




Ответ: В практике достигнутое правильное положение детали может измениться, если возникнут силы или моменты сил, нарушающие контакт поверхности детали с опорными точками приспособлений.
Поэтому для сохранения полученного при базировании правильного положения детали необходимо обеспечить непрерывность контакта баз.
Другими словами необходимо обеспечивать определенность базирования деталей.
ОПРЕДЕЛЕННОСТЬ БАЗИРОВАНИЯ детали – «неизменность» ее положения относительно поверхностей другой детали или деталей, с которыми она соединена и которые определяют ее положение в процессе изготовления.
НЕОПРЕДЕЛЕННОСТЬ БАЗИРОВАНИЯ - единичное или многократное изменение требуемого положения детали относительно поверхностей сопряженных деталей (или детали), определяющих ее положение.
Неопределенность базирования всегда порождает дополнительные погрешности, и следовательно снижают точность обработки на предварительно настроенных станках.
9. Погрешности деталей, возникающие из-за упругих деформаций элементов технологичяеской системы. Жёсткость и податливость технологической системы.
Ответ: Жесткость и податливость технологической системы.
Технологическая система (станок, приспособление, инструмент, деталь) представляет собой упругую систему, в которой влияние сил резания и закрепления, инерционных и других сил приводит к образованию погрешностей форм и размеров обрабатываемых деталей.
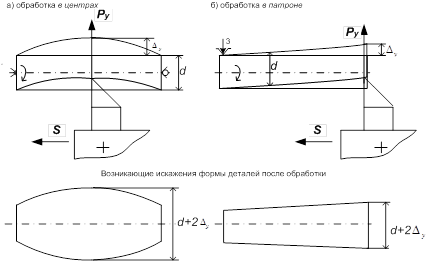
На рисунке 3.1 представлены две схемы обработки цилиндрической детали: с закреплением в центрах («а») и в трехкулачковом токарном патроне («б»), которые иллюстрируют возникающие упругие деформации  , а также обусловленные ими погрешности формы детали (бочкообразность и конусообразность).
, а также обусловленные ими погрешности формы детали (бочкообразность и конусообразность).
Упругие деформации обусловлены отжатиями основных узлов и отдельных элементов технологической системы, а также контактными деформациями и в общем случае могут достигать 20…40% от суммарной погрешности обработки.
|
| Рисунок 3.1 Схемы формирования погрешностей от упругих деформаций. |
Нестабильность сил резания (из-за колебаний снимаемого припуска твердости материала даже в пределах обрабатываемой партии деталей), различная жесткость детали при обработке (в каждый из моментов времени обработки поверхности детали) - обуславливают и неравномерность упругих деформаций.
Для количественной оценки упругих деформаций технологической системы используют понятия жесткость и податливость.
Жесткостью системы называется способность системы оказывать сопротивление деформирующим силам.
По А.П. Соколовскому, жесткость технологической системы определяется как отношение составляющей силы резания, направленной по нормали к обрабатываемой поверхности, к смещению режущей кромки инструмента относительно обрабатываемой поверхности заготовки в том же направлении:


где  - жесткость технологической системы, Н/мм;
- жесткость технологической системы, Н/мм;
 - радиальная составляющая силы резания, Н;
- радиальная составляющая силы резания, Н;
 - упругие деформации технологической системы (смещение режущей кромки инструмента), мм.
- упругие деформации технологической системы (смещение режущей кромки инструмента), мм.
Для удобства расчетов часто используется величина обратная жесткости, которая называется податливостью.
Податливость технологической системы - способность этой системы упруго деформироваться под действием прикладываемых к ней внешних сил:

Суммарная податливость системы равна сумме податливостей элементов технологической системы:

Откуда жесткость системы будет равна:
Жесткость- величина непостоянная J  const
const
Ру - расчитывается по формулам теории резания, а величина у определяется экспериментально.
Jст - жесткость станка и т. д.
W – податливость (величина, обратная жесткости).
Жесткость новых станков токарной группы составляет Jст=20000-40000 Н/мм, для некоторых типов станков Jст=100000 Н/мм (шлифовальные и координатно-расточные станки).
Таким образом, погрешности от упругих деформаций зависят и определяется жесткостью технологической системы СПИД.
В практических расчетах учитывают только податливость станка и обрабатываемой детали


Величина упругих деформаций обрабатываемых деталей в значительной степени зависит от схемы обработки, ее можно рассчитать по известным зависимостям из курса сопротивления материалов. Так, для заготовки, закрепленной в патроне и поддерживаемой центром, максимальные упругие деформации определяют по формуле:
где,  - длина заготовки, мм;
- длина заготовки, мм;
 - модуль упругости 1-го рода,
- модуль упругости 1-го рода,  ;
;
 - момент инерции поперечного сечения заготовки,
- момент инерции поперечного сечения заготовки,  (для круглых заготовок
(для круглых заготовок  );
);
 - номинальный диаметр детали, мм.
- номинальный диаметр детали, мм.
Тогда жесткость заготовки будет равна:

Величину радиальной составляющей силы резания рассчитывают по одной из формул курса “Теория резания” или находят по справочнику технолога-машиностроителя. Например, для токарных операций:
 ,
,
где  - эмпирический коэффициент;
- эмпирический коэффициент;
 - подача, мм/об;
- подача, мм/об;
 - глубина резания, мм;
- глубина резания, мм;
 - твердость материала заготовки;
- твердость материала заготовки;
 - показатели степени).
- показатели степени).
Жесткость всех составляющих элементов технологической системы, как правило, определяют экспериментально или по паспортным данным станка. Среднестатистическая жесткость новых станков составляет jст = 2000-40000 Н/мм (до 100000 Н/мм), а для выработавших свой ресурс - менее 10000 Н/мм.

