




 Приспособление должно обеспечить требуемое положение заготовки относительно инструмента. Для партии заготовок по ряду причин это положение не является идентичным, получает рассеяние в некоторых пределах (рис. 13,).
Приспособление должно обеспечить требуемое положение заготовки относительно инструмента. Для партии заготовок по ряду причин это положение не является идентичным, получает рассеяние в некоторых пределах (рис. 13,).
Рис.13
Величину поля рассеяния положений измерительной базы заготовки для данного выдерживаемого размера относительно инструмента называется погрешностью установки Е:
 ,
,  ,
,
где  – допускаемая погрешность установки,
– допускаемая погрешность установки,
Еб – погрешность базирования,
Ез – погрешность закрепления,
Еп – погрешность положения (погрешность, зависящая от изготовления и установки на станке приспособления).
 ,
,
где  – технологический допуск на размер, выдерживаемый на операции,
– технологический допуск на размер, выдерживаемый на операции,
 – погрешность выполняемого размера, вызываемая упругими отжатиями элементов технологической системы под влиянием нестабильности сил резания,
– погрешность выполняемого размера, вызываемая упругими отжатиями элементов технологической системы под влиянием нестабильности сил резания,
 – погрешность настройки станка,
– погрешность настройки станка,
 – погрешность, вызываемая износом инструмента,
– погрешность, вызываемая износом инструмента,
 – погрешность, вызываемая тепловыми деформациями технологической системы,
– погрешность, вызываемая тепловыми деформациями технологической системы,
 – суммарная погрешность формы обрабатываемой поверхности, зависящая от геометрических погрешностей станка и деформаций заготовки при её закреплении (из-за неравномерных упругих отжатий технологической системы в различных сечениях заготовки).
– суммарная погрешность формы обрабатываемой поверхности, зависящая от геометрических погрешностей станка и деформаций заготовки при её закреплении (из-за неравномерных упругих отжатий технологической системы в различных сечениях заготовки).
Базирование – придание заготовке требуемого положения относительно выбранной системы координат.
Погрешность базирования (Еб) – отклонение фактического положения заготовки при базировании от требуемого. Она определяется проекцией расстояния между предельными положениями измерительной базы заготовки на направление получаемого при обработке размера и равняется допуску на размер между технологической и измерительной базами. При совмещении измерительной и технологической баз погрешность базирования Еб = 0.

Рис.14
Еб – величина случайная, Еб(А) =0, т.к. измерительная и технологическая совпадают., Еб(В)=δ, Еб(Е)= 0.
В многозвенных целях погрешность базирования ровна сумме погрешностей всех звеньев размерной цепи, соединяющих технологическую и измерительные базы.

Рис.15
Выполняется размер А4. Для него измерительная и технологические базы соединяются размером В.
Еб (А4) = δВ;
В = А2 + А3 – А1;
δВ = δА2 + δА3 + δА1;
Еб (А4) = δВ = δА3 + δА2 + δА1;
При обработке от чёрной базы, т.е. от необработанной базы, погрешность базирования определяется наличием неровностей на базовой поверхности.

Рис.16
Еб (А) = Аmax – Аmin = ρкор;
где ρкор – коробление поверхности.
Закрепление – приложение к заготовке сил, обеспечивающих постоянство её положения. Сила закрепления – Q.
Погрешность закрепления (Ез) – разность предельных смещений измерительной базы в направлении получаемого размера под действием силы зажима заготовки Q.

Рис.17
При изменении Q от Qmin до Qmax установочная база смещается от n1, m1 до n2 и m2 соответственно.
Ез = (ymax - ymin) cos 2;
где y – контактные деформации.
Зависимость контактных деформаций станка:
 ,
,
где c – коэффициент, характеризующий материал заготовки,
n - эмпирический коэффициент, зависящий от шероховатости стыка.
Заготовка – установочный элемент от силы зажима.
Погрешность закрепления – величина случайная, т.к. изменение силы зажима для партии заготовок случайно. Необходимо стремиться к постоянству силы зажима Q = const, → ymax = ymin, → Ез = 0; (,например, использовать механизированные приводы: пневмо- и гидрозажимы).
При ручном закреплении Ез =0 при cos α =0, то есть при направлении действия силы зажима Q перпендикулярно направлению получаемого размера.
Погрешность положения (приспособления) (Еп) – величина систематическая, постоянная.
Еп – вызывается неточностью приспособления, т.е. неточностью изготовления, сборки, а также износом установочных элементов и ошибками установки приспособления на станке.
 ,
,
где Енп – погрешность неточности изготовления и сборки приспособления в форме допуска на выполняемый размер, в виде непараллельности, неперпендикулярности, смещения установочных элементов приспособления между собой и по отношению к установочным поверхностям приспособления,
Езаз – погрешность, возникающая вследствие конструктивных зазоров, необходимых для посадки заготовки на установочный элемент,
Еизн - погрешность износа, возникающая вследствие износа установочных элементов,
Еуст - погрешность установки приспособления на станке,
Епер - погрешность перекоса или смещения инструмента,
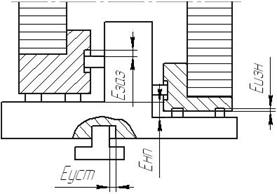
Рис.18 1 - Енп, 2 - Еизн, 3 - Еуст, 4 - Е заз
Если погрешность приспособления устраняется настройкой станка, она не оказывает влияния на точность обработки. При использовании нескольких или многоместных приспособлений погрешность приспособления не компенсируется и значительна по величине.
Еизн - зависит от размеров, материала установочных элементов, а так же величины партии заготовок, обычно задается конструктором.

