




Форматталған бұйымның тығыздығын анықтаудың тәжібире жүзінде көп әдістері қолданылады: гидростатикалық, пикномерлік, экспресс әдіс т.б. Айтылған әдістер бойынша бұйымның тығыздығын анықтау үшін 20x20x(2+- 0,3) мм болатын үлгі алынады.
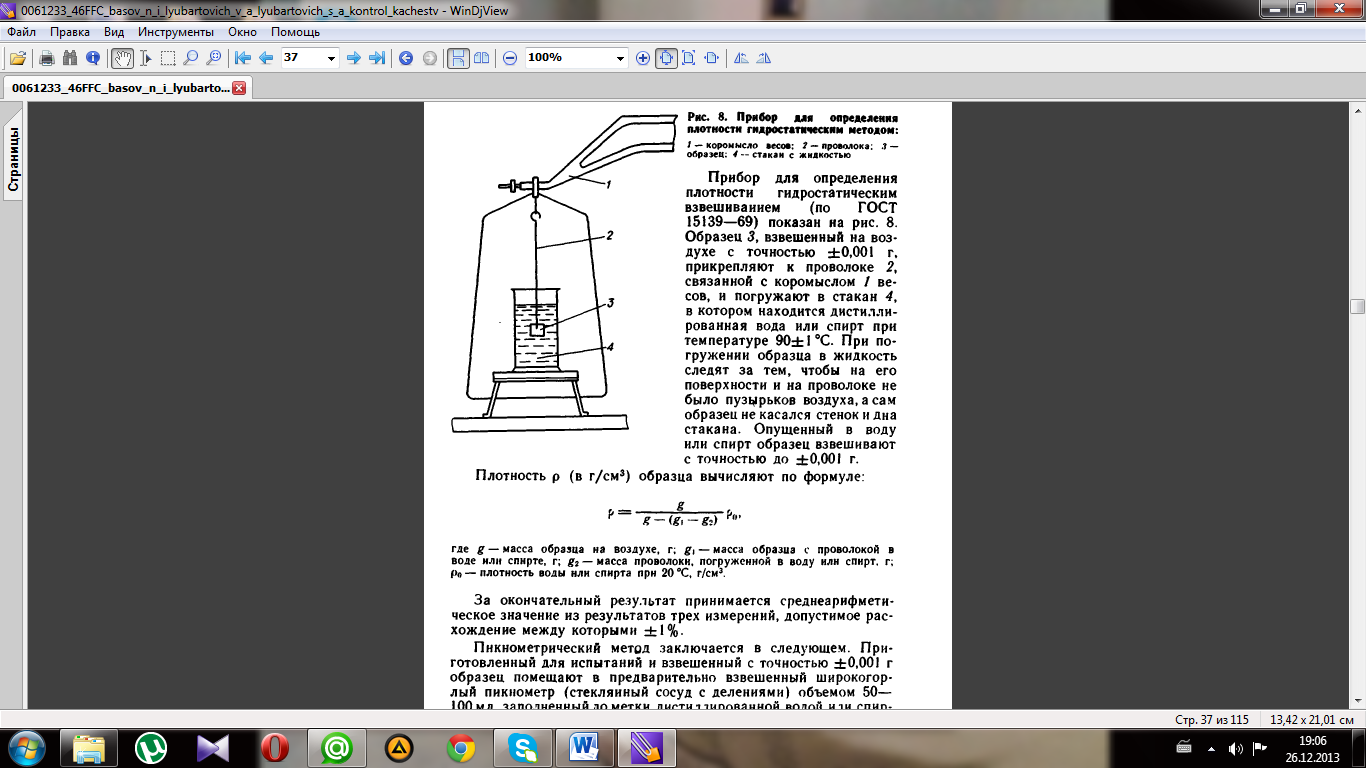
Гидростатикалық әдіс бойынша бұйымның тығыздыығн анықтайтын құрылғы.
1 – таразы реттегіш; 2 – сым; 3 – үлгі; 4 – сұйықтығы бар стақан.
Дәл өлшенген 3 үлгі 1 – ші таразы реттегішпен байланысқан 2 – ші сымға бекітіледі. Содан дистелденген су немесе спирті бар 4 – ші стақанға салынады. Стақанға салған кезде беткі қабатта көпіршіктердің түзілмеуі мен үлгінің стақанның түбімен жанаспауын бақылау қажет. Суға немесе спиртке тұндырылған үлгіні 0,001 г дәлдікпен өлшейді. Үлгінің тығыздығы келесі теңдеу бойынша анықталынады:
Мұндағы, g – ауадығы үлгінің массасы, г; g1 – спирт немесе судағы сыммен байланысқан үлгінің массасы, г; g2 – суға немесе спиртке тұндырылған сымның массасы, г; p0 – 200C су немесе спирттің тығыздығы, г/см3;
Пикнометрлік әдісте дәлдікпен өлшенген үлгіні алдын ала өлшенген кең мойынды 50 – 100 мл көрсетілген жерге дейін спиртпен немесе сумен пикномтрге саламыз. Судың немесе спирттің қалған бөлігін фильтр қағазымен сүртеміз. Содан пикнометрдің аузын жауып өлшейміз. Өлшеу кезінде пикнометрде көпіршіктердің болмауын қадағалаймыз. Үлгінің тығыздығын келесі формула бойынша анықтаймыз:
Мұндағы, m – үлгі массасы, г; mсу – сумен немесе спиртпен және үлгісі бар пикнометрдің массасы, г; mп – сумен немесе спиртпен толтырылған пикнометрдің массасы, г; p0 – 200C су немесе спирттің тығыздығы, г/см3;
Экспресс әдісте 65 – 80 мм мойынды ыдыс алынады.Оған әр түрлі тығыздықты үлгілермен толтырады. Әр ерітіндінің тығыздығы денсиметрдің көмегімен анықталынады.
Резина қоспаларының сапа көрсеткіштерін бақылау нәтижелерінің көмегімен технологиялық режимдерге түзетулерді қалай жасауға болады?
ГОСТ және ТШ нормалары резина өнімдерінің дисперстілік дәрежесі, қоспалардың болуы және ылғалдылығы бойынша әрқашан сәйкес келе бермейді. Сондықтан кірмелі тексеріс нәтижелері негізінде дайындау цехының технологиялық қызметтері араластыру құрылғыларының қызметкерлерімен бірігіп, компоненттерді қосымша өңдеу немесе қоспаларды дайындаудың режимдерін түзету туралы шешім қабылданады.
Резина қоспаларының экпресс-анализі бойынша олардың нормаларға сәйкестігі және әрі қарайғы өңдеуге жарамдылығы анықталады. Экспресс-тексерістен өткен резина қоспалары анализ нәтижелері жазылған паспортпен бірге профильдеу, қысыммен құю, пресстеу немесе каландрлеу аймақтарына жіберіледі. Ол жерде мастерлар, бригадирлер және технологиялық жұмысшылар паспорттағы нәтижелерді талдап, резина қоспаларын өңдеудің жылдамдық және температуралық-уақыттық режимдерін түзету қажеттілігі туралы шешім қабылдайды. Резина қоспаларының пластикалығы тым жоғары немесе төмен болса, құрылғылардың технологиялық режимдерін өзгертеді. Резина қоспаларының подвулкандануға бейімділігі жоғары болса, өңдейтін құрылғының зоналары бойынша температураларын төмендетеді, вулкандау циклінің ұзақтығын қысқартады. Подвулкандалуға бейім қоспаларды экструзиялағанда немесе каландрлегенде осы процестердің жылдамдық режимдерін азайтқан жөн. Резина қоспаларының адгезионды-фрикциялық қасиеттерін бағалаудың нәтижелері негізінде біліктер мен каландрлердің температураларын түзеу керек (температураны белгілі бір шекке дейін көтеру қоспаның металға адгезиясын арттырады).

