




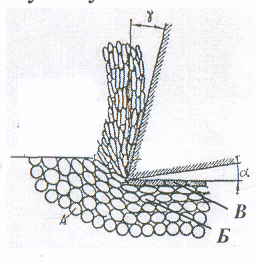
| Рис. 77. Упрочнение поверхностного слоя: А - недеформированный слой; Б - деформированный слой; В - наплавленный слой |
| g |
| a |
| А |
| В |
| Б |
Упрочнение поверхностного слоя повышает износостойкость, усталостную прочность и другие эксплуатационные свойства обработанной детали. Но это является вредным при ее обработке.
Тепловые явления при резании. При обработке резанием работа деформации срезаемого слоя, сил трения стружки о переднюю поверхность инструмента и о поверхность резания заготовки ведут к образованию тепла, которое отводится стружкой 8…25 % всей теплоты, заготовкой 10…50 %, инструментом 2…8 % и около 1 % рассеивается в окружающую среду.
Повышение температуры режущего инструмента снижает его твердость, теплостойкость и износостойкость. Наибольшее влияние на повышение температуры в зоне резания оказывает увеличение скорости резания, а наименьшее - увеличение глубины резания.
С повышением температуры заготовки и инструмента увеличиваются их размеры, что приводит к увеличению толщины снимаемого слоя и получения бракованных деталей.
Применение смазочно-охлаждающих жидкостей
Для уменьшения трения и охлаждения режущего инструмента и обрабатываемой детали при их обработке применяют смазочно-охлаждающие жидкости: водные растворы минеральных солей, эмульсии, растворы мыла, минеральные, животные и растительные масла, скипидар, керосин и др.
Смазочно-охлаждающие жидкости снижают трение, препятствуют образованию нароста на передней поверхности резца (налипанию частиц стружки), уменьшают степень шероховатости обработанной поверхности. Мощность, необходимая для снятия стружки, уменьшается на 10…15 %, резко возрастает стойкость режущего инструмента, повышается точность обработанной поверхности и уменьшается степень шероховатости.

