




Фрезерование
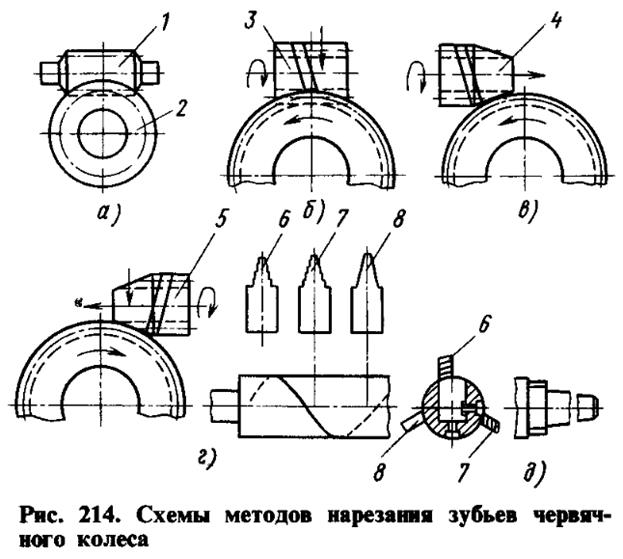
а).колесо и червяк
б).нарезание с радиальной подачей на зубофрезерных станках цилиндрической фрезой(ось горизонтально)
в).нарезание с тангенциальной подачей на зубофрезерных станках с протяжным суппортом, который сообщает фрезе осевую подачу
г).нарезание с радиально-тангенциальной подачей, черновая обраб. осущ.заборным конусом на радиальной подаче, чистовая-цилиндрической частью фрезы на тангенциальной подаче
д).фреза- летучка (в единичном производстве)
Шевингование
Типовая схема обработки червяков.
1)Изготовление заготовки (штамповка)
2)Термическая обработка
3)Фрезерование торцов и зацентровка с двух сторон
4)Предварительная токарная обработка по контуру с одной и другой стороны
5)Черновое нарезание витков червяка с оставлением припуска 1,2... 1,6 мм на толщину витка
6)Термическая обработка (высокий отпуск)
7)Чистовая токарная обработка наружных поверхностей с оставлением припуска 0,4... 0,6 мм; допустимое биение заготовки — не более 0,05... 0,06 мм
8)Чистовое нарезание витков червяка с оставлением припуска 0,6... 0,8 мм на толщину витка; допустимое биение — не более 0,08 мм; нарезают на токарно-винторезном станке повышенной точности класса П
9)Фрезерование шпоночного паза
10)Предварительное шлифование нружных поверхностей под цементацию
11)Предварительное шлифование профиля витков червяка под цементацию
12)Термическая обработка (цементация, закалка)
13)Шлифование центровых отверстий; Ra = 0,32... 0,2 мкм
14)Первое получистовое шлифование наружных поверхностей и торцов
15)Получистовое шлифование профиля витков червяка
16)Термическая обработка (старение)
17)Второе получистовое шлифование наружных поверхностей и торцов
18) Второе получистовое шлифование профиля витков червяка с оставлением припуска 0,1... 0,15 мм на толщину витка
19Термическая обработка (старение)
20)Доводка центровых отверстий
21)Чистовое шлифование наружных пов-тей торцов на круглошлифовальных станках особо высокой точности класса A; Ra = 0,32... 0,16 мкм
22)Чистовое шлифование профиля витков червяка; обработку производить на станке, на котором производилось второе получистовое шлифование с той же наладкой; Ra = 0,25... 0,16 мкм
23)Окончательный контроль
Нарезание резьб на червяках
В цилиндрических червячных передачах червяки разделяют на следующие основные виды: архимедовы (имеющие прямолинейный профиль в осевом сечении и архимедову спираль в торцовом); конвалютные, (прямой профиль в нормальном к витку сечению и удлиненную эвольвенту в торцовом сечении); эвольвентные (криволинейный профиль в нормальном сечении, эвольвентный в торцовом и прямолинейный в сечении плоскостью, касательной к основному цилиндру).
Точение и шлифование
 а).обраб.архимедовых червяков-резец в осевом сечении,с прямолинейными режущими кромками
а).обраб.архимедовых червяков-резец в осевом сечении,с прямолинейными режущими кромками
б).обраб.конвальютных червяков-резец в нормальном сечении витка или впадины(рис в)
г).обраб.эвольвентных червяков-2 резца в плоскостях касательных к основному цилиндру червяка,с прямолинейными реж.кромками
д).шлифование червяков-круг ставят соответственно профилю червяка, поворачивая на делительный угол подъема витка
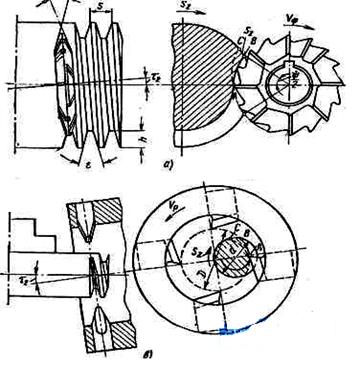 2. Фрезерование на резьбофрезерных и специально-фрезерных станках дисковыми и пальцевыми фрезами с профилем соотв.профилю червяка, многозаходные червяки на зубофрезерных станках методами обката червячными фрезами, вихревое фрезерование
2. Фрезерование на резьбофрезерных и специально-фрезерных станках дисковыми и пальцевыми фрезами с профилем соотв.профилю червяка, многозаходные червяки на зубофрезерных станках методами обката червячными фрезами, вихревое фрезерование
3. Накатывание в холодном состоянии- для червяков небольших размеров

