




Ёлектроэрози€лық әд≥с≥ импульсты электр разр€дтарының жылулық әрекет≥ нәтижес≥нде, тоқөтк≥зуш≥ материалдарды бағытты жоюға электрл≥к эрози€ құбылысын қолдануға нег≥зделген. Ѕұл технологи€ның нег≥з≥н қалаушылар Ѕ.–. Ћазаренко және Ќ.». Ћазаренко совет ғалым-технологтары. Ёлектроэрози€лық өңдеу қатты материалдар мен күрдел≥ фасонды бұйымдарды өңдегенде ти≥мд≥ болып табылады. Қатты материалдарды механикалық тәс≥лмен өңдеген кезде құралдың тозуы үлкен рөл алады. Ёлектроэрози€лық әд≥ст≥ң артықшылығы, сол си€қты барлық элетрофизикалық және электрохими€лық өңдеу әд≥стер≥ си€қты, құралды дайындау үш≥н арзанырақ және өңдеуге жең≥л материалды қолдануында. —ондықтан, құралдың тозуы болмашы болады.
Ёлектр эрози€лы өңдеу операци€ларының көб≥ сұйықтықтық ортада жүрг≥з≥лед≥. ќл электрод аралық аралықтан эрози€ өн≥мдер≥н алады, процест≥ тұрақтандырады, электрондар аралығының электрл≥к бер≥кт≥г≥не әсер етуд≥ қамтамасыз етед≥. Ёлектр ұшқынды өңдеуге жарамды сұйықтықтар ти≥ст≥ тұтқырлыққа, электр оқшаулау қасиетке, разр€дтар әсер≥не, хими€лық тұтқырлыққа ие болуы керек.
Ёлектроэрози€лық өңдеу дайындаманың бет≥ндег≥ бүл≥нуге (эрози€) нег≥зделген. Ѕүл≥ну Ц сұйық диэлектрикке батырылған (мысалы, керосин, минералды май), ек≥ электрод арасында пайда болатынэлектрл≥к разр€д импульс≥н≥ң жылулық әсер≥ салдарынан болады. Ёлектрл≥к разр€д кез≥нде жылу көп мөлшелде бөл≥нед≥, б≥р бөл≥г≥ балқуға, булануға, ал келес≥ б≥р бөл≥г≥ балқымайтын бет≥нен бөлшектерд≥ алып тастауға жұмсалады. 10-8... 10-5с аралығында ток тығыздығы 8...10кј/мм2-ге дей≥н көбейед≥, дайындаманың бет≥ндег≥ температура 120000—-ға дей≥н өсед≥. —оған қоса қалыңдығы 1...10мкм болатын қабат алыстатылады. Өйткен≥ электрл≥к разр€д ең қысқа жолмен жүр≥п өткенд≥ктен ең алдымен микро тег≥с емес шошақтар алыстатылады. »нсрумент пен дайындама б≥р-б≥р≥не жақындаған кезде өңдеут≥н бетт≥ң макро және микро геометри€сы өзгеред≥, дайындаманың бет≥ инструмент бет≥н≥ң п≥ш≥н≥н қабылдайды.
Ё’Ө үрд≥с≥ндег≥ электрод-аспабында және дайындамада қандай хими€лық реакци€ жүред≥?
|
|
|
Ёлектрхими€лық өңдеуд≥ң нег≥з≥ болып электролиз кез≥нде микротег≥с емес жерлерд≥ң шығыңқылығы мен ойымдарын анодты ер≥ту саналады. Ёлектролит 2 арқылы тұрақты электр тогы өткен кезде, анод-дайындаманың 3 бет≥нде хими€лық реакци€лар жүр≥п металдың бетк≥ қабаты хими€лық қосылысқа айналады (6.5, а-сурет). Ёлектролизд≥ң өн≥мдер≥ ерт≥нд≥ге өтед≥ немесе механикалық тәс≥лмен алынып тасталады. Ёлектрхими€лық әрлеген кезде (6.5, а-сурет) дайындаманы электролит≥ бар шомылдырыққа орналастырады. Өңделет≥н материалға байланысты электролит болып қышқылдың немесе с≥лт≥н≥ң ерт≥нделер≥ қызмет жасайды. ƒайындаманы анодқа қосады. атод 5 рет≥нде қорғасын, мыс немесе болаттан жасалған т≥л≥мше қолданылады. Ёлектрл≥к т≥збек тұйықталған кезде анод материалының еру≥ басталады. Ѕұл тәс≥лмен өңдегенде микротег≥с емес жерлерд≥ң шығыңқылығы ерид≥. Өйткен≥ токтың ең үлкен тығыздығы шығыңқылықтың шыңында шоғырланады. ≈руд≥ң өн≥мдер≥ 7 (төмен өтк≥зг≥шт≥кке иемденген тотықтар немесе тұздар) ойымдарды толтырады және металдың еру≥не кедерг≥ жасайды. Ўығыңқы және ойық жерлер бойынша ≥р≥ктеп әсер етет≥н еруд≥ң жылдамдығы микротег≥с емес жерлерд≥ тег≥стейд≥. Өңделген бет металдыңжарқылыналады.
”льтрадыбысты толқындардың қандай типтер≥ бар?
”льтрадыбысты деп әр түрл≥ энерги€лар түр≥мен (хими€лық, электрл≥к, механикалық) жүрет≥н технологи€лық үдер≥стер мен операци€лардың үлкен тобын айтады. Ѕұл үдер≥сте м≥ндетт≥ түрде жи≥л≥г≥ 16000-18000 √ц-т≥к механикалық серп≥мд≥ д≥р≥лдер болуы қажет.
”льтрадыбыс толқындарының басты ерекшел≥г≥ Ч оларды дыбыс көз≥нен белг≥л≥ б≥р бағытта таралатындай ет≥п бағыттауға болады.
”льтрадыбысты зерттеулер жүрг≥згенде көб≥не бойлық немесе көлденең толқындар қолданылады.јлайда одан басқа бетт≥к және Ћэмба толқындары си€қты ультрадыбыстық толқындар бар.
Ѕойлықультрадыбыстытолқын - таралудың бағыты мен орта бөлшектер≥н≥ң жылдамдығының бағыты мен ауытқууына сәйкес келет≥н толқын.
өлденең ультрадыбысты толқын Ц ауытқу бағыты мен дене бөлшектер≥н≥ң жылдамдығы жатқан жазықтыққа перпендикул€р бағытта таралатын толқындар.
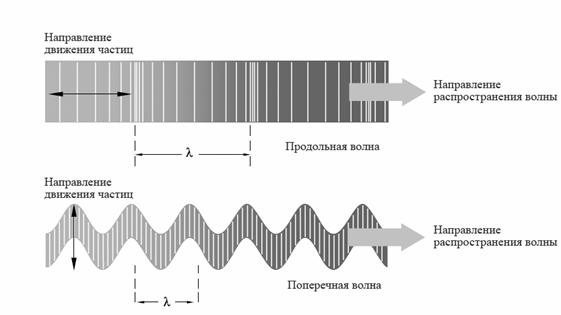
–исунок 2 Ц ƒвижение частиц в продольных и поперечных ультразвуковых волнах
Ѕетт≥к ультрадыбысты толқындардың бөлшектер≥ элипс тәр≥зд≥ қозғалады және материалдың бет≥мен таралады. ќлардың жылдамдығы бойлық толқынның таралу жылдамдығының 90% құрайды ал олардың материалға ену тереңд≥г≥ б≥р толқынның ұзындығына тең. Ћэмба толқыны Ч бөлшектерд≥ң тербелмел≥ ауытқууы толқынның таралу бағыты бойынша да пластина жазықтығына перпендикул€р бойыншада ерк≥н шекаралы қатты пластинада таралатын серп≥мд≥ толқын. Ћэмба волны представл€ют собой один из типов нормальных волн в упругом волноводе Ц в пластине со свободными границами. “.к. эти волны должны удовлетвор€ть не только уравнени€м теории упругости, но и граничным услови€м на поверхности пластины, картина движени€ в них и их свойства более сложны, чем у волн в неограниченных твЄрдых телах.
|
|
|
Қаз≥рг≥ кезде минералды-шик≥зат кешендер≥н≥ң кәс≥порындарында нег≥з≥нен ленталық және қырмауыш конвейерлер қолданылады. ќсындай қондырғылардың өн≥мд≥л≥г≥ мен жұмыс шарттары әр түрл≥ болуы мүмк≥н, бұл олардың электр жетектер≥н≥ң жүйелер≥н таңдауға әсер етед≥. онвейерл≥ қондырғылардың жұмысының тәрт≥б≥н үзд≥кс≥з тәрт≥птег≥ тиеу, тасымалдау және босату нәтижес≥нде ұзақ уақыт бойындағы ұзаққа созылған жұмыс себепш≥ болды. Ѕұл м≥ндеттеме жетект≥ электр қозғалтқышын және оның элементтер≥н таңдауға әсер етед≥.

