




РАЗДЕЛ 1. Общие сведения о станках и их кинематике.
Классификация, обозначения и характеристики групп станков
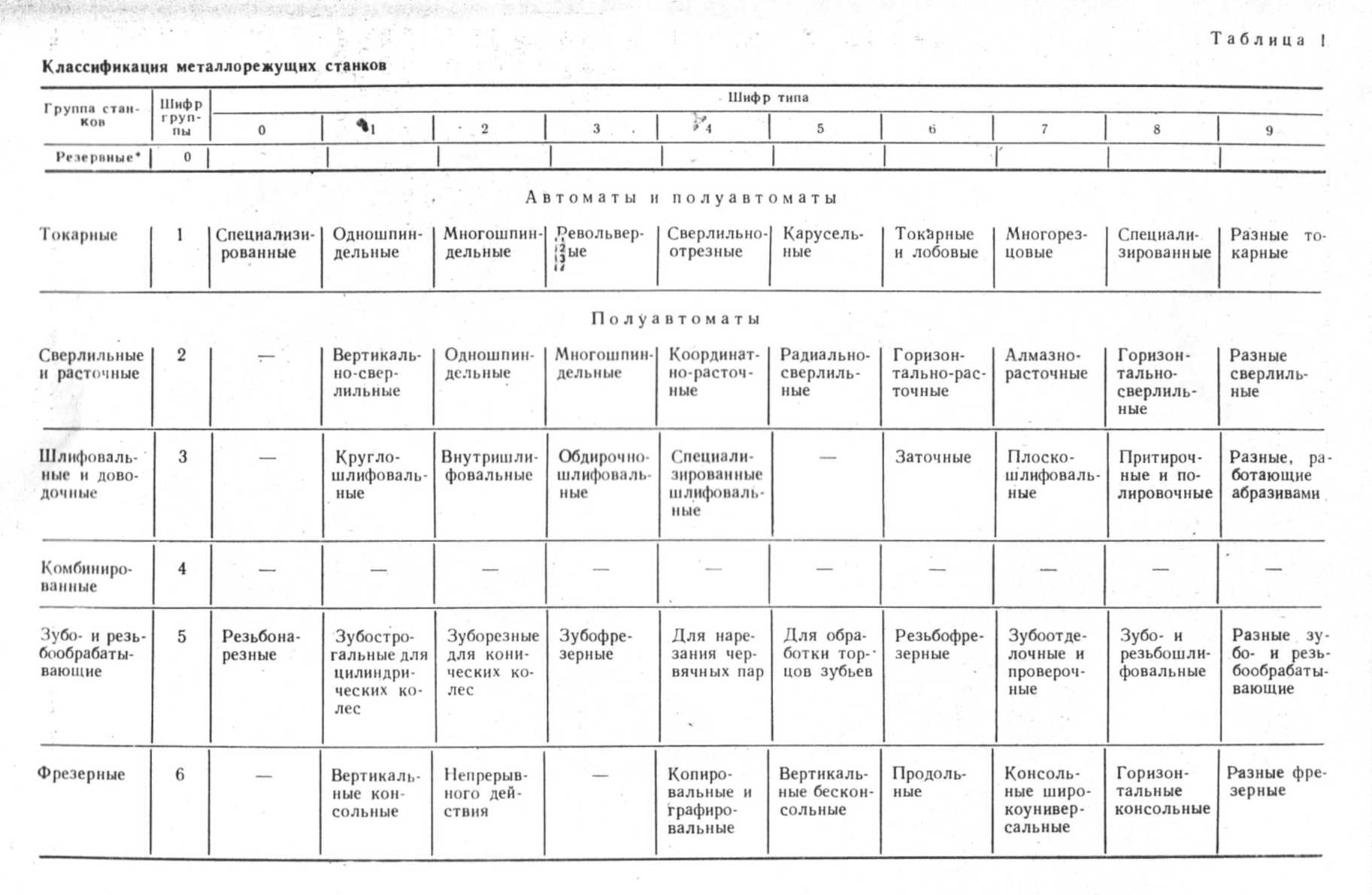
Классификация. Станкостроительная промышленность выпускает большое число металлорежущих станков, различных по назначению, конструкции, технологическим возможностям, универсальности, размерам и точности. Число разновидностей станков увеличивается, так как ежегодно появляются все новые и новые станки и модернизируются действующие. Для того чтобы было легче отличить один тип станка от другого, все серийно выпускаемые станки разделены на десять групп по виду выполняемой обработки или назначению. Кроме того, каждая группа разделена на десять типов по назначению, конструктивной особенности (компоновке, числу шпинделей и др.), универсальности, степени автоматизации, точности, виду применяемого инструмента.
По степени универсальности металлорежущие станки делят на следующие группы: универсальные - на них выполняют разнообразные операции на деталях широкой номенклатуры в индивидуальном и мелкосерийном производствах, а также используют при ремонтных работах; станки, предназначающиеся для выполнения большого числа разных работ, называют широкоуниверсальными; широкого назначения — станки, на которых выполняют ограниченное число различных операций с широкой номенклатурой деталей, их используют преимущественно в
мелкосерийном производстве; специализированные — предназначены для обработки однотипных деталей разных размеров в крупносерийном и массовом производствах; специальные — обрабатывают детали одного типоразмера, их используют только в массовом производстве.
По весу, зависящему от габаритных размеров, станки делят на легкие — 10 кН, средние — до 100 кН и тяжелые— свыше 100 кН. Тяжелые станки бывают крупными — от 100 до 300 кН, собственно тяжелыми — 300 кН — 1 МН и особо тяжелыми (уникальными) — более 1 МН.
По степени точности станки делят на классы: Н — нормальной точности, П — повышенной точности, В — высокой точности, А — особо высокой точности, С — особоточные (мастер-станки). Станки классов В, А и С эксплуатируются в специальных термоконстантных помещениях, в которых автоматически регулируются температура и влажность воздуха.станка (например, высоту центров для токарно-винторезных станков, диаметр сверления отверстия для сверлильных). Буква после первой или второй цифры указывает, что станок модернизирован, а буква, стоящая после цифр, — модификацию (видоизменение)
базовой модели станка. Например, модель токарно-револьверного одношпиндельного автомата с макс Обозначение. Принято цифровое и цифробуквенное обозначение модели станка.Оно состоит из 3-4 цифр и одной двух букв,первая цифра обозначает номер группы, вторая тип, последняя - характеризует один из важнейших технологических параметров станка(его главный размер, например,высоту цетров для токарно-винторезных танков, диаметр сверления отверстия для сверлильных). Так, модель токарно-револьверного

|
одношпиндельного автомата с максимальным диаметром обрабатываемого прутка 24 мм будет иметь обозначение — 1124, а 1Б124 — его модификацию (в станке изменена конструкция привода). Базовую модель токарно-винторезного станка с высотой центров 200 мм обозначают 16К20, а его модификацию — токарный станок с высотой центров 200 мм с ЧПУ обозначают 16К20ФЗ. Здесь буква Ф показывает наличие числового программного управления в станке.
Для обозначения специальных и специализированных станков заводом - изготовителям присваивается индекс из одной или двух букв, после которого ставится номер модели станка, например, специализированный станок для обработки реек Егорьевского станкостроительного завода «Комсомолец» обозначают ЕЗ-9.
Характеристика. Рассмотрим характеристики станков нескольких групп.
Токарные станки. Детали на этих станках обрабатывают преимущественно точением (при вращении заготовки и поступательном движении резца). Однако на них применяют и другие виды обработки — сверление, развертывание, накатывание рифленых поверхностей, шлифование и т. п. При обработке детали несколькими инструментами один инструмент последовательно заменяют другим. Наибольшее распространение получили токарно-винторезные, револьверные, одно- и многошпиндельные автоматы. Универсальные токарно-винторезные станки нормальной точности предназначены для точения деталей, образованных поверхностями вращения, нарезания резьб; их используют в единичном и мелкосерий-
 щью можно получить точность обработки по 7—8-му квалитетам.
щью можно получить точность обработки по 7—8-му квалитетам.
В табл. 2 приведены основные техни-
ческие характеристики наиболее рас-
пространенных токарно-винторезных
станков, выпускаемых заводом «Крас-
ный пролетарий» им. А. И. Ефремова:
16К20 — базовый станок нормальной
точности; 16К20П — станок повышен-
ной точности; 16К20Г — станок нор-
мальной точности с выемкой в станине;
16К25 — облегченный станок нормаль-
ной точности с увеличенным диаметром
обработки.
На рис. 1. показан универсальный токарно-винторезный станок мод. 16К20, элементы и компоновка которого являются типовыми для токарно-винторезных и многих других станков. Подвижными элементами станка являются суппорт и фартук, а переустанавливаемым — задняя бабка и люнет. * Жесткая коробчатой формы станина 15 с закалеными шлифованными направляющими установлена на монолитном основании 16, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости. Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения. Выходной вал шпиндельной бабки через сменные зубчатые колеса 4 соединен с коробкой подач 3, обеспечивающей перемещение суппорта 10. Перемещение суппорта 10 может быть осуществлено от ходового вала при точении или от ходового винта при нарезании резьб. Для нарезания резьб повышенной точности предусмотрено непосредственное соединение ходового винта с выходным валом коробки подач3. Механические перемещения суппорта 10 осуществляют с помощью рукоятки фартука, направление поворота которой совпадает с направлением перемещения суппорта. Быстрые перемещения суппорта 10 включают дополнительным нажатием кнопки, встроенной в рукоятку. Фартук 12 оснащен механизмом отключения подачи, позволяющим обрабатывать детали по упорам при продольном и поперечном точении.
Примечание. Габаритные размеры станка од. 16К.20 при £ = 1400; мм 3195X1 196X1500 мм; асса станка 3225 кг.
Промышленность выпускает токарно-винторезные станки с межцентровым расстоянием до 12 500 мм для обработки

|
Рис. 1. Универсальный токарно-винторезный станок мод. 16К20:
/ —;передняя тумба 2 — ременная передача; 3 — коробка подач; 4 — коробка передач {сменные зубчатые колеса); 5 — шпиндельная бабка; 6 кнопочная станция; 7 — орган управления; 8 — мостик; 9 — люнет; 10 — суппорт; // — резцедержатель; 12 — фартук; 13 — предохранительный щиток; 14 — задняя бабка; 15 — станина; 16 — основание
деталей диаметром 160—1250 мм, но эти предельные параметры корректируются при составлении типажа металлорежущих станков.
Специализированные станки. Лоботокарные станки применяют в индивидуальном производстве для обработки заготовок больших диаметров (до 3200 мм) и небольшой длины. Особенность их конструкции состоит в том, что основание, имеющее продольные направляющие, на которых расположен суппорт, можно переставлять по плите в поперечном направлении. Это расширяет диапазон диаметров обрабатываемых деталей.
Токарные многорезцовые станки предназначены для обработки деталей типа ступенчатых валиков. Особенность обработки ступенчатого валика на токарно-многорезцовом станке одновременно семью резцами заключаются в том, что верхний суппорт 3 осуществляет только поперечные подачи sn, а нижний '4— продольные snp (рис. 2). Три резца, закрепленные в верхнем суппорте, производят выточку канавок и один резец — снятие фаски. Три резца, закрепленные на нижнем суппорте, обтачивают цилиндрические поверхности, причем левым и средним резцами обтачиваются различные участки одной поверхности (на рисунке суппорт показан в крайнем левом положении). Вращение заготовке 2 передается от двухкулачкового патрона /.
| Рис. 2.Схема обработки ступенчатого валика на токарно-многорезцовом станке |

|
| Рис.3. Токарно-револьверный станок - |
 Токарно-револьверные станки предназначены для многоинструментальной обработки партий деталей сложной конфигурации — из прутка и штучных заготовок. Характерной особенностью токарно-револьверных станков (рис. 3) является наличие продольного суппорта 6 с револьверной головкой 5, в которую устанавливают державки с инструментом. В резцедержатель поперечного
Токарно-револьверные станки предназначены для многоинструментальной обработки партий деталей сложной конфигурации — из прутка и штучных заготовок. Характерной особенностью токарно-револьверных станков (рис. 3) является наличие продольного суппорта 6 с револьверной головкой 5, в которую устанавливают державки с инструментом. В резцедержатель поперечногосуппорта 4 также устанавливают резец. В станке предусмотрена работа продольного и поперечного суппортов по упорам. Для этого продольный суппорт оснащен барабаном задних упоров 7, а поперечный — барабаном передних упоров 8.
Главное движение шпинделю передается от электродвигателя (на рис. 3 не показан) через коробку скоростей, вмонтированную в корпус передней бабки 3. Продольному и поперечному суппортам движение передается от шпинделя и коробки подач 2. Все механизмы монтируют на чугунной станине 1. Револьверные станки выполняют с многогранными и круглыми головками. Станки с круглой револьверной головкой поперечных суппортов не имеют. Поперечная подача инструментов в них осуществляется круговой подачей головки при медленном ее вращении.
Токарно-карусельные станки предназначены для обработки больших по весу и размерам деталей диаметром 800—25000 мм и 'высотой 800—500 мм. Карусельные станки имеют вертикальную компоновку, т. е. направляющие станины расположены вертикально, а стол с планшайбой — горизонтально. Такая компоновка облегчает загрузку заготовок и наблюдение за процессом обработки. При больших размерах карусельного станка, с диаметром обрабатываемой детали 25000 мм, стол устанавливают по высоте так, что его планшайба находится на уровне пола. Это также облегчает загрузку тяжелых деталей. Карусельные станки с диаметром обработки до 1500 мм делаются одностоечные, а свыше — двустоечные.
На рис. 4 показан двустоечный токарно-карусельный станок, который состоит из станины 1 с круговой направляющей, карусели 2 с планшайбой, стоек 3, соединенных поперечиной 7, траверсы 4, несущей вертикальный суппорт 6 с коробкой подач 5 и револьверный суппорт 8 (9—револьверная головка) с коробкой подач 10 (коробки подач 5 и 10 с независимым приводом), бокового суппорта 11 с коробкой подач 12.
На карусельных станках производят многоинструментальную обработку: боковым суппортом обтачивают наружные поверхности, вертикальным — наружные и внутренние, револьверным — внутренние поверхности, сверлят, зенкеруют, нарезают резьбу метчиком. С помощью специальных приспособлений можно фрезеровать и шлифовать.
Токарные автоматы и полуавтоматы используют в массовом и крупносерийном производствах для обработки заготовок сложной формы — из прутка и штучных заготовок. Зажим прутка осуществляют цанговыми патронами, а штучных заготовок (большие по размерам, литье, поковки) — универсальными кулачковыми патронами. Детали на этих станках обрабатывают многими инструментами, которые устанавливают на суппорте револьверной головки и в специальных приспособлениях (сверлильных, резьбонарезных и др.).
Высокая производительность этих станков достигается полной автоматизацией рабочих и холостых ходов и их частичным совмещением.

|

| Рис. 5. Вертикально-сверлильный станок мод. 2AI35. / — фундаментная плита; 2— стол; 3— шпиндель; 4— коробка подач; 5 — коробка скоростей; 6— станина (стойка с направляющими) |
.

