасауда қолданылатын кішігабаритті бұйымдарды және ұзындығы мен диаметрі бірнеше метр болатын ірігабаритті бұйымдарды біріктіруге болады.

