




√альванический участок предназначен дл€ восстановлени€ де≠талей электролитическим осаждением металла на изношенные поверхности. Ќа участке обычно выполн€ют следующие гальвани≠ческие процессы: хромирование износостойкое и декоративное, железнение, меднение, цинкование, никелирование и фосфатирование. Ќа участок детали поступают парти€ми со склада дета≠лей, ожидающих ремонта, или с других производственных участков. ƒетали, требующие восстановлени€ размеров, поступают после предварительного шлифовани€ со слесарно - механического участка. “уда же они возвращаютс€ после гальванического нара≠щивани€ на окончательную механическую обработку. ƒетали, от≠дельные поверхности которых подлежат меднению дл€ защиты от цементации, поступают также со слесарно-механического участ≠ка, а после меднени€ направл€ютс€ на термический участок. ƒе≠тали, проход€щие восстановление декоративных покрытий, доставл€ютс€ с участка дефектовани€ или ремонта и после обра≠ботки транспортируютс€ на участки комплектовани€ и сборки.
Ќа ј–ѕ в зависимости от объема работ примен€ют различное оборудование гальванических участков. ѕри малых объемах работ выполнение как подготовительных операций (обезжиривание, про≠мывка и пр.), так и нанесение гальванических покрытий на детали производитс€ в ваннах. ѕри этом ванны дл€ подготовительных ра≠бот используютс€ дл€ различных видов покрытий. ѕланировка обо≠рудовани€ таких участков должна выполн€тьс€ с учетом этих осо≠бенностей использовани€ подготовительного оборудовани€. ¬ыпр€≠мители в этом случае, как правило, устанавливают непосредственно у ванн на рассто€нии 200... 300 мм. ѕоскольку процессы гальваничес≠ких покрытий протекают при низком напр€жении (6... 12 ¬), то удаление источников тока от ванн влечет за собой неоправданное увеличение расхода металла на шинопроводы (применение шинопроводов большего поперечного сечени€), что необходимо дл€ со≠хранени€ в допустимых пределах величины падени€ напр€жени€.
ѕериодическую смену электролита в ваннах и его фильтрацию следует производить при оснащении гальванических участков передвижными установками, на которых монтируютс€ и насос≠ные агрегаты.
Ќа рис. 35.12 показаны схемы расстановки ванн с указанием рассто€ний, принимаемых согласно нормам технологического про≠ектировани€. ѕри значительных объемах работ, св€занных с нане≠сением гальванических покрытий, следует примен€ть полуавтома≠тические или автоматические установки дл€ нанесени€ каждого из видов гальванических покрытий.
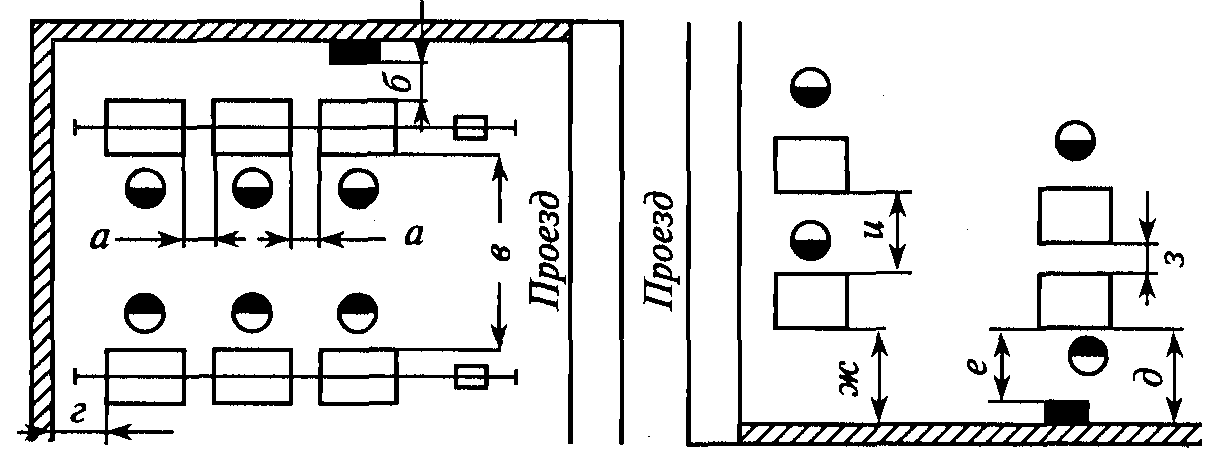
–ис. 35.12. —хемы расположени€ гальванических ванн, мм:
а = 300...400; 5= 600...800; в = 2000...2500; г = 800... 1000; д = 1500...2000;
е = 1200... 1500; ж = 800... 1000; з = 500...600; и = 1500...2000
 –ис. 35.13. —хемы расположени€ ав≠томата дл€ гальванопокрытий, мм:
а = 500...3500; б = 1500...2000; в = 2000...2500
–ис. 35.13. —хемы расположени€ ав≠томата дл€ гальванопокрытий, мм:
а = 500...3500; б = 1500...2000; в = 2000...2500
|
¬ зависимости от конструк≠тивных особенностей эти уста≠новки имеют большей частью или пр€моугольную, или оваль≠ную конфигурацию. јвтоматиче≠ска€ (полуавтоматическа€) ус≠тановка включает весь комплекс ванн дл€ подготовительных опе≠раций и нанесени€ покрытий. ¬ыпр€мители, обслуживающие соответствующие ванны ав≠томатических установок, следу≠ет размещать вблизи установок на рассто€нии от них 200... 300 мм до фронта выпр€мител€ или его боковой стороны и 800...900 мм до его тыльной стороны.
|
|
|
√альванические участки, оснащенные автоматическими уста≠новками, целесообразно размещать таким образом, чтобы вспо≠могательное комплектующее оборудование этих установок (тепло≠обменники, фильтры, резервуары дл€ слива и приготовлени€ ра≠створов и пр.) располагалось в подвальном помещении.
Ќа рис. 35.13 показана примерна€ схема размещени€ автомата дл€ металлопокрытий кареточного типа. √абаритные размеры ав≠томатов показаны с учетом площадок дл€ их обслуживани€, обо≠рудованных специальным настилом.
“аблица 35.10
ќриентировочные площади поверхности покрыти€ дл€ грузового автомобил€ средней грузоподъемности, дм2
| Ќаименование издели€ | ¬ид покрыти€ | ||||
| »зносостойкое хромирование | ∆елезнение | ћеднение | Ќикелирование | ÷инкование | |
| ѕолнокомплект≠ный автомобиль | 3,0 | 6,0 | 2,7 | 6,0 | 15,0 |
| ƒвигатель с сцеплением | 0,8 | 1,0 | 0,6 | Ч | Ч |
| оробка передач | 0,5 | 1,2 | 0,5 | Ч | Ч |
| «адний мост | 0,7 | 1,8 | 0,7 | Ч | |
| ѕередний мост | 0,8 | 1,6 | 0,5 | Ч | |
| –улевое управление | 0,1 | 0,2 | 0,2 | Ч | |
| арданный вал | 0,1 | 0,2 | 0,2 | Ч | Ч |
ћежцеховой проезд
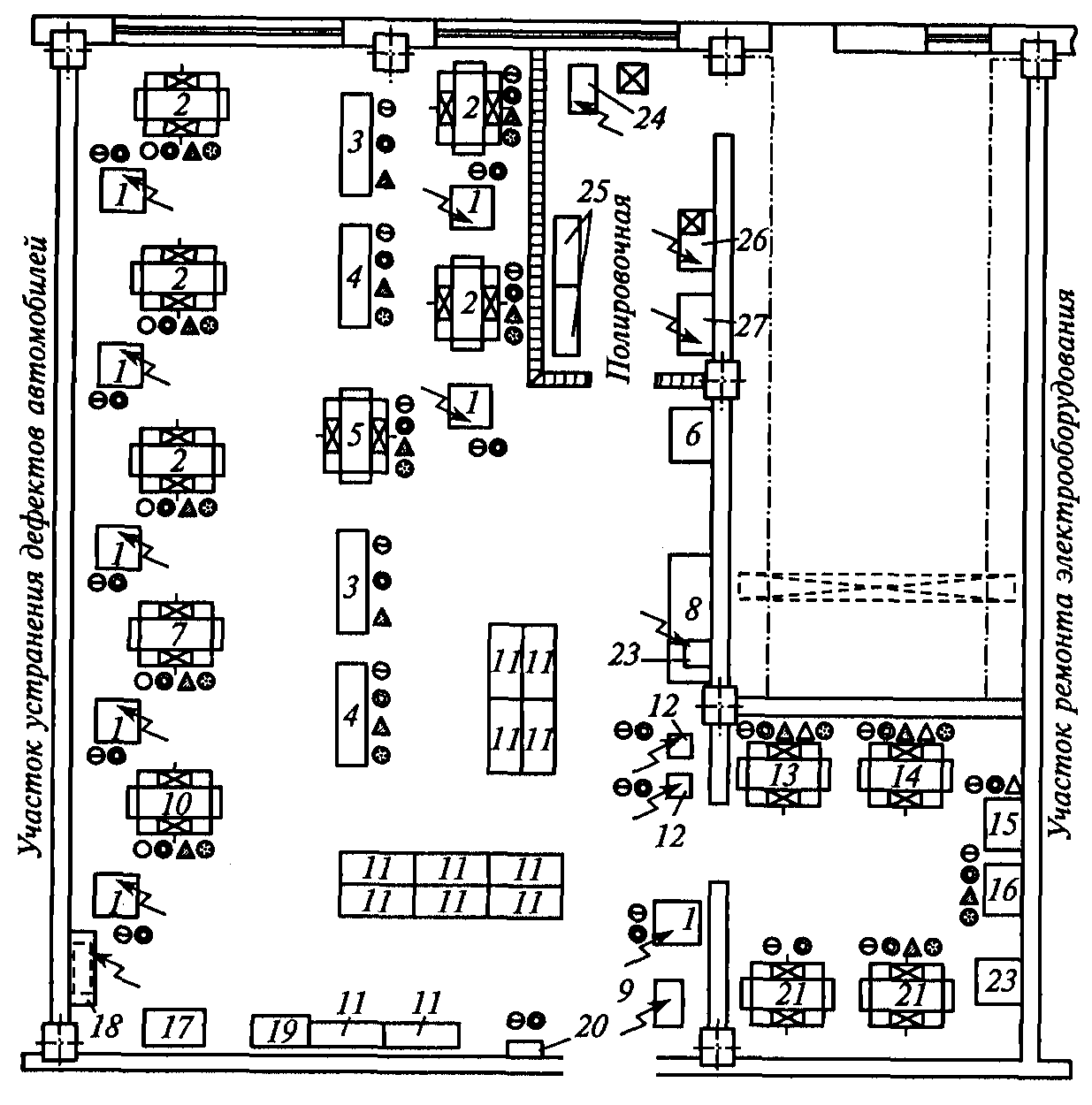
–ис. 35.14. ѕланировка гальванического участка авторемонтного завода с программой 8500 приведенных капитальных ремонтов автомобилей √ј«-53ј в год:
1, 9, 12 Ч выпр€мительные устройства; 2 Ч ванна дл€ отслаивани€; 3 Ч ванна с холодной водой дл€ промывки деталей после всех процес≠сов, кроме хромировани€; 4 Ч ванна с теплой водой дл€ промывки деталей после всех процессов, кроме хромировани€; 5 Ч ванна дл€ ней≠трализации; 6 Ч стол дл€ навешивани€ деталей; 7Ч ванна дл€ анодного травлени€; 8 Ч стол дл€ вневанного железнени€ деталей; 10 Ч ванна дл€ электролитического обезжиривани€; 11 Ч стеллаж дл€ деталей; 13 Ч ванна дл€ никелировани€; 14 Ч ванна дл€ кислого меднени€; 15 Ч ванна с холодной водой дл€ промывки деталей в процессе хроми≠ровани€; 16 Ч ванна с теплой водой дл€ промывки деталей в процессе хромировани€; 17 Ч бак дл€ отсто€ электролита; 18 Ч кислотостойкий насос; 19 Ч конторский стол; 20 Ч раковина; 21 Ч ванна дл€ сн€ти€ старого хромового покрыти€; 22 Ч ванна дл€ хромировани€; 23 Ч ванна дл€ улавливани€ электролита; полировочна€: 24 Ч полировочный ста≠нок; 25 Ч стеллаж дл€ деталей; 26 Ч стол дл€ накатки полировальных кругов; 27 Ч сушильный шкаф
“аблица 35.11

