




Простой кинематической цепью называется такая цепь, у которой от одного конечного звена к другому передается только одно движение, например, у винторезной цепи (см. рис. 9) от шпинделя к суппорту передается только одно движение (при данной наладке).
Уравнение баланса простой винторезной цепи:
 (1)
(1)
Дифференциальной кинематической цепью называется такая, которая сообщает дополнительное движение конечному звену кинематической цепи. В результате на этом звене суммируются два движения. Рассмотрим, как изменяется стуктура кинематической цепи, если простую цепь преобразовать в дифференциальную.
Для этого преобразуем простое уравнение баланса винторезной цепи (1) в дифференциальное уравнение баланса путем замены ix суммой:
Подставим последнее выражение в уравнение баланса (1), получим:
 (2)
(2)
где Р — шаг ходового винта; Рн— шаг нарезаемой резьбы.
Уравнение (2) есть уравнение баланса дифференциальной винторезной це-
пи, так как левая его часть представляет сумму. Построим по уравнению (2) кинематическую цепь (рис. 23). Из кинематической цепи видно, что перемещение гайки 2 ходового винта, а следовательно, и перемещение суппорта 1 вдоль станка складывается из поворота ходового винта и поворота гайки 2. Настройку вращения на обороты ходового винта осуществляют гитарой iy, а ходового валика 3 и гайки 2 — ix. Наличие двух неизвестных в одном уравнении может дать бесконечно большое число решений, поэтому дифференциальные цепи имеют больший диапазон настройки, чем простые, и делают станок более универсальным.
Станки с дифференциальными кинематическими цепями используются для обработки деталей, образованных сложными поверхностями, например, для нарезания цилиндрических колес с косыми зубьями, затылования червячных фрез и т. д. Обработка таких поверхностей требует осуществления сложных настроек кинематических цепей. Таким образом, дополнительную дифференциальную кинематическую цепь вводят для обеспечения точных настроек станка. В данном случае (рис.23) при работе станка на заготовке (инструменте) происходит суммирование двух движений. В зубофрезерных станках при обработке цилиндрических колес с косыми зубьями на заготовке также суммируются два движения: от инструмента (червячной фрезы) на заготовку, через гитару обкатки и от ходового винта через гитару дифференциальной цепи.
Дифференциальные цепи значительно расширяют диапазон и точность настроек станков.
6. Настройка кинематических цепей.
При настройке кинематических цепей металлорежущих станков всегда движение одного конечного звена цепи строго координируется с другим конечным звеном. В одних случаях требуется абсолютная точность в согласовании движений, в других — допускается некоторая погрешность и согласование движений может быть лишь приближенным. Поэтому, прежде чем приступить к настройке станка, необходимо выяснить, какие именно движения следует сообщить обрабатываемой детали и инструменту и какая зависимость должна быть между этими движениями. Независимо от сложности станка методика кинематической настройки во всех случаях одинакова и состоит в подборе сменных зубчатых колес гитар. Для решения задач по наладке кинематических цепей предложен ряд методор подбора сменных колес гитар. Их можно разделить на точные и приближенные.
Точная настройка. Точный метод подбора сменных колес состоит в том, что числитель и знаменатель передаточного отношения гитары, представленного простой дробью, разлагают на простые множители, а затем умножением (делением) числителя и знаменателя на одно и то же число образуют числа зубьев сменных колес:

Иногда не удается осуществить точный подбор сменных колес нормального комплекта, поэтому применяют приближенные способы подбора, которые могут обеспечить заданную точность шага нарезаемой резьбы.
Приближенная настройка. Рассмотрим способ прибавления (вычитания) малых чисел к передаточному отношению. При этом способе к числителю и знаменателю передаточного отношения прибавляют (или вычитают) число, удобное для разложения на простые множители.
Пусть передаточное отношение гитары  но,z1, и z2 такие числа,
но,z1, и z2 такие числа,
которые не соответствуют числам зубьев сменных колес нормального комплекта, следовательно, точная настройка гитары невозможна. Производим приближенную настройку. Для этого прибавляем к числителю и знаменателю малое число с и получаем новое,
приближенное передаточное отношение  причем ix1близко по своему значению к ix.
причем ix1близко по своему значению к ix.
Установим, от чего зависит величина погрешности приближенной настройки. Для этого исследуем разность передаточных отношений:

.Следовательно, чтобы ошибка была минимальной, с=1, a z1, и z2 близки по своему значению друг к другу, т. е.  ', тогда
', тогда
Таким образом, метод прибавления или вычитания малых чисел пригоден в том случае, когда передаточное отношение близко к единице или возможно преобразовать передаточное отношение так, чтобы часть его представляла отношение, близкое к единице. Этот способ удобен при подборе сменных колес в три пары.
При анализе погрешности настройки определяют абсолютную, относительную и суммарные погрешности. Абсолютная погрешность Δiх есть разность между полученным ixl и заданным ix передаточными отношениями. Относительная погрешность δ есть отношение абсолютной погрешности к заданному передаточному отношению.
Суммарная погрешность ΔL приближенной настройки есть произведение относительной погрешности б на длину
L обрабатываемой детали.,
Подбор сменных зубчатых колес производят по таблицам М. Н. Петрик и В. А. Шишкова. По таблицам сравнительно просто и с большой точностью можно подобрать сменные колеса гитар. В них непосредственно указаны числа зубьев ведущих и ведомых пар зубчатых колес. При этом для подавляющего числа случаев настройки достаточно применять 29 зубчатых колес с числами зубьев 23, 25, 30, 33, 37, 40, 41, 43, 45, 47, 50, 53, 55, 58, 60, 61, 62, 65, 67, 70, 73, 79, 83, 85, 89, 92, 95, 98, 100.
В таблицах для подбора сменных колес передаточное отношение выражено десятичной дробью с точностью до 10-7. По ним находят число, близкое к полученному, и с правой стороны, выписывают числа зубьев сменных колес. Если заданное передаточное отношение выражено правильной дробью, т. е. числитель меньше знаменателя, первую пару зубчатых колес, данную в таблице, считают ведущей. Если же дробь неправильная, то ее переворачивают, переводят в десятичную дробь с точностью до 10-7, находят по таблицам число, близкое к полученному, и с правой стороны выписывают числа зубьев смежных колес, при этом ведущими считают вторые два колеса.


Делительные механизмы.
Делительные механизмы предназначены для кругового и продольного деления при обработке деталей машин и приборов, например зубчатых колес, делительных лимбов, линеек и т. п. К делительным механизмам относят делительные приспособления, головки и машины.
:
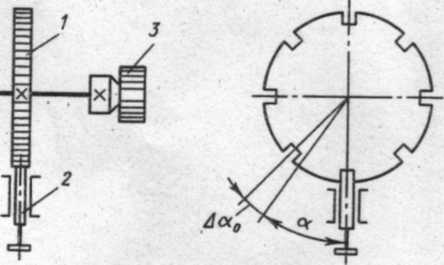
Рис. 25. Приспособление для кругового деления:
1— лимб; 2 — фиксатор; 3 — деталь
Делительныеприспособления-это механизмы непосредственного деления, при котором ошибка между делительными отверстиями лимба целиком переносится на обрабатываемую деталь. Их применяют, когда нет необходимости в точном делении, например при обработке граней головок болтов. На рис. 25 показано приспособление для кругового деления. Погрешность деления лимба Δα0(α— угол поворота лимба и детали) будет передаваться на погрешность поворота детали, Δα т. е. 
[ЛР1]???

