




1. Выявить размеры, на точность которых влияет приспособление.
2. Из этих размеров выбирается размер с минимальным допуском для расчета на точность.
3. Составляется схема для расчета допуска на изготовление приспособления.
4. Определяется допускаемая для проектируемой операции погрешность установки ЕДОП
5. Определяется погрешность базирования Еб.
6. Определяется погрешность закрепления Ез.
7. Определяется допускаемая величина погрешности положения (приспособления) ЕпДОП.
8. Определяются составляющие допускаемой величины погрешности положения ЕпДОП
9. Определяется допускаемая величина ЕнпДОП погрешности неточности изготовления и сборки приспособления.
10. Определяется величина Енп, реально существующая в приспособлении и вливается с ЕнпДОП
11. Проверяется выполнение условия 
4.3 Пример № 1: расчет кондуктора на точность:
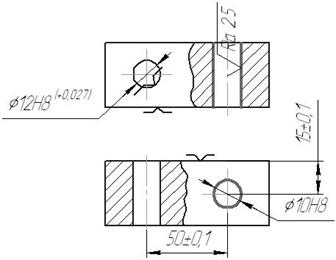
Рис.21 - заготовка
Для обработки отверстий диаметром 10H8 в заготовке спроектирован кондуктор.
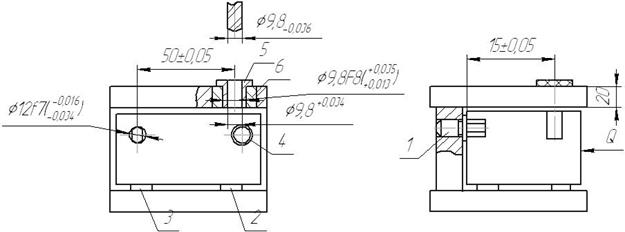
рис.22 Схема приспособления
1. На операции выдерживается три размера: Æ10Н8, 50+0,1, 15±0,1. Приспособление влияет только на точность размеров 50±0,1 и 15±0,1.
2. Допуски этих размеров одинаковы (0,2 мм) поэтому расчету подлежит размер 50+0,1, как наиболее точный.
3. Составляем схему для расчета допуска на изготовление приспособления см. рис.22 (специфика).
4. Определяем допускаемую погрешность установки

·  =0.2мм - допуск рассчитываемого размера;
=0.2мм - допуск рассчитываемого размера;
·  - суммарная погрешность формы обрабатываемой поверхности, зависящая от геометрических погрешностей станка ([4],том 1, стр.58, табл.35);
- суммарная погрешность формы обрабатываемой поверхности, зависящая от геометрических погрешностей станка ([4],том 1, стр.58, табл.35);
Принимаем =0 для обработке в кондукторе.
·  - погрешность выполняемого редуктора, вызываемая упругими отжатиями элементов технологической системы под влиянием нестабильности сил резания.
- погрешность выполняемого редуктора, вызываемая упругими отжатиями элементов технологической системы под влиянием нестабильности сил резания.
 ,
,
где  - коэффициент уточнения ([4] табл.22 стр.181);
- коэффициент уточнения ([4] табл.22 стр.181);
 - ожидаемая погрешность припуска, находящаяся по графику размерных цепей.
- ожидаемая погрешность припуска, находящаяся по графику размерных цепей.
Принимаем ∆y =0, т.к. упругие обжатия происходят вдоль оси сверла и не влияют на полученный размер.
· ∆H - погрешность настройки станка и инструмента ([4] табл.36 стр.66).
Принимаем ∆H =0 для смены кондукторной втулки.
· ∆И - погрешность, вызываемая размерным износом режущего инструмента ([4] табл.47 стр.76)
Принимаем ∆И = 0 ввиду легкости смены инструмента.
· ∆T - погрешность, вызываемая тепловыми деформациями технологической системы.
∆T находится только для операции с жестким допуском на обработку (JТ5-JТ7):
 ,
,
где К - коэффициент, учитывающий влияние тепловых деформаций технологической системы на суммарную погрешность: К =0.1-0.5 – для лезвийного инструмента, К =0.3-0.4 – для шлифования.
Принимаем ∆T =0, т.к. требования к точности не высоки.

5. Определение погрешности базирования Еб (табл.19,стр.31) [1].
Принимаем Еб =0, т.к. совпадают установочная и измерительная базы. В данном случае не учтен зазор между отверстием заготовки и пальцем, он будет учтен в погрешности приспособления.
6. Определение погрешности закрепления.
Е з выбирается по табл.22 стр.40 [1].
Е з=0, т.к. направление усилия зажима Q перпендикулярно к рассчитываемому размеру. Иногда принимают Ез = 0,01.
7. Определяем допускаемую величину погрешности положения ЕпДОП
 ,
,
где Е – погрешность установки. Вместо Е подставляем Едоп (пункт 4).
 , откуда
, откуда  .
.
 .
.
8. Определение составляющих допускаемой погрешности положения ЕПдоп, кроме ЕНП
 ,
,
где Еизн – погрешность изнова, возникающая в результате износа установочных элементов:
 ,
,
 ,
,
где  - износ установочных элементов;
- износ установочных элементов;
N – количество контактов заготовки с установочным элементом. N ≈ годовой программе выпуска;
 - коэффициент, зависящий от вида применяемых установочных элементов;
- коэффициент, зависящий от вида применяемых установочных элементов;
 для опоры со сферической головкой,
для опоры со сферической головкой,
 – для призмы,
– для призмы,
 – для опорных пластин,
– для опорных пластин,
 – для гладких установочных пальцев,
– для гладких установочных пальцев,
 – для срезанных пальцев.
– для срезанных пальцев.
 ,
,
где  - износ втулок [3] стр. 564, где αвт - допуск на диаметр отверстия втулки, определяется из принятой посадки (F8 - для сверла, G7 - для развертки). При точности 6-7 квалитета и выше назначают Н8 - для сверла, G6 - для развертки.
- износ втулок [3] стр. 564, где αвт - допуск на диаметр отверстия втулки, определяется из принятой посадки (F8 - для сверла, G7 - для развертки). При точности 6-7 квалитета и выше назначают Н8 - для сверла, G6 - для развертки.
К - коэффициент, зависящий от величины отклонения на размер от базы до оси обрабатываемого размера.
К= 1 - при отклонении ±0,1; К= 2 – при отклонении от ± 0,1 до ±0,3.
=0 при единичном производстве.
= 1 • 0,022 (рис. 4).
Еизн = 0,022.
Еуст - погрешность установки на станке. Определяется исходя из зазора между посадочным элементом станка (паз станка) и приспособления (шпонка).

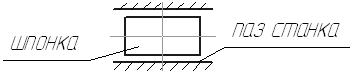
Рис. 23 Схема возникновения погрешности установки
приспособления на станке
Еуст = 0 для сверлильных приспособлений, устанавливаемых на станок без шпонки.
Езаз - погрешность зазора, определяется исходя из посадки между установочным элементом и заготовкой. Рекомендуемые посадки при сверлении - H8/q5, H8/q6, Н8/Т7, H8/h9. Например, при установке приспособления на столе станка по посадке 12H8/f7 погрешность зазора составит:
 .
.
Епер - погрешность перекоса или смещения инструмента, возникающая из-за
неточности изготовления направляющих элементов приспособления.
Епер при сверлении: 



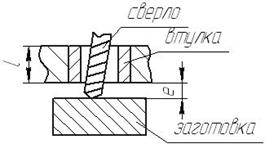
Рис. 24 Схема возникновения погрешности перекоса
9. Определяем допускаемую величину изготовления и сборки приспособления ЕНПдоп





пункт 7 пункт 8
10. Определяем погрешность неточности изготовления и сборки ЕНПрасч – реально получаемой при изготовлении приспособления:
 ,
,
где еi – эксцентриситет,
2еi – биение,
δi – допуск, составляющие размерной цепи, замыкающим звеном которой является рассчитываемый размер.
11. Проверяем выполнение условия 
Выявим размерную цепь. Для этого, начав от одной из поверхностей (оси), ограничивающей замыкающее звено, найдем составляющие звенья - размеры между базирующими поверхностями деталей или их осей придем ко второй поверхности (оси), ограничивающей замыкающее звено.
Размерная цепь:
- ось отверстия втулки 5
- ось наружной поверхности втулки 5
- ось отверстия втулки 6
- ось наружной поверхности втулки 6
- ось отверстия корпуса под втулку 6
- ось отверстия корпуса под срезанный палец 1
- ось наружной поверхности (цилиндрической) срезанного пальца 1
- ось центрирующей (срезанной) поверхности пальца 1
- ось отверстия втулки 5.
Тогда:
e1 - несоосность между осями отверстия и наружной поверхностью втулки 5 (зависит от точности изготовления втулки). е1 задается конструктором, принимаем е1: =0,01 мм.
е2- несоосность между осями наружной поверхности втулки 5 и отверстия втулки 6 (если зазор - е2 = 1/2 отSmax, если натяг - е2 = 0). Посадка H7/q6 или H7/h6.
е3 - несоосность между осями отверстия и наружной поверхности втулки 6, аналогично е2.
е4 - несоосность между осями нижней поверхности втулки 6 и отверстием в корпусе, аналогично е2.
δi - допуск на межцентровое расстояние между отверстием корпуса под втулку 6 и отверстием под палец 1. δ i ≈ 1/2 δна размер в приспособлении (≈0,02 мм).
е5 - несоосность между осями отверстия корпуса под палец 1 и наружной поверхностью пальца 1, аналогично е2.
е6- несоосность между осями наружной и центрирующей поверхностей пальца 1. е6 = 0,01 мм.

10. Условие выполняется.
4.3 Пример № 2: расчет приспособления на точность.
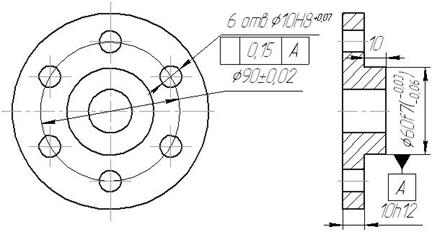
Рис.25
Операция выполняется на радиально-сверлильном станке, в два приёма: сначала сверлится отверстие диаметром 9.8, а затем полученное отверстие развертывают разверткой, применяемая оснастка быстросменный патрон.
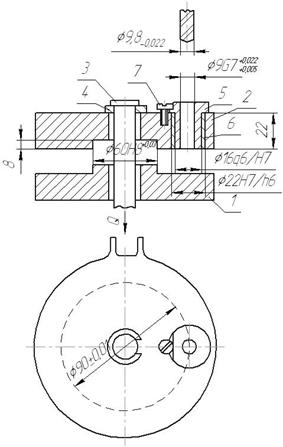
Рис. 26
Приспособление кондуктор состоит из 7 деталей, работает следующим образом
1.Через кондукторную втулку сверлом Ø 9,8-0,022 сверлятся отверстия.
2. Кондукторные втулки вынимаются, сверло в быстросменном станке заменяется на развёртку, и отверстие в заготовке развёртывается в размер 10Н8.
После окончания обработки тягу 4 перемещают вверх, шайба 3 сдвигается и с приспособления снимается кондукторная плита и заготовка.
Расчет на точность проводится аналогично примеру № 1.
1.Ø10Н8, Ø90±0,02, а также
| + | 0,15 | А |
– отклонение положения отверстия от заданного положения
2. Расчету подлежит отклонение положения отверстия.
3. Схема приспособления – см. рис.26
4.  ,
,
где δт =0,15, ∆ф =0, ∆у =0, ΔН =0, ∆Т =0,
∆И ≈0,05 – допускаемый износ на ленточке сверла,.

 5.
5. 
Рис. 27
6. Ез =0, т.к. направление действия Q перпендикулярно рассчитываемому размеру.
7. 
8. Еизн =0,02 – установленный техническими условиями максимально возможный износ центральной выточки.
Езаз = 0, т.к зазор между установочными элементами и заготовкой учтён при определении погрешности базирования.
Еуст = 0, т.к кондуктор не устанавливается на столе станка по шпонке.
 , где
, где 
9. 
10. 
е1 – несоосность между осями внутренней и наружной поверхностью втулки 5, е1=0,01 мм;
е2 = Smax между наружной поверхностью втулки 5 и внутренней поверхностью втулки 6:

е3 – несоосность между осями внутренней поверхности и наружной поверхности втулки 6, е3=0,01 мм;
е4 – несоосность между осями наружной поверхности втулки 6 и внутренним отверстием в кондукторной плите, е4=0;
 δ =0,02 мм
δ =0,02 мм

11. Проверка условия  : 0,075 мм ≤0,11 мм – выполняется.
: 0,075 мм ≤0,11 мм – выполняется.
4.4 Пример № 3: расчёт точности фрезерного приспособления.
Рис.28
Обработка паза производится прорезной пазовой фрезой на настроенном фрезерном станке модели 675 в специальном приспособлении.
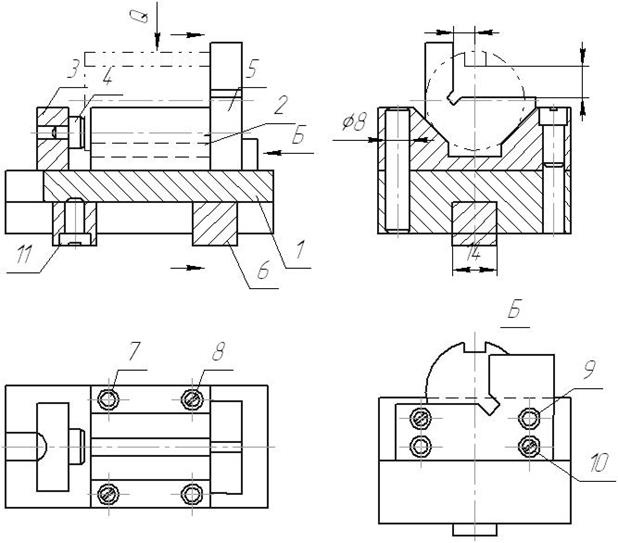
Рис. 29.
1. 10 Н12; 8Н15;смещение паза 0,5 мм; отклонение от параллельности 0,5 мм.
2. Расчету подлежит размер 8Н15.
3. Схема расчета представлена на рис. 29.
4.
· δт =0,55 мм.
· ∆ф – износ и непрямолинейность направляющих стола, ∆ф =0,01 мм.
Рис.30
·  ,
,
где к – коэффициент уточнения, к =0,05,
ρz – погрешность припуска, ρz ≈ Еб.
При установке вала в призму Еб = 85% от поля допуска размера детали.
Еб =0,85∙0,62=0,53 мм.
∆у=0,05∙0,53=0,025 мм.
· ∆Н=0,02 мм из таблицы средней точности настройки.
· ∆И=0,02 – рекомендуемая величина допустимого износа фрезы.
· ∆Т=0, т.к. обработка паза идёт с охлаждением.

5. Еб =0,53 мм.
6. Ез ≈0,01 – приблизительно равна шероховатости базовой поверхности.
7. 
8. Еизн ≈0,04 – предельная величина износа призмы.
Езаз =0, т.к. зазоров между заготовкой и призмой нет.
Еуст =0- т.к. установка приспособления определяется настройкой.
Епер =0, т.к. втулки нет.
9. 
10. 0,07 << 0,55 => необходима настройка по установку.
На точность изготовления паза в приспособлении оказывает влияние точность взаимного расположения базовой поверхности призмы и горизонтальной площадки установки. Измерение их взаимного расположения производится с помощью контрольного валика.
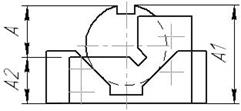
Рис. 31.
А=А1-А2,
δА=δА1+δА2,
δА=0,07 (из расчета),
где А – расстояние от вершины валика до площадки установки,
А1 – высота призмы с валиком,
А2 – высота установки.
Принимаем δА1=0,04 мм и δА2=0,03 мм. Значит, сумма δА1 и δА2 должна быть 0,07 мм.

