




2.3.1 Измерения на подземных стальных трубопроводах выполняются с целью определения:
- опасности коррозии;
- эффективности ЭХЗ;
- степени защищенности;
- качества (состояния) изоляционных покрытий.
РД 153-39.4-091-01
2.3.2  Измерения по определению опасности коррозии выполня-
Измерения по определению опасности коррозии выполня-
ются при проектировании ЭХЗ на вновь строящихся и реконструи-
руемых трубопроводах, при обследовании эксплуатируемых трубо-
проводов, не оборудованных ЭХЗ.
2.3.3 Измерения по определению эффективности ЭХЗ и степени
защищенности подземных трубопроводов проводятся при опытном
опробовании проектируемой защиты, приемке ее в эксплуатацию,
при контроле состояния противокоррозионной защиты трубопро
водов, находящихся в эксплуатации.
2.3.4 Измерения по определению качества изоляционных покры-
тий проводятся при приемке подземных трубопроводов и при пе-
2.3.5 Измерения по оценке опасности коррозии включают: опре
деление коррозионной агрессивности грунта, определение наличия-
блуждающих токов в земле, выявление анодных и знакоперемен-
ных зон на подземных трубопроводах, определение степени влия-
ния переменного тока.
2.3.6 Определение эффективности ЭХЗ включает:
- измерения потенциалов катодно-защищаемых трубопроводов
с целью проверки соответствия потенциалов ГОСТ 9.602-89* и пп.
2.2.5 - 2.2.10 данной Инструкции;
- ориентировочную оценку скорости коррозии стали в грунте с
помощью специальных индикаторов.
2.3.7 Определение степени защищенности подземных трубопро-
водов состоит в оценке отношения протяженности защитных зон к
общей длине участков, требующих защиты.
2.3.8 Оценка качества изоляции на эксплуатируемых трубопро-
водах включает (пп. 3.1.10-3.1.15):
- без вскрытия трубопровода: определение сплошности покры-
тия (например, прибором типа АНПИ, ТИСПИ и др.);
- со вскрытием трубопровода: определение толщины, сплошно-
сти, адгезии, переходного сопротивления изоляции (например, ме-
тодом мокрого контакта).
2.3.9 Результаты измерений оформляются соответствующими
протоколами. Протоколы и данные измерений могут храниться на
электронных носителях информации.
РД 153-39.4-091-01
 3 ИЗОЛЯЦИЯ ТРУБОПРОВОДОВ И РЕЗЕРВУАРОВ
3 ИЗОЛЯЦИЯ ТРУБОПРОВОДОВ И РЕЗЕРВУАРОВ
3.1 ОБЩИЕ ТРЕБОВАНИЯ
3.1.1 Работы по нанесению изоляционных покрытий на трубы
должны осуществляться в базовых условиях на механизированных
линиях изоляции в соответствии с Технологическим регламентом
(или Технологической инструкцией), разработанным для каждого
типа покрытия и согласованным в установленном порядке. Качест-
во покрытия труб должно соответствовать требованиям Техниче-
ских условий на каждый вид покрытия.
3.1.2 Изоляционные работы в трассовых условиях допускается
выполнять ручным способом: при изоляции резервуаров, при изо-
ляции сварных стыков и мелких фасонных частей, исправлении по
вреждений покрытия (не более 10% от площади трубы), возникших
при транспортировании труб, а так же при ремонте трубопроводов.
При устранении повреждений заводской изоляции на месте укладки
газопровода должно быть обеспечено соблюдение технологии и
технических возможностей нанесения покрытия и контроль его ка-
чества. Все работы по ремонту изоляционного покрытия должны
быть отражены в паспорте газопровода.
3.1.3 В качестве основных материалов для формирования за-
щитных покрытий рекомендуются: полиэтилен, полиэтиленовые
липкие ленты, термоусаживающиеся полиэтиленовые ленты, би-
тумные и битумно-полимерные мастики, наплавляемые битумно-
полимерные материалы, рулонные мастично-ленточные материалы,
композиции на основе хлорсульфированного полиэтилена, поли-
эфирных смол и полиуретанов.
РД 153-39.4-091-01
3.1.4  Применяемые материалы и покрытия на их основе должны
Применяемые материалы и покрытия на их основе должны
соответствовать требованиям Технических условий и иметь серти-
фикаты качества или технические паспорта. Возможность приме-
нения импортных материалов для защитных покрытий допускается
при их соответствии требованиям ГОСТ 9.602-89* и наличии раз-
решения, оформленного в установленном порядке. Технология на-
несения защитных покрытий из импортных материалов должна со-
ответствовать требованиям фирмы-изготовителя этих материалов.
3.1.5 Вновь разрабатываемые материалы для защитных покрытий
и их конструкции вводятся в практику строительства и ремонта тру-
бопроводов в соответствии с требованиями нормативно-технической
документации, согласованной с головной организацией по защите от
коррозии подземных металлических сооружений - разработчиком
ГОСТ 9.602-89* и утвержденной в установленном порядке.
3.1.6 При выполнении работ по изоляции труб в базовых усло-
виях, резервуаров, а также в процессе нанесения покрытий на свар-
ные стыковые соединения трубопроводов, при ремонте мест по-
вреждений покрытий должен проводиться контроль качества под-
готовки и праймирования поверхности, толщины, адгезии и ди-
электрической сплошности покрытий.
3.1.7 Качество работ по очистке, праймированию поверхности и
нанесению покрытий на трубы, выполняемых в заводских условиях
и на производственных базах строительно-монтажных организаций,
проверяет и принимает отдел технического контроля или лаборато-
рия предприятия. Проверку качества изоляционных работ на трассе
должны осуществлять инженерно-технические работники строи-
тельно-монтажной организации, выполняющей изоляционные ра-
боты, а также технический надзор заказчика или организации, экс-
плуатирующей трубопроводы.
3.1.8 Состав изоляционных мастик, дозировку компонентов,
температурно-временной режим их приготовления контролируют
специалисты лаборатории трубоизоляционных цехов. Контрольные
пробы мастик с целью определения температуры размягчения, рас-
тяжимости и пенетрации мастики (глубину проникновения иглы)
отбирают по одной от каждой партии не реже одного раза в день.
3.1.9 Качество защитного покрытия сваренного в нитку трубо-
провода из труб с заводской или базовой изоляцией контролируют
РД 153-39.4-091-01
 перед укладкой в траншею путем измерения толщины, адгезии к металлу и проверки диэлектрической сплошности покрытия.
перед укладкой в траншею путем измерения толщины, адгезии к металлу и проверки диэлектрической сплошности покрытия.
3.1.10 Толщину защитных покрытий контролируют приборным
методом неразрушающего контроля с применением толщиномеров
и других измерительных приборов:
- в базовых и заводских условиях - для покрытий из экструдиро-
ванного полиэтилена, комбинированных ленточно-полиэтиленовых,
ленточных и битумно-мастичных покрытий на каждой десятой трубе
одной партии не менее чем в четырёх точках по окружности трубы и
в местах, вызывающих сомнение;
- в трассовых условиях - для битумно-мастичных покрытий -
на 10% сварных стыков труб, изолируемых вручную, в четырех
точках по окружности трубы;
- на резервуарах - для битумно-мастичных покрытий - в одной
точке на каждом квадратном метре поверхности, а в местах переги-
бов изоляционных покрытий, в частности, на ребрах через 1 м по
длине окружности.
3.1.11 Адгезию защитных покрытий к стали контролируют при-
борным методом с применением адгезиметров:
- в базовых и заводских условиях - через каждые 100 м или на
каждой десятой трубе в партии;
- в трассовых условиях - на 10% сварных стыков труб, изоли-
рованных вручную;
- на резервуарах с покрытиями из рулонных и других полимер-
ных материалов - не менее чем в двух точках по окружности резер-
вуара.
Для мастичных битумных покрытий допускается определение адгезии методом выреза треугольника с углом 45 и отслаивания покрытия от вершины угла. Адгезия считается удовлетворительной, если более 50% площади отслаиваемой мастики остаётся на металле. Поврежденное в процессе проверки адгезии покрытие должно быть отремонтировано в соответствии с технологией ремонтов, приведенной в настоящей Инструкции.
3.1.12 Сплошность покрытий труб в базовых и заводских усло-
виях контролируют на всей поверхности приборным методом с по-
мощью искрового дефектоскопа при напряжении 4,0 или 5,0 кВ на
1 мм толщины покрытия (в зависимости от материала покрытия)
РД 153-39.4-091-01
 после окончания процесса изоляции труб, а также на трассе после ремонта покрытий трубопроводов, изоляции стыков и резервуаров.
после окончания процесса изоляции труб, а также на трассе после ремонта покрытий трубопроводов, изоляции стыков и резервуаров.
3.1.13 Дефектные места, а также сквозные повреждения защит-
ного покрытия, выявленные во время проверки его качества, долж-
ны быть исправлены до засыпки трубопровода. При ремонте долж-
на быть обеспечена однотипность, монолитность и сплошность за
щитного покрытия; после исправления отремонтированные места
подлежат вторичной проверке.
3.1.14 Проверку защитного покрытия после засыпки трубопро-
вода на отсутствие внешних повреждений, создающих непосредст-
венный электрический контакт между металлом труб и грунтом,
производят приборами типа АНТПИ, ИПИТ-2, КАОДИ, ТИСПИ-03
и др. в соответствии со специальной инструкцией к прибору.
ЗЛ.15 Перед началом монтажа трубопровода по требованию представителя заказчика должны быть предъявлены: сертификаты (паспорта) на каждую партию материалов, из которых изготовлено покрытие, или результаты лабораторных испытаний материалов -данные лабораторных испытаний проб, взятых из котлов в процессе приготовления битумной мастики; журнал изоляционных работ; акт проверки качества защитного покрытия.
По окончании строительства защитное покрытие уложенных трубопроводов и резервуаров принимают представители заказчика и представители организации, эксплуатирующей трубопроводы, с оформлением Акта на скрытые работы.
3.2 ПОКРЫТИЯ ИЗ ЭКСТРУДИРОВАННОГО ПОЛИЭТИЛЕНА
3.2.1 Наиболее прогрессивным покрытием для трубопроводов
диаметром от 57 до 2020 мм является покрытие из экструдирован-
ного полиэтилена, нанесенное на трубы по жесткому адгезиву в ба-
зовых условиях.
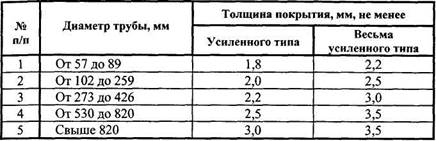
3.2.2 Структура покрытий из экструдированного полиэтилена
включает:
- подклеивающий слой (адгезив) толщиной 0,25 - 0,4 мм;
- наружный слой толщиной 1,55 - 2,75 мм (для усиленного ти-
па) и 1,8 - 3,25 мм (для весьма усиленного типа).
РД 153-39.4-091-01
 Общая толщина защитного покрытий усиленного и весьма усиленного типов должна соответствовать требованиям табл. 3.2.1
Общая толщина защитного покрытий усиленного и весьма усиленного типов должна соответствовать требованиям табл. 3.2.1
Таблица 3.2.1
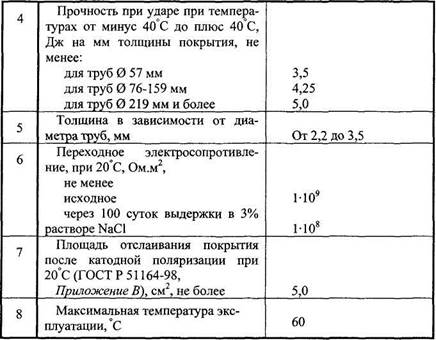
3.2.3 Основные требования к покрытиям весьма усиленного типа из экструдированного полиэтилена приведены в табл.3.2.2.
Таблица 3.2.2
Основные требования к полиэтиленовым покрытия весьма усиленного типа1
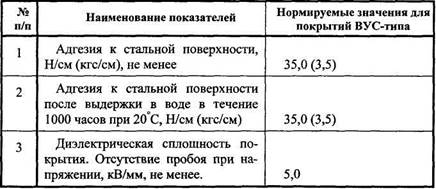
 1 Покрытия изготавливаются по ТУ 1394-001-05111644-96; ТУ 1390-003-01284659-00; ТУ 1390-002-01297858-96; ТУ 1390-003 - 00154341-98; ТУ 1390-002-01284659-97; ТУ 1390-005-01297858-98; ТУ РБ 03289805.002-98; ТУ 1394-002-47394390-99; ТУ 1394-002-47394390-99 и др.
1 Покрытия изготавливаются по ТУ 1394-001-05111644-96; ТУ 1390-003-01284659-00; ТУ 1390-002-01297858-96; ТУ 1390-003 - 00154341-98; ТУ 1390-002-01284659-97; ТУ 1390-005-01297858-98; ТУ РБ 03289805.002-98; ТУ 1394-002-47394390-99; ТУ 1394-002-47394390-99 и др.
|
| РД 153-39.4-091-01 |
3.2.4  При экструзионном нанесении покрытия используют гра-
При экструзионном нанесении покрытия используют гра-
нулированный полиэтилен высокого и низкого давления и его со-
полимеры. При этом в конструкции покрытия обязательно преду-
сматривается подклеивающий слой (адгезив).
3.2.5 В качестве адгезива должны применяться сополимеры эти-
лена с эфирами акриловой кислоты, адгезионно-активные компози-
ции на основе сэвилена марки 113-27 (ТУ РБ 04643628.059-98) либо
113-51 (ТУ 6-04643628-01-93).
3.2.6 Для нанесения основного слоя покрытия могут быть ис-
пользованы термо- и светостабилизированные композиции поли-
этилена высокого давления, изготовленные на основе базовых ма-
рок 10203-003, 10404-003, 15303-003 (ГОСТ 16337-77*) в соответ-
ствии с рецептурами 09, 10, 12, 14, 97-100, или композиции поли-
этилена для кабельной промышленности марок 153-1ОК, 102-10К
по ГОСТ 16336-77, или другие композиции полиэтилена, обеспечи-
РД 153-39.4-091-01
 вающие получение покрытия с показателями свойств, отвечающими требованиям табл. 3.2:2
вающие получение покрытия с показателями свойств, отвечающими требованиям табл. 3.2:2
3.2.7 При изоляции методом экструзии трубы по рольгангу про
ходят через сушильную печь для удаления с их поверхности влаги
и поступают в камеру дробеметной или дробеструйной очистки.
3.2.8 Для нагрева до температуры 170 - 200С трубы поступают
в проходную газовую печь или проходят через кольцевой высоко
частотный индуктор.
3.2.9 При нанесении полиэтиленового покрытия методом попе-
речного экструдирования, на трубы, совершающие равномерное
вращательно-поступательное движение, через щелевую головку
первого экструдера поступает лента клеевого слоя (адгезива) тол-
щиной 0,25-0,4 и шириной 100-250 мм.
3.2.10 Поверх клеевого слоя из второго экструдера большей
мощности также через щелевую головку наносится в несколько
слоев основное покрытие из термо- и светостабилизированного по-
лиэтилена.
3.2.11 Температура изоляционных материалов на выходе из ще-
левых головок экструдеров составляет 180 - 240°С. Толщина поли-
этиленового покрытия регулируется количеством слоев навиваемой
ленты, выходящей из головки экструдера, что регулируется часто
той вращения трубы и скоростью осевого перемещения труб по
рольгангу. Толщина ленты полиэтилена, выходящей из головки
экструдера, должна составлять от 0,5 до 0,8 мм.
3.2.12 Для уплотнения полиэтиленового покрытия используется
прижимной валик с фторопластовой оболочкой, который обеспечи-
вает монолитность покрытия и выравнивает его поверхность.
3.2.13 Покрытие методом продольной экструзии «чулком» для
труб диаметром до 500 мм наносится с помощью кольцевой двух-
щелевой головки, подача изоляционных материалов, в которую
обеспечивается двумя или тремя экструдерами в зависимости от
диаметра труб и производительности изоляционной установки.
3.2.14 Температурный режим работы экструдеров и кольцевой
головки аналогичен режиму нанесения покрытия методом попереч-
ного экструдирования. Для обеспечения оптимальных условий
формирования адгезионной связи между клеевым слоем (адгези-
вом) и поверхностью трубы применяется вакуумирование головки.
РД 153-39.4-091-01
 3.2.15 После нанесения полиэтиленового покрытия его охлаждают до 60 - 70 С, орошая трубы холодной водой. Далее охлажденные трубы поступают на участок контроля качества покрытия.
3.2.15 После нанесения полиэтиленового покрытия его охлаждают до 60 - 70 С, орошая трубы холодной водой. Далее охлажденные трубы поступают на участок контроля качества покрытия.
3.3 ПОКРЫТИЯ ИЗ ЭКСТРУДИРОВАННОГО ПОЛИПРОПИЛЕНА
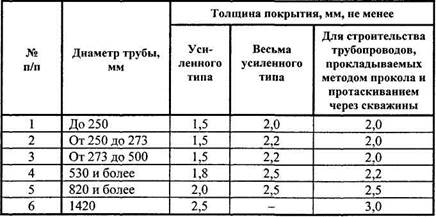
3.3.1 Покрытие из экструдированного полипропилена обладает повышенной механической прочностью. Трубы с указанным покрытием могут быть рекомендованы для строительства газопроводов при закрытых методах прокладки (метод «прокола» и протаскивания через скважины). Конструкция покрытия из экструдированного полипропилена (ТУ 1394-010-04005951-99) включает:
- клеевой подслой на основе термоплавкой полимерной компо-
зиции толщиной 0,2 - 0,4 мм;
- наружный слой на основе экструдированного термосветоста-
билизированного полипропилена толщиной 1,1 — 2,3 мм (для уси-
ленного типа), 1,6 - 2,3 мм (для весьма усиленного типа) и 1,6 - 2,8
мм (для проколов).
Общая толщина защитных покрытий в зависимости от назначения и диаметров труб приведена в табл. 3.3.1.
Таблица 3.3.1
3.3.2 Основные требования к покрытиям из экструдированного полипропилена приведены в табл. 3.3.2.
РД 153-39.4-091-01
 Таблица 3.3.2
Таблица 3.3.2

