




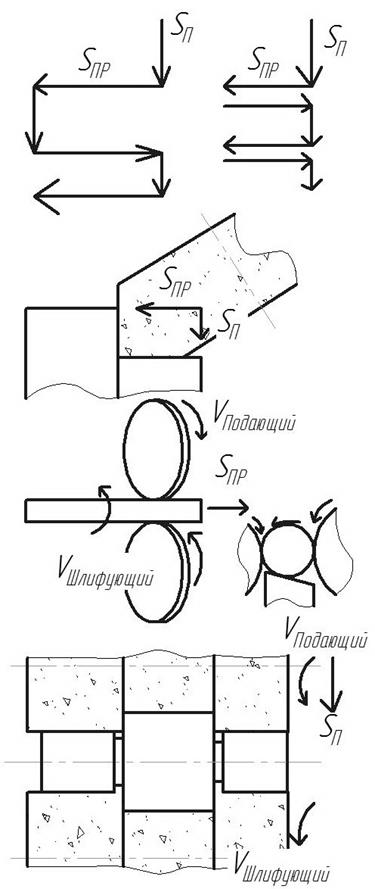
 1. ШЛИФОВАНИЕ. Обычно производят в две операции – предварительное шлифование и чистовое. Валы шлифуют на круглошлифовальных станках методом продольной или поперечной подачи.
1. ШЛИФОВАНИЕ. Обычно производят в две операции – предварительное шлифование и чистовое. Валы шлифуют на круглошлифовальных станках методом продольной или поперечной подачи.
Есть торцешлифовальные станки – применяют в серийном производстве.
Для гладких и иногда лаже для ступенчатых применяют бесцентровое шлифование: врезное или продольной подачей.
Для выхода шлифовального круга предусматривают специальные канавки, выточки.
2. Методы ПЛАСТИЧЕСКОЙ деформации. Различают размерное (с жёстким накатником/валиком) и безразмерное (с плавающим валиком) пластическое дефрмирование.
Обработка резьб на валах.
Для изг-я внутр. резьбы применяют: резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики. Метод нарезания резьбы прим-ся в зависимости от профиля резьбы, характера и типа материала изделия, объема производственной программы и требуемой точности.
Нарезание резьб производится на резьбонарезн. и резьбофрез. станках и полуавт-ах, гайконарезн. автоматах, резьбонакатных, резьбошлиф-ых, токарных и др. ст-х.
Наружную и внутр. резьбы можно обработать на токарных станках. Достоинства: универс-ть оборудования, инструмента и возможность получить резьбу высокой точности. На токарных станках нарезают точные резьбы на ответственных деталях, а также нестандартные резьбы и резьбы большого диаметра. Различают нарезание треуг. резьбы по двум схемам: 1) профильная; 2) генераторная. Первая схема более точная, но менее производительная. Поэтому черновые ходы лучше делать по 2 схеме, чистовые – по 1. (рис. а)
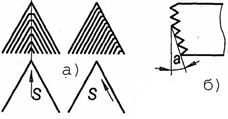 Для повышения произв-ти обработки резьбы применяют резьбовые гребенки – круглые и призматические. Обычно ширину гребенки принимают равной не менее чем шести шагам. При исп-и гребенок снятие стружки выполняют несколько зубьев (рис. б) и число рабочих ходов может быть уменьш. до одного. Для разделения работы резания концы зубьев гребенки стачиваются от одного края гребенки к другому.
Для повышения произв-ти обработки резьбы применяют резьбовые гребенки – круглые и призматические. Обычно ширину гребенки принимают равной не менее чем шести шагам. При исп-и гребенок снятие стружки выполняют несколько зубьев (рис. б) и число рабочих ходов может быть уменьш. до одного. Для разделения работы резания концы зубьев гребенки стачиваются от одного края гребенки к другому.
Резьбу после нарезания резцом иногда калибруют точными плашками.
 Нарезание резьбы на токарном станке чаще применяется в ед. и мелкос. Произв-вах, а в крупнос. и массовом произв-вах – для нарез-я длинных или точных резьб.
Нарезание резьбы на токарном станке чаще применяется в ед. и мелкос. Произв-вах, а в крупнос. и массовом произв-вах – для нарез-я длинных или точных резьб.
В крупносер. и массовом произв-вах используется нарезание резьбы вращ-ся резцами - вихревым методом (рис.). За каждый оборот заготовки резцовая головка перемещается вдоль ее оси на один шаг.
Нарезание резьбы метчиками, плашками и самораскрывающимися резьбонарезными головками производится на различных станках.
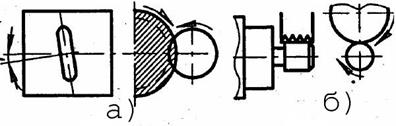 Фрезерование резьбы широко распространено в серийном и массовом производствах и применяется для нарезания наружн. и внутр. резьб на резьбофрез. станках. Способы: дисковой(рис. а) и гребенчатой фрезой – набор диск. фрез (рис. б).
Фрезерование резьбы широко распространено в серийном и массовом производствах и применяется для нарезания наружн. и внутр. резьб на резьбофрез. станках. Способы: дисковой(рис. а) и гребенчатой фрезой – набор диск. фрез (рис. б).
Фрезерование резьбы – один из наиболее производительных методов.

