Гидродеалкилдеу және диспропорционирлеу процестерін қолданғанда толуолдың көп мөлшері бензол мен ксилолға айналады.
о -ксилолды қолданудың негізгі бағыты – терефталь қышқылы немесе диметилтерефталат өндірісі және олардың негізінде полиалкилентерефталаттар алу. м -ксилолдың көп мөлшері п - және о -ксилолға изомерленеді. Олардың өндірісте қолдану ауқымы м -изомерге қарағанда жоғары.
С9 арендер фракциясы шайыр, лак, жабынды және еріткіштер өндірісіне қажет шикізат көзі болып табылады.
Катализаторды үздіксіз регенерациялау арқылы бензин фракцияларын каталитикалық риформинглеу.
Каталитикалық риформинг риформаты бензол, толуол және одан да ауыр ароматты көмірсутектер алудың негізгі көзі болып табылады. Бензин фракцияларын каталитикалық риформинглеу процесінің технологиясы мен көмірсутектерді ароматтау реакциясының механизмі басқа курстарда қарастырылған және сіздерге белгілі.
Каталитикалық риформинг процесі екі түрлі болады: жоғары октанды бензин және ароматты көмірсутектер алу. Бұл екі процесте бастапқы бензин 30-1800С әр түрлі фракцияларға бөлінеді: 30-620С; 62-850С және 85-1800С фракциялары – бензиннің жоғары октанды компонентін алу үшін; 30-620С; 62-1400С және 140-1800С фракциялары – ароматты көмірсутектер концентратын алу үшін. Бензинді риформинглеу арқылы ароматты көмірсутектер мен бензиннің жоғары октанды компонентін алу қондырғыларының бір-бірінен айырмашылығы тек өнімдерді бөлу блогының схемасымен ғана ерекшеленеді.
Алғашында риформинг процесі алюминий оксидіне отырғызылған платина катализаторында (платина мөлшері 0,4-0,65%) жүргізілді. Каталитикалық риформинг процесінің дамуы алдымен биметалды, содан кейін белсенділігі, талғамдылығы, тұрақтылығы жоғары полиметалды катализаторларды жасаумен байланысты болды. Бұл катализаторлардың құрамында рений, иридий, германий, қалайы, литий және сирек жер элементтері сияқты бір немесе екі металл болады. Мұндай катализаторлардың құрамында платинаның мөлшері аз болады, демек катализатордың құны да арзандайды.
Платина катализаторларын би- және полиметалды катализаторларға ауыстырғаннан кейін осы күнгі қондырғылардың жұмысы айтарлықтай қарқындады. Би- және полиметалды катализаторлардың артықшылығы бұл катализаторларға тән тиімді режим мен жағдайларда жұмыс істеуге мүмкіндік беретін арнайы жасалған қондырғыларда жақсы байқалды. Әсіресе регенерацияны үздіксіз жүргізудің маңызы жоғары. Өндірісте полиметалды катализаторда үздіксіз регенерациялау арқылы жүргізілетін риформинг процесінің екі түрі бар: UOP америка фирмасының процесі және Француз мұнай институтының процесі.
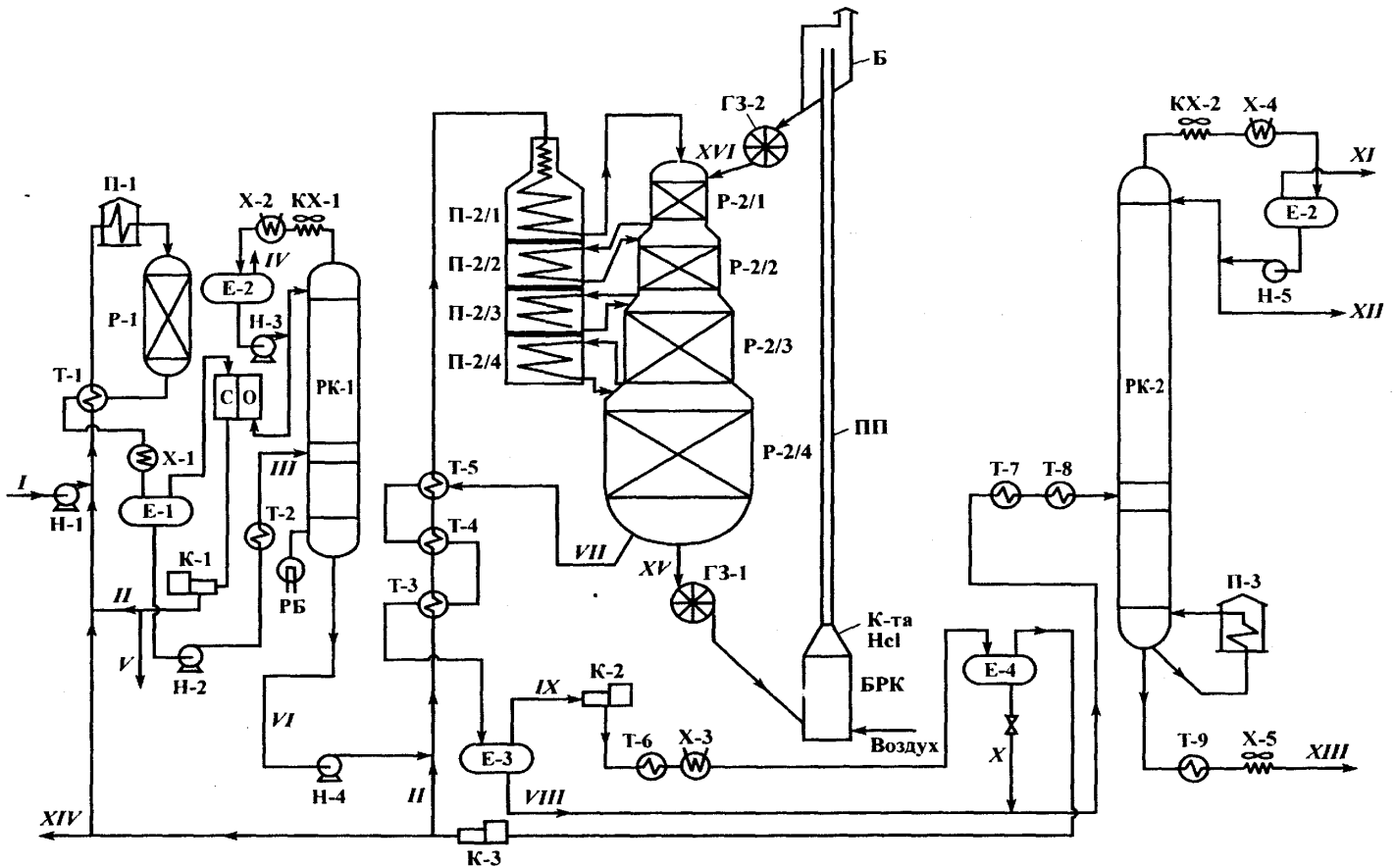
Қазіргі кезде әлемде осындай шамамен 130 қондырғы жасалған және табысты жұмыс істеп жатыр, тағы да 50-ден аса қондырғы салынып жатыр. Қазақстанда мұндай қондырғыны Атырау мұнайхимиялық кешенінде іске қосу жоспарланған. 1980 жылы Франциядан сатып алынған Бірінші қондырғы Бакуде (ЛФ-35-11/1000) салынып, іске қосылған. Бұл қондырғының принципиалды схемасы 2-суретте көрсетілген. Қолданылатын катализаторлар түрлері: R-20 және R-34. Катализатор – шарикті, құрамында цеолит бар (шариктердің диаметрі 2 мм).
Шикізат гидротазалаудан өткен соң, РК-1 бағанасында тұрақталып, риформинг процесіне жіберіледі.
Риформинг блогына түскен гидротазаланған бензин регенерациялық жылуалмастырғыштар арқылы өтіп, П-2/1 пешіне, әрі қарай Р-2/1 реакторына түседі. Содан кейін ол пештің қалған үш секциясы арқылы өтіп, әрі қарай реактор сатыларының арасында қыздырылып, реактордың қалған секцияларынан (Р-2/2, Р-2/3,Р-2/4) өтіп, Т-3 жылуалмастырғышынан кейін Е-3 сеператорына түседі. Е-3 сеператорынан шыққан сұйық фаза РК-2 тұрақтандырғыш бағанасына, ал бу фазасы К-2 сыққыш сеператорға барады. Әрі қарай бу фазасы 1,5-1,8 МПа қысымда Т-6 мен Х-3 -те суытылып, Е-4 сеператорына түседі. Е4 -те К-3 компрессорымен шығарылған сутекті газ бөлінеді, ал сұйық фаза РК-2 тұрақтандырғыш бағанаға түседі.