




1. При выборе баз следует иметь в виду, что наибольшая точность обработки достигается при соблюдении принципа единства баз.
2. Базы для окончательной обработки должны иметь наибольшую точность размеров и геометрической формы, а также наименьшую шероховатость поверхности. Они не должны деформироваться под действием сил резания, зажима и собственной массы.
3. Выбранные технологические базы должны совместно с зажимными устройствами обеспечивать надежное, прочное крепление детали и неизменность ее положения во время обработки.
4. Принятые базы и метод базирования должны определять более простую и надежную конструкцию приспособления, удобство установки и снятия обрабатываемой детали.
23. Методы расчёта припусков на мех. обр. Общие соображения.
Припуск – слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали.
В машиностроение широко применяют опытно-статистический метод установки припусков (табличный метод). Общие и операционные припуски
выбираются по таблицам, составляемым на основе данных передовых заводов. Недостаток метода – припуски назначаются без учёта конкретных условий построения тех процесса. По этому методу общие припуски назначаются без учёта маршрута обработки данной поверхности, а операционные – без учёта схемы установки и погрешностей от предыдущей операции. В результате припуски получаются завышенными для исключения получения брака. Этот метод догматичен, не позволяет искать решения по уменьшению припусков.
Расчётно-аналитический метод. Величина операционного припуска должна быть такой, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих операциях, а также погрешности установки заготовки на данном переходе.
Данный метод позволяет учитывать конкретные условия выполнения тех процесса обработки, выявляет возможности экономии материала и снижения трудоёмкости механической обработки.
При этом методе величину минимального операционного припуска определяют следующие факторы:
1. Высота неровностей Rzi-1, получаемая на предыдущем переходе по этой поверхности.
2. Состояние и глубина Hi-1 поверхностного слоя, имеющая отличные от основного металла свойства. Подлежит полному или частичном удалению. (наклёп, окалина – полностью; поверхностная закалка, упрочняющие покрытия – частичная и т.д.)
3. Пространственное отклонение ρi-1 относительно базовых поверхностей: несоосность, неперпендикулюярность, непараллельность и т.д. Влияние количества снимаемого металла из-за пространственных отклонений зависит от схемы базирования.
4. Погрешность установки εi на данном переходе. Вызвана нестабильностью положения заготовок при обработке в партии на предварительно настроенном станке.
!!!!!!! АХТУНГ!!!!!!! Рис. см. билет №24
24. Расчётно-аналитический метод расчёта припусков и межоперационных размеров.
При этом методе величину минимального операционного припуска определяют следующие факторы: Rzi-1, Hi-1, ρi-1, εi (см.вопрос №23)
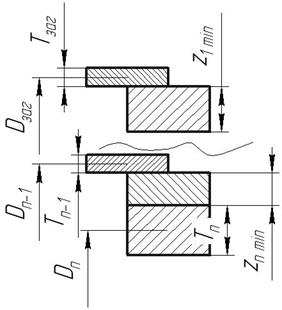

Для линейных размеров zi min=(Rz +H)i-1+ εi+ ρi-1 (1)
Для диаметральных 
zном= zmin-Ecz+ωzi/2; zmax= zmin+TDi-1+ TDi ωzi=ΣTвходящих в разм. цепь припуска
Расчёт межоперационных размеров
Аmin i-1= Аmin i+zmin i; Аmax i-1= Аmin i-1+Ti-1; Dmin i-1=Dmin i +2zmin – для наружных поверхностей
Аmax i-1= Аmin i-zmin i; Аmin i-1= Аmax i-1-Ti-1;Dmax i-1=Dmax i -2zmin – для внутренних поверхностей
составляются уравнения номинальных припусков по указанным выше формулам и уравнения конструкторских размеров (например T l >TT330).
Например: [z78]=T315- T325, где полностью известен T315, а у второго известны только отклонения. Из формулы (1) находим zmin., а далее и номинальный. Зная его, находим необходимый операционный размер T325.
Последовательно решая все уравнения, определяем все припуски и операционные размеры.
Полученный размеры округляют до порядка допуска на них.
Правильность решения проверяют по формулам:
zi max-z i min = Ti-1-Ti; 2zi max-2z i min = TDi-1-TDi;
zo max-z o min = Tзаг-Tдет; 2z0 max-2z 0 min = TDзаг-TDдет;
25. Табличный метод расчёта припусков и межоп. размеров.
Этот метод получил широкое распространение в машиностроении в виду своей относительной простоты. Однако этот метод не является совершенным. Общие и операционные припуски выбираются по таблицам, составляемым на основе переработки и обобщения данных заводов. Недостаток метода – припуски назначаются без учёта конкретных условий построения тех процесса. По этому методу общие припуски назначаются без учёта маршрута обработки данной поверхности, а операционные – без учёта схемы установки и погрешностей от предыдущей операции. В результате припуски получаются завышенными для исключения получения брака при обработке (нехватка припуска).
Методика сводится к тому, что технолог выбирает по таблицам готовые значения припусков как есть в соответствие с классом точности, массой заготовки и.т.д. Этот метод не позволяет искать решения по уменьшению припусков и тем самым снижать себестоимость обработки и изделия в целом.
Межоперационные размеры назначают на технологические переходы в порядке, обратном ходу технологического процесса обработки поверхности заготовки, т.е. от размера готовой детали к размеру заготовки путем последовательного прибавления (вычитания) к наибольшему предельному размеру готовой поверхности детали промежуточных припусков при обработке наружных (внутренних) поверхностей. При этом размеры промежуточного припуска на каждом последующем переходе меньше, чем на предыдущем, поскольку повышается точность и уменьшается шероховатость обрабатываемой поверхности.
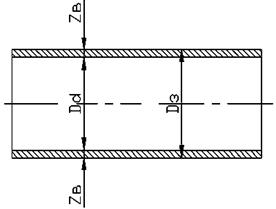
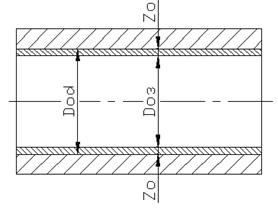
Вал Втулка

