




¬насто€щее врем€ ремонтные предпри€ти€ располагают доста≠точно большим числом проверенных практикой способов восста≠новлени€ деталей, позвол€ющих возвратить работоспособность изношенным и поврежденным детал€м. ним относ€тс€ способы ремонтных размеров, дополнительных деталей, пластической де≠формации, электролитических и газотермических покрытий, наплавки и др. ќднако не все из указанных способов восстановлени€ деталей €вл€ютс€ равноценными.
ѕри использовании способа ремонтных размеров усложн€етс€ система снабжени€ запасными част€ми, технической документаци≠ей, возникает необходимость больших запасов деталей различной номенклатуры. роме того, многократное использование данного способа приводит к снижению запасов прочности деталей, уменьше≠нию их износостойкости, так как при этом постепенно снимаетс€ упрочненный различными способами поверхностный слой металла.
ѕри использовании способа дополнительных деталей значитель≠но увеличиваютс€ затраты на восстановление издели€ и это, во многих случа€х, приводит к тому, что указанный метод оказыва≠етс€ экономически неэффективным. ќсобенно нерационально ис≠пользовать данный способ дл€ восстановлени€ деталей, имеющих незначительные износы.
ѕростой и экономичный способ восстановлени€ деталей пласти≠ческой деформацией имеет ограниченную область применени€ и час≠то не может быть использован дл€ восстановлени€ конкретных из≠делий в св€зи со специфическими особенност€ми их конструкции.
ƒл€ того чтобы из существующих способов нанесени€ покры≠тий выбрать наиболее рациональный, необходимо правильно оце≠нить как сами покрыти€, так и применимость их дл€ восстановле≠ни€ конкретных деталей. ¬первые экспериментальные и теорети≠ческие исследовани€ выбора способа восстановлени€ деталей были выполнены ¬. ј. Ўадричевым. ѕо предложенной им методике спо≠соб восстановлени€ деталей должен выбиратьс€ в результате пос≠ледовательного использовани€ трех критериев: применимости, дол≠говечности и технико-экономической эффективности. ¬ дальней≠шем эта методика была конкретизирована, усовершенствована, в особенности применительно к пон€тию первого и третьего критери≠ев, и приведена к виду, удобному дл€ практического применени€.
—огласно рассматриваемой методике, выбираемый способ восста≠новлени€ (—¬) выражаетс€ как функци€ (f) трех коэффициентов:
—¬=f( “, ƒ, Ё), (20.1)
где “ Ч коэффициент применимости способа, учитывающий его технологические, конструктивные и эксплуатационные особен≠ности детали; ƒ Ч коэффициент долговечности, обеспечиваемый способом восстановлени€, применительно к данному виду вос≠становлени€ деталей; э Ч коэффициент технико-экономической эффективности способа восстановлени€, характеризующий его производительность и экономичность.
ќбща€ методика выбора рационального способа восстановле≠ни€ состоит из трех этапов.
1. –ассматривают различные способы восстановлени€ и произ≠вод€т выбор из них таких, которые удовлетвор€ют необходимому значению коэффициента “.
2. »з числа способов восстановлени€, удовлетвор€ющих “, про≠вод€т выбор тех, которые обеспечивают последующий межремон≠тный ресурс восстановленных деталей, т. е. удовлетвор€ют значе≠нию коэффициента долговечности ƒ.
|
|
|
3. ≈сли установлено, что требуемому значению ƒ дл€ данной детали соответствуют два или несколько способов восстановле≠ни€, то выбирают из них те, у которых наилучшие значени€ э.
ƒл€ исключени€ субъективных мнений при выборе рациональ≠ных способов восстановлени€ деталей введено пон€тие коэффи≠циента применимости, численное значение которого ограничива≠етс€ двум€ уровн€ми:
1 Ч способ восстановлени€ деталей по всем его параметрам применим дл€ восстановлени€ данной детали;
0 Ч способ восстановлени€ дл€ данной детали неприменим.
ѕрименимость способов дл€ восстановлени€ конкретных дета≠лей оцениваетс€ в результате расчетов по обобщенному показателю.
 (20.2)
(20.2)
где  Ч частные показатели, которые так же, как и обобщенный показатель, могут принимать только два значени€: 1 Ч способ по данной характеристики отвечает соответствующему параметру де≠тали (мог бы быть применен); 0 Ч способ по рассматриваемой характеристике не может быть применен дл€ восстановлени€ детали.
Ч частные показатели, которые так же, как и обобщенный показатель, могут принимать только два значени€: 1 Ч способ по данной характеристики отвечает соответствующему параметру де≠тали (мог бы быть применен); 0 Ч способ по рассматриваемой характеристике не может быть применен дл€ восстановлени€ детали.
—хема решени€ данной задачи приведена на рис. 20.2.
оэффициент долговечности Ч ƒ определ€етс€ как функци€ трех аргументов:
ƒ = f (Ki, в ,K сц), (20.3)
где Ki, в ,K сц Ч коэффициенты соответственно износостойкости, выносливости и сцепл€емости.
оэффициент долговечности равен значению того из коэффи≠циентов в (20.3), который имеет наибольшую величину.
«начени€ коэффициентов износостойкости и выносливости определ€ютс€ на основании стендовых и эксплуатационных срав≠нительных испытаний новых и восстановленных деталей.
—ложнее обстоит дело с коэффициентом сцепл€емости, кото≠рый определ€етс€ по формуле (20.4)
Kсц = io/iэ (20.4)
где io Ч опытное значение дл€ данной детали прочности сцеплени€ наращенного сло€ с основным металлом, кгс/мм2; iэ Ч эталонное значение прочности сцеплени€, кгс/мм2.
ќпытное значение прочности сцеплени€ наращенного сло€ с основным металлом определ€ют методом отрыва штифта от по≠крыти€. Ёталонные значени€ прочности сцеплени€: дл€ наружных стальных поверхностей, воспринимающие значительные ударные или знакопеременные нагрузки Ч 50 кгс/мм2; дл€ наружных сталь≠ных и чугунных поверхностей, не воспринимающих значительные ударные или знакопеременные нагрузки Ч 20 кгс/мм2; внутренних посадочных поверхностей под подшипники, не воспринимающих «накопеременные и значительные ударные нагрузки стальных, чу≠гунных или детали из алюминиевых сплавов Ч 5 кгс/мм2; наруж≠ных или внутренних стальных или чугунных поверхностей, не вос≠принимающих значительные ударные или знакопеременные на≠грузки слоем, характеризующимс€ пористостью, при работе со≠пр€жени€ в услови€х обильной смазки Ч 4 кгс/мм2.
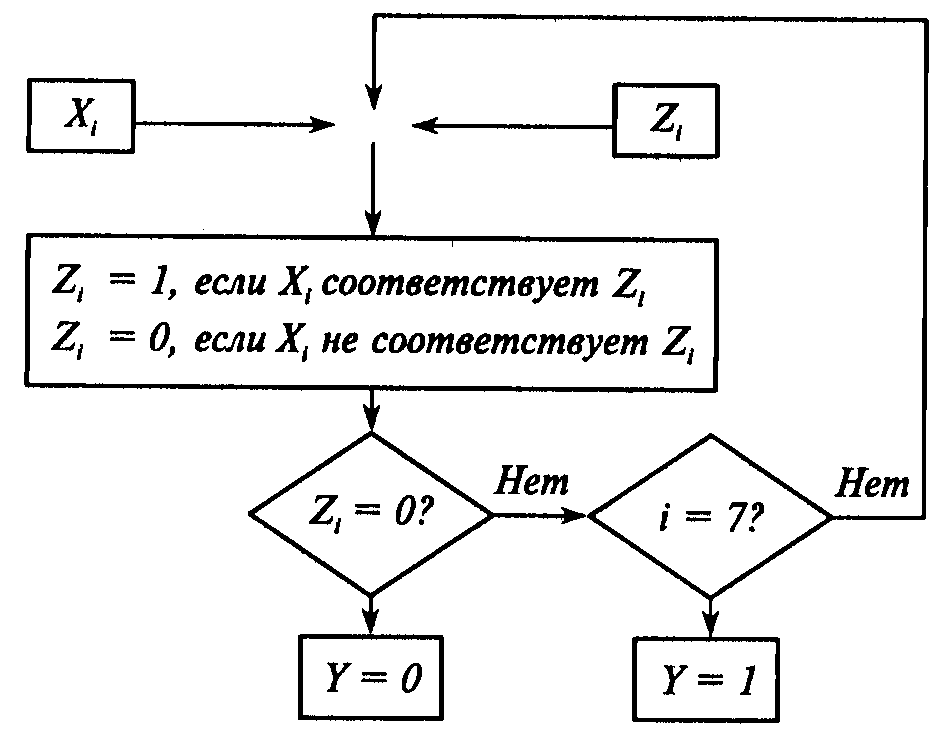
–ис. 20.2. Ѕлок-схема расчета обобщенного показател€:
Xi Ч параметры, характеризующие восстанавливаемую деталь (’1 Ч вид материала; ’2 Ч вид поверхности; X3 Ч наружный диаметр, мм; X4 Ч внутренний диаметр, мм; ’5 Ч требуема€ величина покрыти€, мм; ’6 Ч отношение к знакопеременным нагрузкам; X7 Ч вид сопр€жени€); ZiЧ технологические ха≠рактеристики способа восстановлени€ (Z1 Ч вид металлов и сплавов, по отношению к которым применим метод; Z2Ч вид поверхности восстановлени€; Z3Ч минимально допустимый наружный диаметр восстановлени€, мм; Z4Ч минимально до≠пустимый внутренний диаметр восстановлени€, мм; Z5 Ч обес≠печиваема€ толщина (глубина) наращивани€ или упрочени€, мм; Z6 Ч вид нагрузки на восстанавливаемую поверхность; Z7 Ч сопр€жени€ и посадки восстановленной поверхности)
|
|
|
«начени€ коэффициента Kсц не могу быть выше единицы.
—хема решени€ данной задачи аналогична рис. 20.2.
ѕри определении экономического эффекта, получаемого от вос≠становлени€ деталей на единицу продукции, а не за определенный промежуток времени, нельз€ не учитывать относительную производительность способов восстановлени€.
—равнение производительности характерных способов восста≠новлени€, например наплавочных, не св€зано с какими-либо труд≠ност€ми. «атруднени€ возникают при попытке сравнени€ произ≠водительности принципиально отличающихс€ способов. „тобы избежать этого, вводитс€ пон€тие условной детали. «а условную деталь прин€т полый валик (применительно к способам пласти≠ческих деформаций) диаметром 40 мм, длиной 100 мм и с вели≠чиной износа на сторону 0,2 мм.
ѕроизводительность различных способов определ€лась исход€ из основного времени, затрачиваемого на предварительную обра≠ботку (если требуетс€ при данном способе), собственно восста≠новление (раздачу или наращивание) и последующую механичес≠кую обработку, и сравнивалась с производительностью ручной ду≠говой наплавки. «начение коэффициента производительности ( п ) определ€лось по зависимости
п= tрн/ti, (20.5)
где tрн, ti Ч основное врем€ восстановлени€ условной детали соответственно ручной наплавкой и i-м способом.

