




| ООО «Техсервис» ТЕХНОЛОГИЧЕСКАЯ КАРТА визуального и измерительного контроля № 0123-ВИК | |
| Наименование объекта контроля | Стыковые сварные швы трубопровода рег.№ 135. |
| Марка материала | ТрубаÆ219х10мм по ГОСТ 8434-75 из стали ВСт3сп (ГОСТ 380-94) Шов С17 по ГОСТ 5264-80 |
| Стадия контроля | Контроль после ремонта участка трубопровода |
| Требования к установке объекта контроля и к введению объекта в режим контроля | Дополнительных требований нет (контроль по месту) |
| Средства контроля | § Шаблон сварщика УШС-3 § Штангенциркуль ШЦ-1-1,25-0,1 с глубиномером § Линейка металлическая § Лупа общего осмотра (до 7Х) § Лупа измерительная ЛИ-10Х § Набор образцов шероховатости § Рулетка самосвертывающаяся L=1000мм § Люксометр ТКА-04/3 § Лампа осветительная |
| Нормативные документы по контролю | ПБ 03-585-03 «Правила устройства и безопасной эксплуатации технологи- ческих трубопроводов» ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные. Основные ти- пы, конструктивные элементы и размеры» ГОСТ 16037-80 «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры» РД 03-606-03 «Инструкция по визуальному и измерительному контролю» |
| Подготовительные операции | 1) Оценка пригодности поверхности контролируемой зоны к проведению контроля (зачистка от брызг, ржавчины, шероховатость не более Rz80 по РД 03-606-03) 2) Проверка работоспособности аппаратуры, приборов, инструмента, нали- чия паспортов, свидетельств о поверке на работоспособность и точность измерения. 3) Выбор схемы контроля, системы освещения и уровня освещенности по СНиП 23-05-95 |
| Разряд зрительной работы (по СНиП 23-05- 95) | IIв |
| Система освещения | Общая |
| Освещенность, лк, не менее | |
| Последовательность операций контроля | 1) Установка световых приборов в соответствии со схемой освещения. 2) Проверка освещенности. 3) Осмотр шва невооруженным глазом, измерение геометрических размеров шва и сварного соединения (перелом и смещение осей) 4) Осмотр контрольной зоны с помощью лупы. 5) Определение дефектов и оценка их допустимости. 6) Оформление дефектограммы и заключения по результатам контроля. |
| Схема освещения | 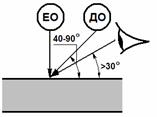 ЕО-естественное освещение ДО-дополнительное освещение
ЕО-естественное освещение ДО-дополнительное освещение
|
| Перечень контролируемых параметров и нормы отбраковки | 1) Зона контроля - 20мм по обе стороны от сварного шва 2) Размеры валика шва (норма по ГОСТ 16037-80), мм: - ширина (16,0+4,0); - высота (2,0+2,0) -1,5 3) Смещение осей (не более 1,0 мм по ПБ 03-585-03) 4) Перелом осей (не нормируется) |
| Технологическую карту разработал: специалист II уровня (ВИК), уд. №от «»20 г // Подпись Фамилия И.О. |
Приложение 2 (рекомендуемое)

Форма Акта визуального и измерительного контроля
 |
Примечание: Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
Приложение 3 (рекомендуемое)

