




ѕри сборке выдел€ют следующие группы и виды соединений: по сохранению целостности при разборке Ч разъемные и неразъ≠емные; по возможности относительного перемещени€ составных частей Ч подвижные и неподвижные; по методу образовани€ Ч резьбовые, прессовые, шлицевые, шпоночные, сварные, кле≠паные, комбинированные и др.; по форме сопр€гаемых поверхно≠стей Ч цилиндрические, плоские, конические, винтовые, про≠фильные и др. —оединени€, содержащие в себе несколько призна≠ков, обозначаютс€ соответствующим сочетанием терминов, на≠пример неподвижные разъемные резьбовые соединени€, подвиж≠ные неразъемные профильные соединени€.
Ќаиболее распространенными соединени€ми в конструкции автомобилей €вл€ютс€: разъемные подвижные (поршень Ч ци≠линдр, вал Ч подшипник скольжени€, плунжер Ч гильза); зубча≠тые и шлицевые; разъемные неподвижные (резьбовые, прессовые и шпоночные); неразъемные неподвижные (сварные, па€ные, кле≠паные, клееные); неразъемные подвижные Ч радиальные шарико≠вые подшипники качени€.
—борка резьбовых соединений. ѕри сборке резьбовых соединений должны быть обеспечены:
соосность осей болтов, шпилек, винтов с резьбовыми отвер≠сти€ми и необходима€ плотность посадки в резьбе;
отсутствие перекосов торца гайки или головки болта относи≠тельно поверхности сопр€гаемой детали, так как перекос €вл€ет≠с€ основной причиной обрыва винтов и шпилек;
соблюдение очередности и посто€нство усилий зат€жки кре≠пежных деталей в групповых резьбовых соединени€х.
ѕоследнее означает, что зат€жка гаек (болтов) производитс€ в определенной последовательности (рис. 7.1). »х зат€гивают крест-накрест в несколько приемов Ч сначала неполным моментом, а затем окончательным, указанным в нормативно-технической доку≠ментации. онтроль момента зат€жки резьбовых соединений осуще≠ствл€ют динамометрическими ключами по степени изгиба (рис. 7.2) или кручени€ стержн€ ключа либо с помощью предельных муфт, встраиваемых в резьбозавертывающие машины (установки).
—борка прессовых соединений. ачество сборки прессовых сое≠динений формируетс€ под воздействием следующих факторов: зна≠чени€ нат€га, материала сопр€гаемых деталей, геометрических раз≠меров, формы и шероховатости поверхностей, соосности деталей и прилагаемого усили€ запрессовывани€, наличи€ смазки и др.
ѕрименение смазочного материала уменьшает требуемое уси≠лие запрессовки и предохран€ет сопр€гаемые поверхности от задиров. ачество сборки прессовых соединений определ€етс€ также точностью центрировани€ сопр€гаемых деталей (с помощью при≠способлений и оправок).
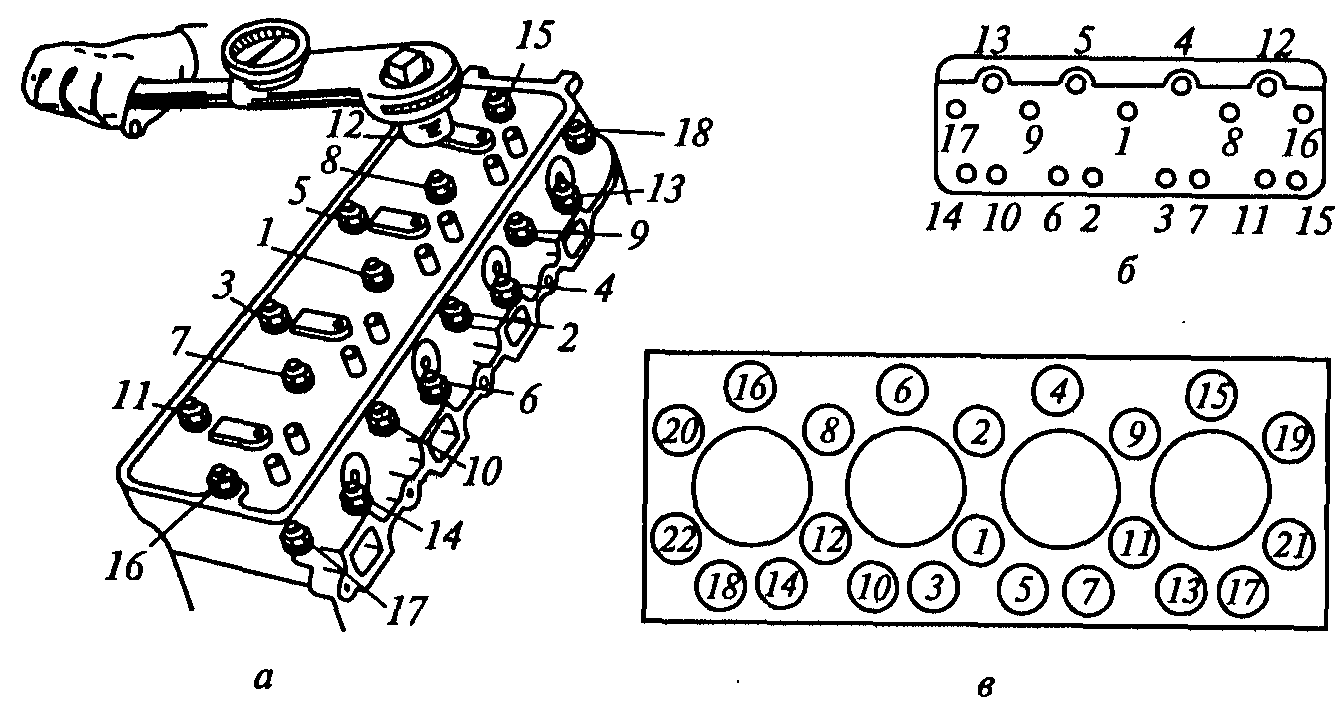
–ис. 7.1. ѕоследовательность зат€жки гаек (болтов) креплени€ голов≠ки цилиндров: а- двигателей «ћ«-53; б- двигател€ «»Ћ-130; в - двигател€ «»Ћ-645
ѕовышение прочности неподвижных соединений с нат€гом в 1,5...2,5 раза обеспечиваетс€ применением сборки с термовоздействием Ч нагревом охватывающей и (или) охлаждением охваты≠ваемой детали. ѕри этом образуетс€ необходимый сборочный зазор и не требуетс€ приложение осевой силы. Ќагрев деталей осу≠ществл€етс€ в масл€ных ваннах, электропечах, индукционных ус≠тановках и др. ƒл€ охлаждени€ деталей примен€ют жидкий азот, сукой дед (твердую углекислоту) в смеси с ацетоном, бензином или спиртом.
|
|
|
—борка соединений с подшипниками качени€. ѕри запрессовке под≠шипника качени€ размер его колец измен€етс€: внутреннее кольцо увеличиваетс€, а наруж≠ное уменьшаетс€. Ёти из≠менени€ вызывают умень≠шение диаметрального за≠зора между рабочими по≠верхност€ми колец и ша≠риков.
¬нутреннее кольцо под≠шипника, сопр€женное с цапфой вала, должно иметь посадку с нат€гом, а на≠ружное Ч а небольшим за≠зором так, чтобы кольцо имело возможность во вре≠м€ работы незначительно провертыватьс€.
 –ис. 7.2. ƒинамометрический ключ: 1-держатель накидной головки; 2 Ч стрелка; 3 Ч упругий стержень; 4 Ч шкала; 5 Ч руко€тка
–ис. 7.2. ƒинамометрический ключ: 1-держатель накидной головки; 2 Ч стрелка; 3 Ч упругий стержень; 4 Ч шкала; 5 Ч руко€тка
ѕри установке в сборочной единице двух или нескольких под≠шипников необходимо удел€ть внимание соосности посадочных поверхностей в корпусных детал€х. “о же касаетс€ и шеек валов. Ќесоблюдение этого услови€ может привести к перекосам под≠шипников и заклиниванию шариков.
ѕри запрессовке подшипников качени€ с помощью оправок необходимо, чтобы усилие запрессовки передавалось непосредствен≠но на торец соответствующего кольца: внутреннего Ч при напресровке на вал, наружного Ч при запрессовке в корпус и на оба торца колец, если подшипники одновременно напрессовываютс€ на вал и вход€т в корпус. Ќагрев подшипников в масл€ной ванне мо 100∞— при установке на вал заметно уменьшает осевое усилие шл€ запрессовки. ÷елесообразен также нагрев корпусной детали.
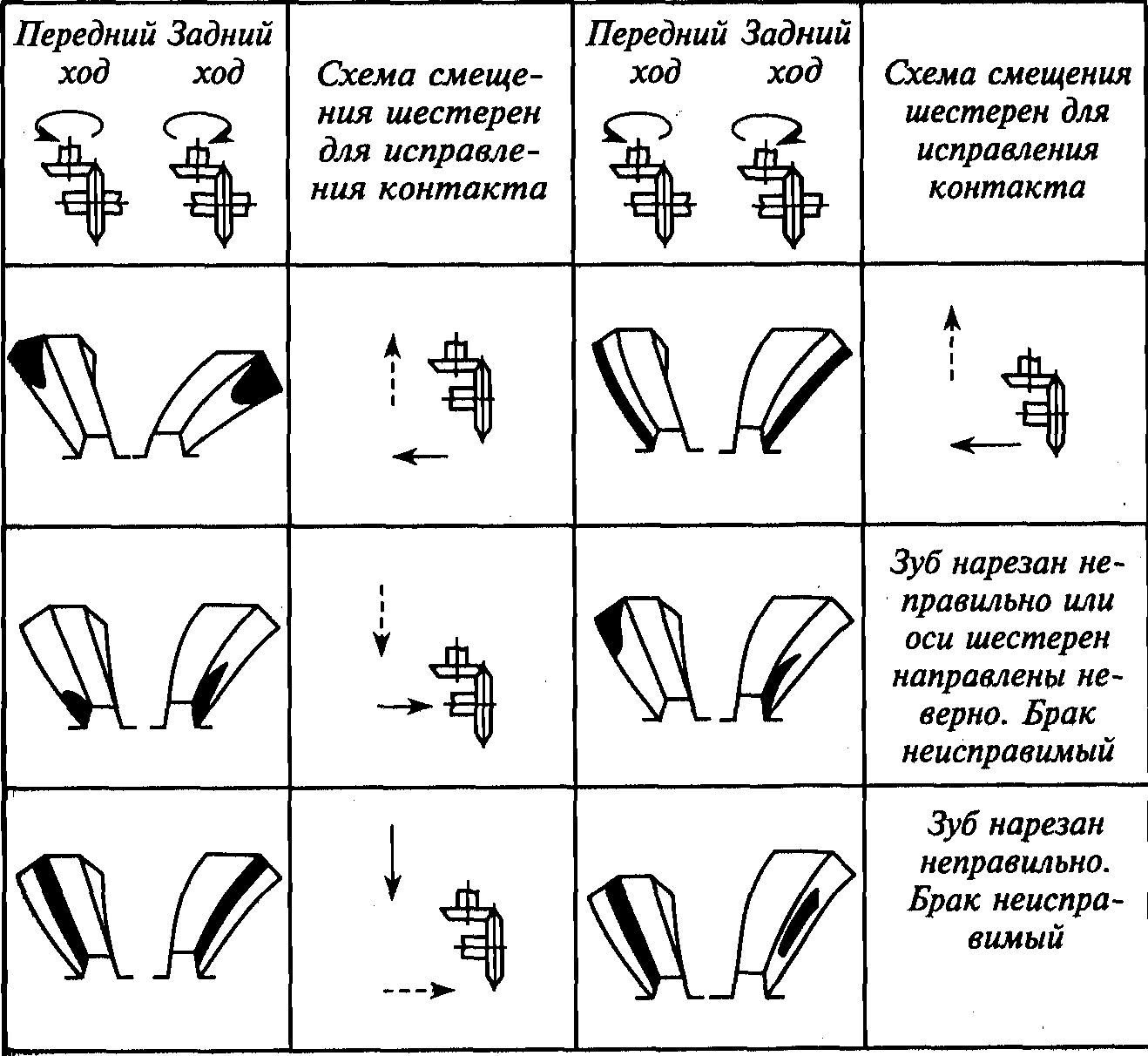
–ис. 7.3. –егулировка контактов зубьев конических шестерен главной передачи
—плошной стрелкой показано направление смещени€ шестерен дл€ исправле≠ни€ контакта. ≈сли при этом боковой зазор получаетс€ чрезмерно большим или малым, то необходимо сместить другую шестерню, как показано прерывистой стрелкой
–егулировка радиального зазора в коническом роликовом подшипнике производитс€ смещением наружного или внутренне≠го кольца в осевом направлении регулировочным винтом или гай≠кой либо путем подбора соответствующего комплекса прокладок. онтроль заданного предварительного нат€га после сборки узла осуществл€ют по моменту, необходимому дл€ прокручивани€ од≠ной из сопр€женных деталей относительно неподвижной детали при отсутствии осевого люфта в подшипниковых соединени€х.
—рок службы подшипников качени€ зависит в значительной мере от степени предохранени€ их от гр€зи и пыли. ѕоэтому после сборки устанавливают прокладки, задерживающие смазку и предохран€ющие подшипник от попадани€ в рабочую зону пыли и влаги.
—борка зубчатых передач. —борка цилиндрических зубчатых передач осуществл€етс€ методами полной или неполной взаи≠мозамен€емости. ѕеред сборкой зубчатой пары на специальном приспособлении определ€ют боковой зазор между зубь€ми дл€ обеспечени€ плавности работы пары, а при необходимости под≠бирают пару.
ƒл€ правильного зацеплени€ зубчатых цилиндрических колес необходимо, чтобы оси валов лежали в одной плоскости и были параллельны. »х выверка производитс€ регулированием положе≠ни€ гнезд под подшипники в корпусе. ѕосле установки зубчатые колеса провер€ют по зазору, зацеплению и контакту.
ѕри сборке конической пары редуктора заключительной опе≠рацией €вл€етс€ регулировка зацеплени€ путем осевого переме≠щени€ ведущей шестерни (вперед-назад) и (или) ведомого коле≠са (вправо-влево). Ёто достигаетс€ перемещением части регулиро≠вочных прокладок с одной стороны на другую. ачество зацепле≠ни€ оцениваетс€ размерами, формой и положением п€тна кон≠такта на зубь€х (рис. 7.3), значением бокового зазора между зубь€≠ми и уровнем шума на специальных стендах, оборудованных шу≠моизмерительной аппаратурой.
|
|
|
онтроль качества сборки
¬процессе узловой и общей сборки выполн€ют комплекс кон≠трольных операций Ч проверок:
комплектности деталей и сборочных единиц;
точности посадок и взаимного расположени€ сопр€женных де≠талей и сборочных единиц;
использовани€ одноименных размерных групп сопр€женных деталей при сборке методом групповой взаимозамен€емости;
выполнени€ технологических требований по сборке, регулиров≠ке, приработке и испытанию изделий;
герметичности соединений, в том числе качества притирки кла≠панов;
отсутстви€ прокладок и сальников, бывших в эксплуатации; смазки деталей сборочных единиц.
ѕроизводитс€ проверка технологических параметров и опреде≠ление функциональных показателей собранных изделий (развива≠ема€ мощность и удельный расход топлива, напор и подача масл€ного насоса, электрические параметры генератора и др.).
онтроль сборки осуществл€етс€ с применением соответству≠ющих средств измерений, которые выбирают с учетом конструк≠тивных особенностей издели€, метрологических характеристик, а также себестоимости выполнени€ контрольной операции. ¬ каче≠стве средств измерени€ используют универсальные штангенинструменты, микрометрические и индикаторные инструменты, элек≠трические и пневматические приборы и различные специальные контрольные приборы, приспособлени€, стенды и установки. ќбеспечение требуемого уровн€ качества отремонтированных изделий невозможно без эффективного функционировани€ службы технического контрол€ как неотъемлемой составной части технологических процессов.
¬ зависимости от стабильности соблюдени€ качества собранных изделий примен€етс€ выборочный или сплошной контроль. ќпера≠ции технического контрол€ разрабатываютс€ совместно с опера≠ци€ми технологического процесса сборки изделий, которые фор≠мируют и определ€ют заданное качество, а также обеспечивают получение информации дл€ регулировани€ технологического процесса и предупреждени€ брака.
ѕогрешности сборки по характеру и про€влению могут быть случайными и периодическими. ќсновные из них Ч это некачественные посадки, вызывающие по€вление других неисправностей. –аспространенными дефектами €вл€ютс€ отклонени€ от точности взаимного расположени€ деталей и узлов, неравномерна€ и бес≠пор€дочна€ зат€жка групп резьбовых соединений, неплотность прилегани€ сопр€гаемых поверхностей и др.
Ѕольшинство погрешностей сборки возникает из-за низкого ка≠чества деталей и узлов, поступающих на сборку, и нарушени€ технологической дисциплины.

