




НИИАТ разработал рекомендации по организации технологических процессов для АТП различной мощности.
Основные особенности организации ТО-2 на потоке:
1. Расчленение всего комплекса операций ТО-2 по месту их выполнения (специализированным постам) исходя из технологической разнородности различных групп операций, технологической последовательности их выполнения, специфичности применяемого оборудования, санитарных и других условий.
2. Включение в ТО-2 операций ТР малой трудоемкости, не нарушающих ритмичности выполнения собственно обслуживания (по разработанному примерному перечню таких операций).
3. Вариантность технологических схем, предусматривающая возможность их использования различными по масштабу АТП, с выполнением обслуживания как на постах тупикового типа, так и на поточной линии (на наиболее крупных предприятиях).
4. Возможность унификации поточных линий ТО-1 в целях проведения работ на них в различные смены (на одних и тех же производственных площадях).
Для проектирования типовых технологических процессов определена классификация операций ТО-2, включающая пять основных групп:
1-я группа - контрольные и диагностические операции по определению технического состояния и ресурса работы основных агрегатов и узлов перед обслуживанием;
2-я группа - операции по обслуживанию системы питания и электрооборудования, связанные с пуском двигателя;
3-я группа операций по обслуживанию остальных агрегатов, узлов и систем, не связанных с пуском двигателя;
4-я группа - операции смазочные, заправочные и очистительные;
5-я группа - контрольные и регулировочные операции после обслуживания.
Эта классификация с учетом специализации работ предполагает выполнение всего комплекса работ ТО-2 на нескольких специализированных постах (как при поточном методе, так и при обслуживании автомобилей на постах тупикового типа). Таким образом, в зависимости от масштаба АТП и программы ТО-2, могут применяться различные организационные схемы обслуживания (рис. 43).
Рис. 43. Схема организации ТО-2 на АТП
По первой из этих схем после выполнения контрольно - диагностических операций 1-й группы на посту диагностики автомобили следуют в зону ТО-2 с постами тупикового типа, где выполняются операции 2-й и 3-й групп. Смазочно-очистительные операции 4-й группы выполняются на посту смазки зоны ТО-1 или на соответствующем посту поточной линии ТО-1.
По второй и третьей схемам все операции, кроме контрольно-диагностических, выполняются на четырех- или пятипостовой поточной линии ТО-2.
При проведении обслуживания допускается выполнение сопутствующих ремонтных операций, имеющих относительно малую трудоемкость (до 20 чел.-мин.), при общем их объеме, не более 15-20% от нормативного объема работ ТО-2.
К таким операциям относятся - замена рулевых тяг, топливного насоса, тормозных колодок, карданного вала и т.п. Для обеспечения ритмичности в работе поточной линии предусматривается выделение нескольких "скользящих" слесарей-ремонтников и не полностью загруженного бригадира, общий резерв времени которых должен составлять примерно 15% от всего объема работ на линии.
Рекомендациями по выбору схемы организации устанавливаются, что при программе, равной 2-3 технических обслуживания грузовых автомобилей в смену, принимается первая схема - с постами тупикового типа. При программе в 4-5 обслуживаний применима вторая схема - с четырех постовой поточной линией. При программе в 6-7 обслуживаний - пятипостовая поточная линия.
Исходя из этих схем, принятых за типовые, разработаны более подробные рекомендации для АТП с различными программами по ТО-2. На наиболее крупных предприятиях организуют две типовые поточные линии.

Рис. Технологическая планировка поточной линии ТО-2:
1 - механизм привода ворот; 2 - установка для тепловой завесы ворот; 3 - направляющие ролики; 4 - конвейер для передвижения грузовых автомобилей; 5 - установка для отсоса отработавших газов; 6 - тележка для транспортировки аккумуляторных батарей; 7 - пост электрика карбюраторщика; 8 - электрогайковерты для гаек колес грузовых автомобилей; 9 - тележка для снятия и установки колес; 10 - слесарный верстак; 11- воздухораздаточная колонка; 12 - пост слесаря-авторемонтника; 13 - стеллаж-вертушка для крепежных деталей; 14 - бак для тормозной жидкости; 15 - стол для оформления и хранения учетной документации; 16 - лари для обтирочных материалов; 17 - маслораздаточные колонки; 18 - маслораздаточные баки; 19 - пост смазчика-заправщика; 20 - направляющий желоб для переднего колеса; 21 - переходные мостики; 22 - шарнирные воронки для слива отработавших масел; 23 - подставки для работы в осмотровой канаве; 24 - ящики для инструмента и крепежных деталей; 25 - подъемники канавные; 26 - электрогайковерт для гаек стремянок рессор (канавный); 27 - установка для заправки агрегатов трансмиссионным маслом; 28 - передвижной нагнетатель смазки с электроприводом; 29 - стол-верстак для промывки воздушных фильтров; 30 - подвод сжатого воздуха.
По данным авторов, разработанные поточные линии позволяют рационально организовать труд рабочих, унифицировать при необходимости линии ТО-1 и ТО-2, снизить затраты на строительство помещений и оборудования, снизить нормативную трудоемкость ТО-2 до 20% за счет специализации исполнителей6 механизации работ и ритмичности в выполнении обслуживания. Возможно широкое применение разработок, т.к. они универсальны.
Недостатки организации ТО-2 на потоке:
1. Необходимость обязательного наличия оборотного фонда узлов и деталей для проведения сопутствующих ремонтов;
2. Необходимость обязательного проведения диагностирования перед ТО-2.
3. Типовые схемы поточных линий и технология обслуживания рассчитаны на определенные модели автомобилей.
Все это вызывает сомнение в широком применении разработок.
Распространению поточных линий ТО-2 препятствует значительная сложность организации их работ. Наиболее трудно сохранить заданную расчетом ритмичность в работе поточной линии, т.к. выполнять ТО-2 без операций ремонта не удается. Из-за углубленной ревизии тормозной системы, демонтажа и монтажа рулевых тяг, карданных валов, а иногда и сцепления, коробки передач, редукторов, из-за восстановительных операций по кузову и другим причинам на практике объем работ ремонта при ТО-2 достигает 40-50% и более от трудоемкости самого обслуживания. В связи с этим типовую технологию обслуживания в каждом случае приходится изменять, и очень существенно. Включение в ТО-2 большого объема ремонтных операций привело к тому, что по некоторым АТП поточный метод, так и не был внедрен, или вскоре после внедрения был заменен обслуживанием на прямоточной осмотровой канаве, но без передвижения по ней автомобилей.
На практике на оправдываются и предположения о преимуществах конвейеров с поперечным расположением автомобилей, позволяющих выводить автомобиль с любого поста в случае необходимости его углубленного ремонта.
Во-первых, вывод автомобиля с середины линии образует "окно" - свободное от работы место и время как для поста с выведенным автомобилем, так и для всех последующих постов линий в дальнейшем. Во-вторых выполнение оставшихся операций ТО-2 на выведенном с линии автомобиле требует вторичного прохождения этим автомобилем всей линии или привлечения к работам по ТО-2 бригады ремонтных рабочих. Поэтому в практике работы таких поточных линий весь объем ТО-2 за редким исключением выполняется сразу, а на ремонт автомобиль направляется или перед его поступлением на поточную линию на основании диагностики, или после прохождения линии и выполнения всех операций ТО-2.
Преимущество потока - ускорение передвижения автомобиля с поста на пост - в большой мере погашается необходимостью перегонять автомобили, требующие ремонта, после обслуживания в ремонтную зону. При этом наблюдается вынужденное повторение ряда демонтажно-монтажных операций и увеличение общего времени простоя автомобилей, т.к. необходимый ремонт выполняется не параллельно с обслуживанием, а последовательно.
Механизация основных процессов на постах линии является существенным преимуществом поточного метода ТО-2. Но при оснащении оборудованием поточной линии ТО-2 большую часть аналогичного оборудования необходимо устанавливать и в зоне текущего ремонта.
Таким образом, кроме увеличения числа крупных предприятий с достаточным для внедрения поточного метода обслуживания количеством однотипных автомобилей, основными показателями для применения ТО-2 на потоке должны стать:
- улучшенная организация снабжения;
- большая равнопрочность и долговечность узлов и агрегатов автомобиля (что позволит уменьшить объем ремонтных работ и стабилизировать перечень операций при ТО-2);
- применение углубленной диагностики автомобилей перед постановкой их на ТО-2 с целью уточнения состава требуемых операций ремонта;
- оснащение большего числа АТП зданиями, позволяющими оборудовать поточные линии в соответствии с рациональной технологией обслуживания.
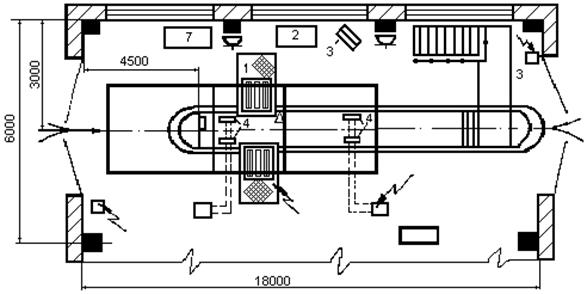
Рис. Планировка участка диагностирования Д - 1:
1 - стенд для проверки тормозных механизмов; 2 - стол конторский; 3 - пульт управления к стенду; 4 - подъемник канавный; 5 - механизм открывания ворот; 6 -электрошкаф; 7 -верстак слесарный
Рис. 41а. Планировка участка диагностирования Д - 2:
1 - вывод отработавших газов; 2 - раковина для мытья рук; 3 - шкаф для одежды; 4 - пульт управления стенда;5 - стол; 6 - стул; 7 - подвод воздуха; 8 - прибор для проверки системы зажигания; 9 - верстак с параллельными тисками; 10 - переносная лестница; 11 - площадочный винтовой подъемник; 12 - вентилятор для охлаждения; 13 - второе положение автомобиля; 14 - шкаф для переносного оборудования; 15 - передвижной подъемник П-201; 16 - первое положение автомобиля; 17 - осмотровая канава; 18 - стенд для диагностики тягово-экономических показателей; 19 - раздвижные ворота

