




Обработку отверстий в корпусных деталях выполняют с использованием различного режущего инструмента: резцов, расточных пластин и блоков.
Расточные резцы с твердосплавными пластинами применяют как для черновой обработки отверстий в литой заготовке, так и для чистовой обработки отверстий в корпусных деталях. Преимущество расточных резцов заключается в их простоте и универсальности (возможность регулирования для получения различных диаметров)
Расточные резцы с помощью винтов или клиньев закрепляют на оправках или борштангах.
Растачивание резцами лучше, чем какой-либо другой метод, обеспечивает прямолинейность оси обрабатываемого отверстия и более высокую точность его положения относительно базы.
Черновое растачивание: (11…12)кв;
Чистовое – (9…10 кв), отклонение геометрической формы на диаметрах (50... 120 мм) <0.012 мкм, Ra = 2,5... 5 мкм.
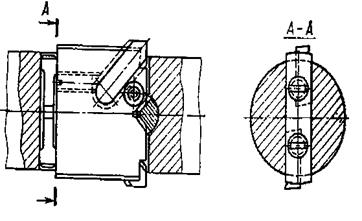 Для чистовой обработки отверстий применяют также плавающие (способные к самоустановке) расточные блоки (рис. слева): (IT 7; Ra1,25)
Для чистовой обработки отверстий применяют также плавающие (способные к самоустановке) расточные блоки (рис. слева): (IT 7; Ra1,25)
Одновременно с обработкой главных отверстий обрабатывают перпендикулярные к ним торцовые поверхности. С этой целью применяют цековки и торцовые резцовые головки.
В условиях серийного производства применяют комбинированный инструмент(для совмещения черновой и чистовой обработки или совмещения обработки разных диаметров), совмещая при этом различные виды обработки — сверление, зенкерование, растачивание, подрезку торца, развертывание (рис. 3.19).

57. Шлифование и хонингование отверстий в корпусах.
Для получения в корпусных деталях отверстий высокой точности (6-го, 7-го кв.) на заключительном этапе технологического процесса вводят отделочные операции. Рассмотрим планетарное шлифование, хонингование.

Внутреннее планетарное шлифование применяют, главным образом, для отделки отверстий диаметром свыше 150 мм. Имеются также координатные, планетарно-шлифовальные станки, позволяющие обрабатывать в корпусных деталях отверстия диаметром от 10 мм. В процессе обработки шлифовальный круг вращается вокруг своей оси и совершает планетарное движение относительно оси обрабатываемого отверстия. Осевая подача осуществляется путем продольного возвратно-поступательного перемещения стола с заготовкой, шлифовального круга в радиальном направлений. Припуск, оставляемый под отделочное шлифование отверстий, составляет 0,1... 0,2 мм на диаметр.
Планетарное шлифование (6…7кв.), погрешность геометрической формы отверстий не выше 0,004 мм, (Ra0,32... 0,16).Положение оси отверстия с точностью до 0,01 мм. Недостатком этого процесса является невысокая производительность по сравнению с другими методами отделки.
Хонингование (диаметр 25... 500 мм) -- процесс чистовой обработки цилиндрических поверхностей мелкозернистыми абразивными брусками, совершающими вращательное и возвратно-поступательное движения в направлении оси отверстия. Этот процесс предназначен для достижения высокой точности размеров и геометрической формы отверстий.

Точность диаметра 6кв; (овальность и конусность) в пределах 0,003... 0,004 мм, (Ra 0,16... 0,004).
Абразивные бруски, равномерно располагают по периметру хонинговальной головки. Число брусков обычно кратно трем (3, 6, 9 и т. д.), а для малых диаметров - один брусок. Хонинговальлая головка связана со шпинделем станка шарнирно(самоустанавливается по отверстию)
Припуски, оставляемые под хонингование(0,01…0,1), зависят от диаметра обрабатываемого отверстия, материала заготовки и вида предшествующей обработки.

