




В качестве основных установочных элементов принимаются штыри (постоянные – ГОСТ 13440-68, 13441-68, 13442-68 и регулируемые – ГОСТ 4084-68, 4086-68, 4086-68) и опорные пластины (ГОСТ-4743-68).
Детали с чисто обработанными базовыми поверхностями больших размеров, устанавливаются на пластине небольших размеров, на штыре с плоской головкой. Детали с необработанными базами устанавливают на штыри с насечённой головкой. Штыри со сферической головкой применяются для установки упорной базой.
В качестве вспомогательных опор применяются самоустанавливающиеся (ГОСТ 13159-67) и подводимые МН350-60 [II,стр.83-86; IV, стр.327-357].
5.3. Установка заготовок по цилиндрической поверхности и перпендикулярной к её оси плоскости.
В зависимости от соотношения l/d cуществует две схемы установки:
1. l/d>1
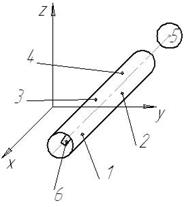
Рис. 33
Базовая цилиндрическая поверхность несёт четыре опорные точки, торец несёт точку 5. Шестая опорная точка, лишающая заготовку поворота вокруг оси X может быть задана на поверхности шпоночного паза (лыски, внецентренного или радиального отверстия).
2. l/d<1
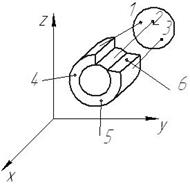
Рис. 34
Опорные точки расположены не на образующих цилиндра, они не обеспечивают заготовке достаточно устойчивого положения. Поэтому за установочную базу принимается торец детали, несущий три опорные точки 1, 2, 3, а цилиндрическая поверхность несёт две опорные точки 4, 5. Шестая, аналогично первой схеме базирования, лишает заготовку поворота вокруг оси X.
Получить такую схему базирования в приспособлении можно, применив установочные элементы в виде призм, втулок (применимо для деталей с наружной цилиндрической поверхностью).
Призмой называется установочный элемент с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклонёнными друг к другу под углом a (ГОСТ 12195-66). В приспособления используют призмы с a=900; 1200; 600.
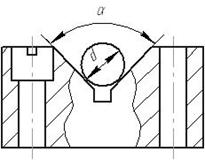
Рис. 35
a=1200 – применяется, когда заготовка не имеет полной цилиндрической поверхности;
a=600 – когда необходима дополнительная устойчивость заготовки при значительных силах резания.
Призма определяет положение оси Z заготовки (необходимо точно выдерживать угол a/2) и положение продольной оси X (необходима фиксация штифтами).
В случае чисто обработанных заготовок применяют призмы с широкими опорными поверхностями; с черными базами – узкие опорные поверхности. Применяются также призмы с точечными опорами, закрепленными в них, в качестве чёрных баз.
При установке заготовки на призму возникают погрешности базирования из-за несовпадения установочной (образующие касания цилиндра с рабочими плоскостями призмы, проходящей через точки F) и измерительной базы.
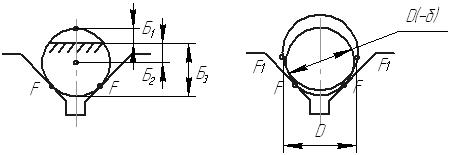
Рис. 36
При изменении диаметра D на величину допуска d, установочная база меняет своё положение.
 ;
;  ;
;  ;
;
Для деталей с внутренней цилиндрической поверхностью применяются в качестве установочных элементов оправки, пальцы.
Оправки делят на жёсткие и разжимные. Жёсткие оправки бывают цилиндрические с гарантированным натягом, с зазором, конусные.
1. Цилиндрические оправки с гарантированным зазором:
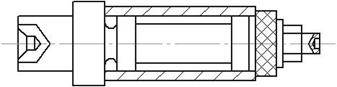
Рис. 37
Особенности: конструкция проста
точность центрирования невелика,
подрезка торцов невозможна.
При конструировании оправок с гарантированным зазором необходимо исключить провёртывание заготовки на оправке, это достигается затягиванием гайки, шпонкой или шлицами, если на заготовке имеется шпоночный или шлицевой паз.
2. Цилиндрическая оправка с натягом:
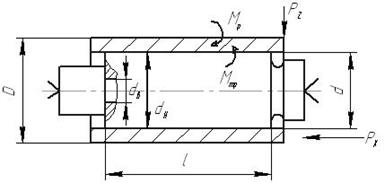
Рис.38
Особенности: точность центрирования велика,
позволяет производить подрезку торцов, т.к., применяя упорные кольца, можно точно ориентировать положение заготовки по длине;
недостаток: необходимость установки на механическом участке дополнительного оборудования – прессов.
Определению при расчёте подлежит imin – минимальный натяг, необходимый для удержания от проворота.
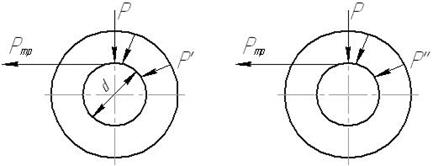
Рис. 39
dн – наружный диаметр рабочей части оправки,
dв – диаметр отверстия оправки,
L – длина оправки,
d – номинальный диаметр отверстия заготовки,
D – наружный диаметр заготовки.
Px – осевое усилие резания,
Pz – нормальное усилие резания,
Mp – момент резания,
Mтр – момент трения,
f – коэффициент трения,
р’ – удельное давление от момента,
р” – удельное давление от осевого усилия Px.
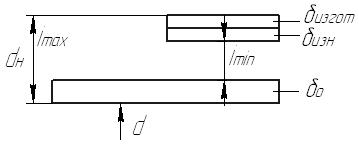
рис40
 ;
;  ;
;  ;
;  ;
;
 - сила трения по длине;
- сила трения по длине;
 ;
;  ;
;

Для нормальной работы необходимо выполнение условия:  ;
;
 ;
;  ;
;  ;
;
 ;
;  ;
;
 ;
;  ;
;  ;
;  ;
;
При одновременном действии Pz и Px:
 ;
;
Из теории толстостенных сосудов натяг  ;
;
 ;
;  ,
,
где mа, mв – коэффициенты Пуассона для материала заготовки, оправки.
m =0,25 – для чугуна; m =0,3 – для стали.
Еа, Ев – модуль упругости.
 ;???
;???
d0 – допуск заготовки,
dизг – допуск на изготовление оправки,
dизн – допуск на износ заготовки.
dн=d + d0 + imin + dизг + dизн – наружный диаметр оправки;
dизг=0,01 ÷ 0,02 мм; dизн=0,02 ÷ 0,03 мм.
imax=imin + d0 + dизг +dизн
По imax выбирают мощность пресса.
3. Конусные оправки:
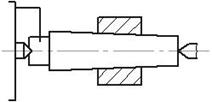
Рис. 41
Особенности: конусные оправки дают высокую точность центрирования,
конусность 1/1500 – 1/2000,
недостаток: отсутствие точного ориентирования партии заготовок по длине за счёт изменения в пределах допуска базового отверстия и, следовательно, невозможность обработки торцов, уступов на предварительно настроенных станках.
недостаток: невозможность установки длинных деталей, так как деталь удерживается только на одном конце

