




Зміст
| ВСТУП | ||
| класифікація ФІЗИЧНИХ методів Дефектоскопії | ||
| 1.1. | Класифікація фізичних методів дефектоскопії | |
| 1.1.1. | Магнітна дифектоскопія | |
| 1.1.2. | Ультразвукова дифектоскопія | |
| 1.1.3. | Радіаційна-дефектоскопія | |
| 2. | МЕТОДИ НЕРУЙНІВНОГО КОНТРОЛЮ | |
| 2.1. | Радіаційний метод | |
| 2.2. | Ульттазвуковий метод | |
| 2.3. | Магнітопорошковий метод | |
| 2.4. | Капілярний метод | |
| 2.5. | Візуально-оптичний метод | |
| 2.6. | Вихрострумовий метод | |
| ВИСНОВОК | ||
| СПИСОК ЛІТЕРАТУРИ |
ВСТУП
При сучасному рівні розвитку виробництва, постійно зростають вимоги до надійності та безпеки експлуатації складних та дорогих інженерних споруд та технічних систем вимагають проведення повного контролю якості продукції. Це тягне за собою підвищення вартості продукції. Але й економити на контролі вартості продукції не варто, це може мати фатальні наслідки та призвести до великих аварій та екологічних катастроф, збитки від яких можуть бути дуже великими. Тому провідні держави світу витрачають значні кошти на контроль якості промислової продукції – в середньому 1-3% від вартості продукції і до 12-18% в таких галузях як літакобудування, атомна енергетика, ракетобудування.
Відомо, що для контролю якості продукції найбільш ефективним є застосування неруйнівного контролю (НК). У загальному розумінні неруйнівний контроль (НК) – це сукупність методів, технічних засобів та методик їх застосування для визначення показників якості матеріалів та виробів без порушення їх властивостей та функціонування. НК базується на взаємодії об’єктів контролю (ОК) з речовинами або фізичними полями різної природи і подальшому аналізі змінених характеристик поля чи ОК або аналізі тих фізичних явищ, які супроводжують процес такої взаємодії. НК здійснюється за умов, які гарантують збереження якості матеріалів та відсутність порушень функціонування виробів після їх контролю.
Унаслідок недосконалості технології виготовлення або в результаті експлуатації в тяжких умовах у виробах з'являються різні дефекти — порушення щільності або однорідності матеріалу, відхилення від заданого хімічного складу або структури, а також від заданих розмірів. Дефекти змінюють фізичні властивості матеріалу (щільність, електропровідність, магнітні, пружні властивості і ін.). У основі існуючих методів Д. лежить дослідження фізичних властивостей матеріалів при дії на них рентгенівських, інфрачервоних ультрафіолетових і гамма-променів, радіохвиль, ультразвукових коливань, магнітного і електростатичного полів і ін.
Мета дисципліни полягає у вивчені фізичних основ різних методів неруйнівного контролю, встановлення відповідності показників якості матеріалів і виробів вимогам придатності їх використання за призначенням сучасними методами діагностики і дефектоскопії.
Програма курсу охоплює основні види сучасних методів неруйнівного контролю, які найбільш широко використовуються в практиці виробництва: радіаційний, акустичний, магнітний, вихреструмовий, проникаючими речовинами (капілярний і течієшукання), тепловий, оптичний, а також використання методів неруйнівного контролю для визначення фізико-механічних і структурних властивостей матеріалів.
КЛАСИФІКАЦІЯ МЕТОДІВ ДЕФЕКТОСКОПІЇ.
Класифікація фізичних методів дефектоскопії.
Магнітна дефектоскопія.
Перш ніж рейки покладуть на шпали, їх уважно вивчають за допомогою спеціального дефектоскопа (від латинського «дефект» - «недолік» і грецького «скопео» - «дивлюся») - пристрою, що дозволяє виявити дефекти у виробах з різних металевих і неметалевих матеріалів без їх руйнування. Чи немає у виробі яких-небудь тріщин, раковин в глибині або інших дефектів, які можуть призвести до аварії, - все це з'ясує дефектоскоп. Адже навіть незначна тріщина, чи не видима неозброєним оком, може привести до руйнування виробу.
Отож одним з фізичних методів дефектоскопії є магнітна дефектоскопія.
Магнітна дефектоскопія заснована на розходженні магнітної проникності різних середовищ. Порушення суцільності металу (пора, раковина, непровар, тріщина), неметалеві включення являють собою області з досить малою магнітною проникністю і тому можуть бути виявлені у виробах з феромагнітних матеріалів. При намагнічуванні подібних виробів поблизу дефектів спостерігаються збурення магнітного потоку, його однорідність порушується через огинання силовими лініями перешкод, а в деяких випадках (що виходить на поверхню тріщина, підповерхневий дефект) з'являються потоки розсіяння (рис. 1.2.1.1.).

Рис. 1.2.1.1. Рисунок, що ілюструє порушення однорідності магнітного потоку поблизу дефектів і утворення полів розсіювання.
При цьому для намагнічування контрольованого вироби виявляються достатніми магнітні поля напруженістю 8 - 16 кА/м, а в ряді випадків (для матеріалів з коерцитивною силою більше 1,6 кА/м) можна використовувати і залишкову намагніченість. Таким чином, виявлення дефектів методами магнітної дефектоскопії фактично зводиться до виявлення полів розсіювання або ділянок поверхні виробу з підвищеною щільністю магнітного потоку. На практиці частіше застосовують магнітопорошковий, індукційний і магнітографічний методи виявлення дефектів.
Магнітопорошковий метод призначений для виявлення поверхневих і підповерхневих (на глибині до (1,5... 2) мм) дефектів типу порушення суцільності матеріалу: тріщини, волосовини, розшарування, непроварка стикових зварних з'єднань, закатів і т.д.
Магнітні частинки порошку, потрапляючи в поле дефекту під дією електричного струму, намагнічуються і в результаті притягаючою силою переміщаються в зону найбільшої неоднорідності магнітного поля. Порошинка, притягуючись один до одного, шикуються в ланцюжки, орієнтуючись по магнітним силовим лініям поля і накопичуючись, утворюють характерні малюнки у вигляді валиків, по якими судять про наявність дефекту.
Цим методом можна контролювати вироби будь-яких габаритних розмірів і форм, якщо магнітні властивості матеріалу (відносна максимальна магнітна проникність не менше 40) дозволяють намагнічувати його до ступеня, достатньої для створення поля розсіювання дефекту, здатного притягати частинки феромагнітного порошку.
Магнітопорошковий метод - це метод неруйнівного контролю поверхонь виробів з феромагнітних матеріалів в їх виробництві та експлуатації, суть якого така: магнітний потік у бездефектної частини виробу не змінює свого напрямку; якщо ж на шляху його зустрічаються ділянки із зниженою магнітною проникністю, наприклад дефекти у вигляді розриву суцільності металу (тріщини, неметалічні включення і т.д.), то частина силових ліній магнітного поля виходить з деталі назовні і входить у неї назад, при цьому виникають місцеві магнітні полюси (N і S) і, як наслідок, магнітне поле над дефектом. Так як магнітне поле над дефектом неоднорідне, то на магнітні частинки, що потрапили в це поле, діє сила, прагнуча затягнути частинки в місце найбільшої концентрації магнітних силових ліній, тобто до дефекту. Частинки в області поля дефекту намагнічуються і притягуються один до одного як магнітні диполі під дією сили так, що утворюють ланцюгові структури, орієнтовані по магнітним силовим лініям поля.
Найбільша вірогідність виявлення дефектів досягається у випадку, коли площина дефекту становить кут 90 грдусів з направленням намагнічує поле (магнітного потоку). З зменшенням цього кута чутливість знижується і при кутах, істотно менших 90 грдусів дефекти можуть бути не виявлені.
Чутливість МПД визначається:
- магнітними характеристиками матеріалу контрольованого виробу (магнітною індукцією (В);
- залишкової намагніченістю (Br);
- максимальної магнітної проникністю (Ој max);
- коерцитивної силою (Н 0);
- шорсткістю поверхні контролю;
- напруженістю(намагнічує поле, його орієнтацією по відношенню до площини дефекту);
- якістю дефектоскопічних засобів і освітленістю контрольованої поверхні.
Індукційний метод заснований на явищі електромагнітної індукції.
При намагнічуванні вироби в змінному магнітному полі в місцях дефектів на його поверхні з'являються змінні поля розсіювання, які створюють індуктивну е. д. с. в котушці спеціального шукача (рис. 1.2.1.2.).
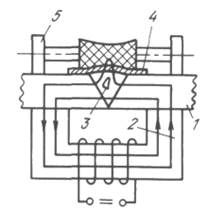
Рис. 1.2.1.2. Схема проведення контролю індукційним методом: 1 - виріб; 2 - електромагніт; 3 - дефект; 4 –шукач.
Сигнал про дефект у вигляді е.д.с. підсилюється і потрапляє на індикатор, яким може бути гальванометр, лампочка і ін.
Магнітографічний метод полягає у фіксації полів розсіювання на магнітній стрічці (виріб намагнічується при цьому в постійному магнітному полі) і у відтворенні зробленого запису дефектів за допомогою електронної трубки (рис. 1.2.1.3.).
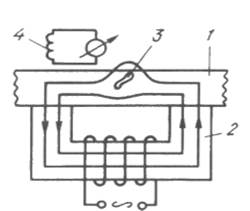
Рис. 1.2.1.3. Схема проведення магнітографічного контролю:
1 - виріб; 2 - електромагніт; 3 -дефекти; 4 - магнітна стрічка.
Важливим достоїнством магнітної дефектоскопії є можливість автоматизації процесу контролю; операція контролю легко може бути вбудована в технологічний процес виготовлення деталі. Проте, застосування цього методу обмежено по ряду причин: контролюються феромагнітні матеріали з товщиною стінки виробів не більше 16 мм; виявляються переважно об'ємні дефекти розміром не менше 5% товщини матеріалу і тільки ті тріщини, які виходять на поверхню виробу.
При магнітних методах контролю дефекти оцінюють як шляхом порівняння з еталонним зразком, так і шляхом безпосередніх обмірів дефектів, виявлених в результаті контролю (магнітопорошковий контроль).
Ультразвукова дефектоскопія.
Ультразвукова дефектоскопія заснована на здатності ультразвукових коливань відбиватися від кордону розділу двох середовищ, що мають різну щільність і включає реєстрацію відображених коливань, перешкодами для поширення яких в металі можуть з'явитися поряд з протилежною поверхнею виробу також різного роду дефекти.
Для дефектоскопії зазвичай застосовують коливання з частотою 1 - 5МГц, що дозволяє впевнено виявляти відображення ультразвукової хвилі від неоднорідностей, розмір розкриття яких в тисячі разів менше її довжини, а мінімальна площа складає 1 – 2мм.
Ультразвукові коливання мають високу спрямованість розповсюдження за законами геометричної оптики, а також вельми незначне загасання, яке в металах обумовлено головним чином розсіюванням і виявляється лише в досить крупнозернистих структурах (коли довжина хвилі і діаметр зерна сумірні) або при наявності великих включень.
Розрізняють поздовжні і поперечні ультразвукові хвилі. Завдяки явищу трансформації, яке відчуває ультразвукова хвиля при переході з одного середовища в інше, можна, змінюючи її кут падіння, забезпечувати поширення в контрольованому матеріалі або тільки поздовжньої, або поперечної ультразвукової хвилі, а, отже, керувати траєкторією поширення падаючої і відбитої хвилі в металі.
Для створення акустичного контакту між перетворювачем і виробом наносять шар рідини (води, мінерального масла, розчинів солей). Розрізняють прямий і похилий перетворювачі, які є джерелами відповідно поздовжніх і поперечних коливань, а також роздільно - суміщений, в якому розділені функції джерела і приймача поздовжніх ультразвукових хвиль. За величиною амплітуди додаткового імпульсу можна оцінити розмір дефекту, а з його видалення від початку розгортки - глибину залягання дефекту в металі. При використанні похилого перетворювача донне відображення ультразвукової хвилі шукачем не вловлюють, а фіксуються лише додаткові імпульси в тому випадку, якщо на шляху поширення хвилі зустрічається дефект.
При ультразвуковій дефектоскопії дефекти оцінюються шляхом порівняння результатів визначення дефектів в контрольованому виробі і в еталонному зразку.
Можливості ультразвукової дефектоскопії для проведення неруйнівного контролю металевих виробів вельми широкі. Можна контролювати вироби практично необмежених розмірів (при товщині металу до 2 м), різної форми, виявляти як об'ємні, так і площинні дефекти, причому в останньому випадку незалежно від їх орієнтації у виробі.
Радіаційна дефектоскопія.
Всі методи радіаційної дефектоскопії засновані на відмінностях у поглинанні іонізуючих випромінювань середовищами з різною щільністю.
Присутність в контрольованому виробі внутрішніх дефектів призводить до зміни інтенсивності вихідного потоку випромінювання. Іншими словами, вихідний з контрольованого виробу потік випромінювання містить в собі інформацію про наявність або відсутність у ньому внутрішніх дефектів. Оскільки в зоні неоднорідності металів поглинання іонізуючого випромінювання відбувається в меншій мірі, пучок випромінювання, що пройшов по дефектній ділянці, на виході буде мати більш високу інтенсивність. Різниця в інтенсивності окремих зон вихідного потоку випромінювання може бути з високою чутливістю виявлено за допомогою рентгенівської плівки (методом радіографії), візуально на екрані (методом радіоскопіі) або за допомогою електричних сигналів (методом радіометрії).
В якості іонізуючого випромінювання використовують рентгенівське (рентгенівську дефектоскопію) або γ-випромінювання ізотопів (гамма-дефектоскопію). Обидва види випромінювання є різновидом електромагнітних хвиль, що розрізняються по довжині, причому із зменшенням довжини хвилі зростає енергія випромінювання Е і його проникаюча здатність.
В табл. 1.1. наведені використовувані в радіаційній дефектоскопії джерела випромінювання і проаналізовано можливості зазначених вище методів.
Табл.1.1. Основні характеристики джерел гамма-випромінювання.
| Показник | Радіоактивні ізотопи | |||
| Сo-60 | Cs-137 | Yr-192 | Tm-170 | |
| Період піврозпаду Енергія, МеВ Можлива контрольована товщина сталі, мм Чутливість, % | 5, 3 роки 1,33-1,17 10-250 4-6 | 30 років 0,662 10-20 - | 75 днів 0,2-1,06 5-100 1,5 | 129 днів 0,084 До 20 - |
Табл. 1.2. Області ефективного застосування джерел іонізуючого випромінювання в радіаційної дефектоскопії.
| Товщина контрольованого металлу, мм | Радіоактивні ізотопи | |||
| Fe | Ti | Al | Mg | |
| 1-12 10-70 25-100 25-200 | 2-25 20-120 50-170 100-340 | 8-100 45-250 95-300 190-550 | 20-200 65-300 130-420 280-820 | Туліум-170 Іридій-192 Цезій-137 Кобальт-60 |
Методи радіаційної дефектоскопії дозволяють виявляти найрізноманітніші дефекти в сталі і сплавах (переважно об'ємні типу пор, раковин, непроварів), а також тріщини, напрям яких в металі збігається з напрямком просвічування в діапазоні кутів 0 - 12°. При рентгенівському і гамма-контролі дефекти оцінюють шляхом обміру лінійних розмірів виявлених дефектів на рентгено- і гамма-плівках.

