




ƒл€ установки и закреплени€ собираемых изделий примен€ют различные захваты, стенды, универсальные и специализирован≠ные приспособлени€ с ручными или механизированными зажим≠ными устройствами. Ќаибольшее распространение при сборке по≠лучили электрические и пневматические сверлильные и шлифо≠вальные машины, гайковерты. ƒл€ сборки прессовых соединений широкое применение получили прессы и приспособлени€ с руч≠ным или механизированным приводом.
Ќа крупных ремонтных предпри€ти€х организаци€ поточной сборки изделий осуществл€етс€ с применением поточно-механи≠зированных линий на основе эстакад с тележками (с ручным или механизированным перемещением издели€) и комплектом меха≠низированных и автоматизированных средств технологического ос≠нащени€ (рис, 7.6).
ƒальнейшее эффективное развитие авторемонтного производ≠ства св€зано с использованием автоматов и роботизированных комплексов. Ќа рис. 7.7 представлен автомат дл€ сборки шатунно-поршневой группы, работающий следующим образом.
Ўатун устанавливаетс€ в позиции I на палец отверстием в ниж≠ней головке и удерживаетс€ двум€ штифтами. ѕоршни подаютс€ автоматически на позицию II из нагревательной печи. ѕоршневые
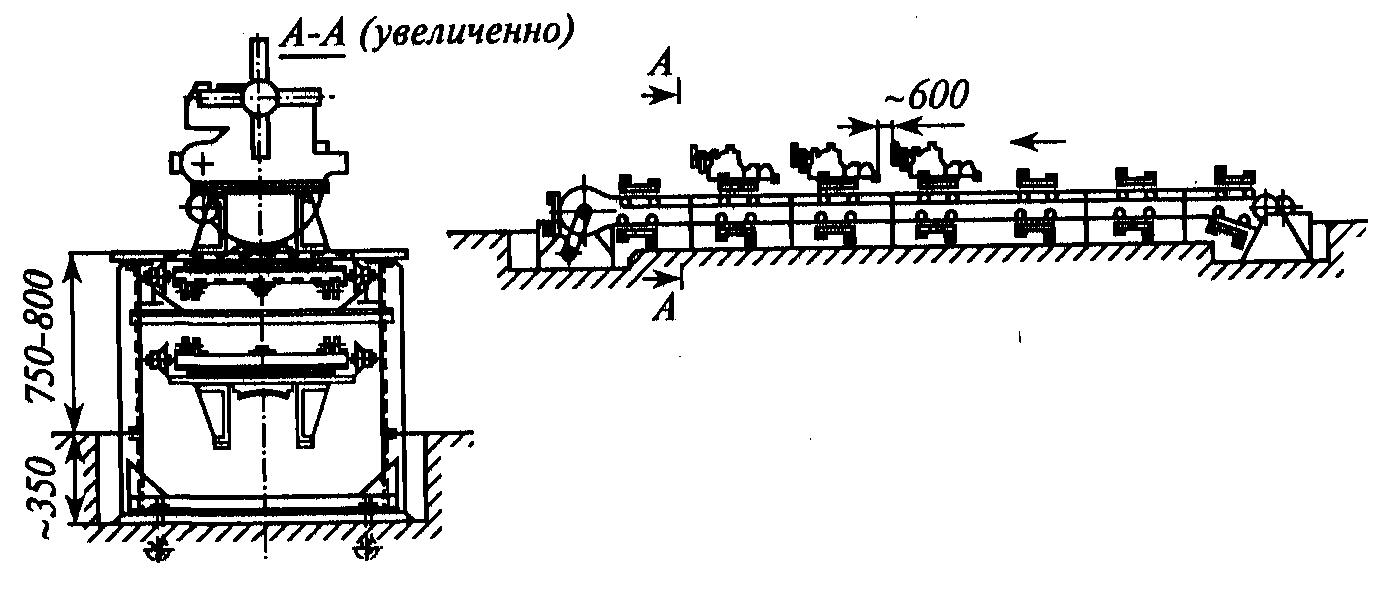
–ис. 7.6. ¬ертикально-замкнутый тележечный конвейер дл€ сборки двигателей
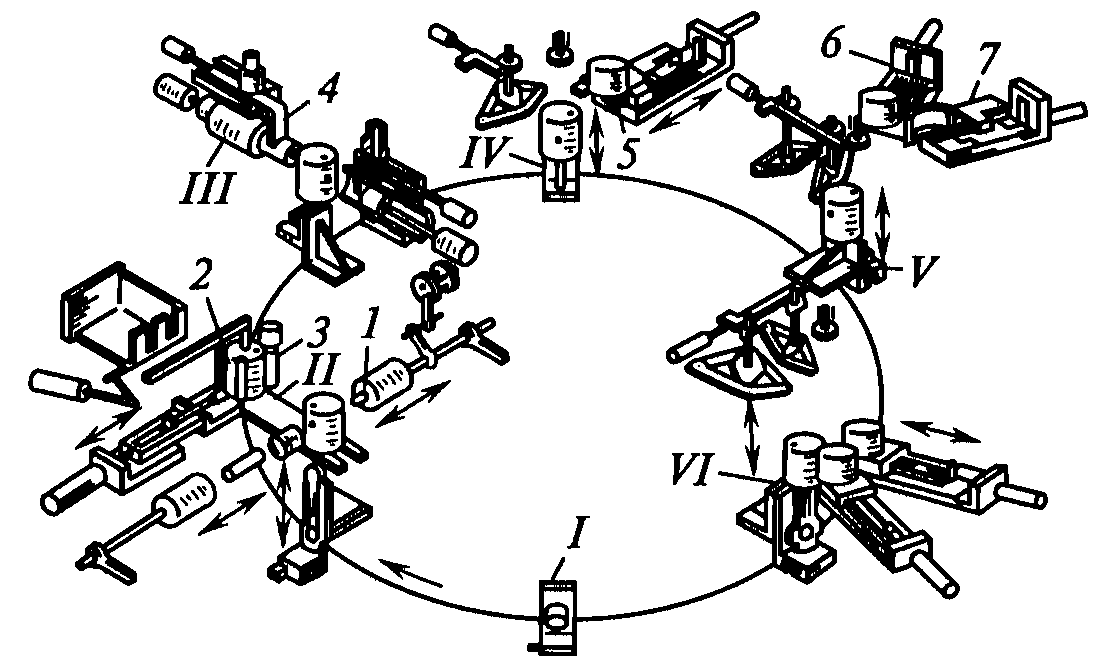
–ис. 7.7. јвтомат дл€ сборки шатунно-поршневой группы:
1 Ч палец; 2, 3 Ч ролики; 4 Ч магазин; 5, 6, 7 Ч разводные механизмы; 1 Ч VI Ч позиции сборки
пальцы, подобранные по размерам вне автомата, поступают на позицию сборки с поршнем и шатуном по лотку.
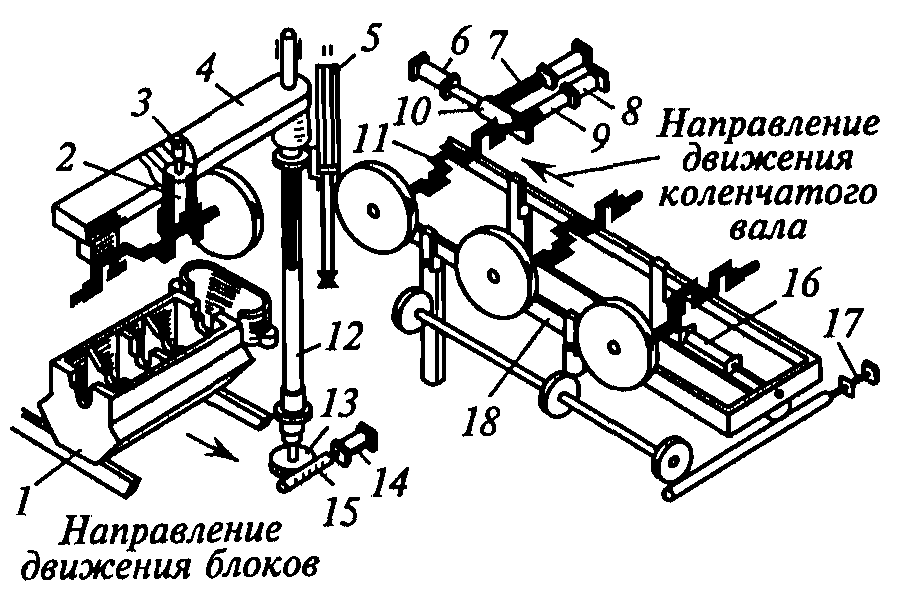 –ис. 7.8. јвтомат дл€ установки коленчатого вала: 1 Ч блок; 2Ч клещи-захваты; 3, 5, 6, 8, 14, 16, 17 Ч гидроцилиндры; 4 Ч рычаг; 7 Ч магазин; 9, 10 Ч толкатели; 11 Ч вал; 12 Ч стойка; 13 Ч зубчатое колесо; 15 Ч рейка; 18 Ч конвейер
–ис. 7.8. јвтомат дл€ установки коленчатого вала: 1 Ч блок; 2Ч клещи-захваты; 3, 5, 6, 8, 14, 16, 17 Ч гидроцилиндры; 4 Ч рычаг; 7 Ч магазин; 9, 10 Ч толкатели; 11 Ч вал; 12 Ч стойка; 13 Ч зубчатое колесо; 15 Ч рейка; 18 Ч конвейер
|
¬ позици€х IV, V надеваютс€ поршневые кольца. ольца нахо≠д€тс€ в магазинах и ориентированы замками по ножам. ѕосле под≠вода к месту сборки кольца развод€тс€ в замках механизмами 5, 6, 7, имеющими вид клещей, расположенных на ползунках. ѕосле разведени€ колец шатун с поршнем поднимаетс€ на определен≠ную высоту до упора в соответствии с нужным расположением того или иного кольца на поршне. ѕри переключении механизма развода кольца оно оказываетс€ в соответствующей канавке пор≠шн€. ѕосле сборки поршн€ с шатуном в его нижнюю головку уста≠навливаютс€ вкладыши.
|
|
|
јвтомат дл€ установки коленчатых валов показан на рис. 7.8. Ѕлок цилиндров 1 шаговым конвейером подаетс€ на рабочую позицию. онвейер 18, расположенный параллельно сборочной линии, с помощью гидро≠цилиндра 16 пе≠ремещает коленча≠тый вал 11 к меха≠низму загрузки шай≠бы упорного под≠шипника. — помощью гидроцилиндра 17, рейки и зубчатых ко≠лес коленчатый вал поднимаетс€, и на него надеваетс€ шай≠ба упорного под≠шипника.
ћеханизм загруз≠ки, обеспечиваю≠щий поштучную вы≠дачу шайб, состоит из магазина 7, толкател€ 10 и гидроцилиндра 6. — помощью толкател€ 9 и гидроци≠линдра 8 шайба насаживаетс€ на коленчатый вал. оленчатый вал устанавливаетс€ в блок подъемно-поворотным устройством. ѕово≠ротна€ стойка 12 с помощью гидроцилиндра 14, рейки 15 и колеса 13 поворачиваетс€.
¬месте со стойкой поворачиваетс€ и рычаг 4 с клещами-захвата≠ми 2, удерживающими коленчатый вал. ѕодъем и опускание рыча≠га осуществл€ютс€ с помощью гидроцилиндра 5, а зажим и раз≠жим клещей-захватов Ч гидроцилиндром 3.
ѕоршни с шатунами в сборе устанавливают в блок цилиндров со стороны головки цилиндров, но можно и со стороны коленчатого вала, если позвол€ет пространство между щеками вала и блоком. ѕервый способ требует специального приспособлени€ дл€ сжати€ поршневых колец и ввода поршней в цилиндры, второй позвол€ет вводить поршни в цилиндры без приспособлени€ (у цилиндров со стороны коленчатого вала имеетс€ конический раструб).

