




Для дуговой сварки применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы постоянного тока и сварочные выпрямители - селеновые, германиевые и кремниевые.
При сварке переменным током используют преимущественно сварочные трансформаторы, которые применяются значительно чаще, чем источники постоянного тока. Сварочные трансформаторы более просты в изготовлении и эксплуатации, имеют небольшую массу и меньшую стоимость, а также обладают более высоким КПД и более долговечны.
Основные требования, предъявляемые к источникам сварочного тока. Источники сварочного тока должны обеспечить легкое зажигание
и устойчивое горение дуги, ограничивать ток короткого замыкания и быть безопасными в работе.
Величина напряжения, необходимого для зажигания дуги, называемого напряжением холостого хода, должна быть не ниже 30…35 В для источников постоянного тока, не менее 50…55 В для источников переменного тока и не должна превышать 80 В. Чаще напряжение находится в пределах 60…80 В. Для устойчивого горения открытой дуги в большинстве случаев достаточно напряжения 18…30 В.
Во время коротких замыканий электрода с изделием в момент зажигания дуги и переноса электродных капель через дуговой промежуток при сварке плавящимся электродом сопротивление сварочной цепи падает почти до нуля, а сварочный ток даже при незначительном напряжении сильно возрастает. Для ограничения тока короткого замыкания необходимо, чтобы с увеличением тока нагрузки напряжение на зажимах источника тока снижалось. Иначе нужно, чтобы источники тока имели так называемую падающую внешнюю характеристику 1 (рис. 57). Внешней характеристикой называется зависимость между напряжением на зажимах источника тока и током нагрузки, выраженная графически. Падающая внешняя характеристика обеспечивает устойчивый режим горения дуги. Он определяется точкой С пересечения падающей внешней характеристики 1 источника сварочного тока и жесткой статической характеристики 2 дуги. При случайном увеличении тока больше значения I св напряжение источника тока уменьшится (кривая 1), а это приведет к уменьшению тока до первоначального значения I св. С уменьшением тока меньше I св параметры тока и напряжения изменяются противоположно. Для питания дуги с жесткой характеристикой необходимо, чтобы источники тока имели падающую (крутую 3 или пологую 4) внешнюю характеристику. Для питания дуги с возрастающей статической характеристикой более пригодны источники тока с жесткой 5 или возрастающей 6 внешней характеристикой.
Однопостовые сварочные генераторы постоянного тока имеют падающую внешнюю характеристику, многопостовые – жесткую внешнюю характеристику.
Сварочные выпрямители имеют высокий КПД, небольшие размеры, легки и сравнительно дешевы; дают возможность плавно регулировать ток и обеспечивают устойчивое горение дуги. Они могут быть одно-
и многопостовыми.
Для ручной сварки применяют выпрямители с падающей внешней характеристикой, для полуавтоматической сварки в углекислом газе - выпрямители с жесткой или пологопадающей характеристикой.
Ручная дуговая сварка
Электроды для ручной дуговой сварки. Ручную дуговую сварку выполняют штучными электродами: при сварке по методу Бенардоса угольными или графитовыми диаметром 6…30 мм, длиной 200…300 мм, а при сварке по методу Славянова - металлическими диаметром 1,6…12 мм и длиной 150…450 мм.
Для сварки сталей электроды изготавливают из стальной сварочной проволоки по ГОСТ 2246-70, в котором приведено 77 ее марок.
Для повышения устойчивости горения дуги на электроды наносят стабилизирующие покрытия. В их состав входят соединения щелочных (калия, натрия) или щелочно-земельных (кальция) металлов, которые ионизируют дуговое пространство и тем самым увеличивают устойчивость горения дуги.
| Рис. 58. Схема плавления электрода с толстым покрытием |

| 5 |
| 1 2 3 4 |
| Направление сварки |
на электродные стержни 5 наносят толстые (качественные) покрытия 4 (рис. 58). В их состав входят, кроме стабилизирующих и клеящих (жидкое стекло), шлако- и газообразующие вещества и раскислители. Для сварки легированных сталей вводят легирующие элементы.
Шлакообразующие вещества оксиды (TiO2, SiO2, MnO), карбонаты (CaCO3, MgCO3) и другие, вносимые в покрытия, при плавлении покрытия образуют шлак, который покрывает сварочную ванну (сплав электродного металла 3 и металла шва 1),защищая ее от азота и кислорода воздуха. После остывания металла шва и шлака шлаковая корка 2 легко удаляется.
Газообразующие вещества - органические соединения: целлюлоза, древесная мука и др. при их сгорании вокруг дуги образуют газовое облако, защищающее расплавленный металл от взаимодействия с воздухом.
Для раскисления металла шва в покрытие вводят в виде ферросплавов марганец, титан, кремний, алюминий, которые обладают бóльшим сродством с кислородом, чем железо.
По составу покрытия делят на тонкие, в которые вводят только стабилизирующие и связывающие (жидкое стекло) компоненты. В состав толстого (качественного) покрытия входят все, перечисленные выше, вещества.
По назначению покрытые электроды делят на четыре группы:
для сварки сталей углеродистых (У), легированных (Л), теплоустойчивых (Т) и высоколегированных (В). Пятую группу составляют электроды для наплавки с целью создания поверхностных слоев с особыми свойствами (Н).
Выбор режима сварки. Основными параметрами режима ручной дуговой сварки являются диаметр электрода и сила сварочного тока.
Диаметр электрода зависит от толщины свариваемого металла и положения швов в пространстве. Чем больше толщина, тем больше диаметр электрода.
Сила сварочного тока в основном зависит от диаметра электрода.
Для диаметров 3…6 мм ее определяют по формуле
где I - сила сварочного тока, А;
d - диаметр электрода, мм;
k - коэффициент, равный 40…60 А/мм для электродов из низкоуглеродистой стали и 35…40 А/мм для электродов из высоколегированной стали.
| Рис. 59. Возможные пространственные положения швов при ручной сварке: а - нижнее; б - вертикальное; в - горизонтальное; г - потолочное |
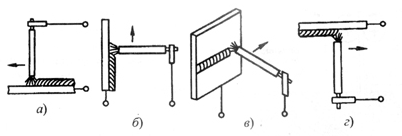
По положению в пространстве швы делят на нижние (рис. 59, а), вертикальные (рис. 59, б), горизонтальные (рис. 59, в) и потолочные (рис. 59, г).
| а б в г |
Наиболее удобно сваривать нижние швы, так как расплавленный металл не вытекает из кратера. Вертикальные и горизонтальные швы выполняют очень короткой дугой и электродами диаметром не более 5 мм. Потолочные швы сваривают самой короткой дугой и электродами диаметром не более 4 мм, что облегчает переход капли с электрода на изделие.

