




Горячую объемную штамповку выполняют на штамповочных молотах, прессах, горизонтально-ковочных машинах и специализированных машинах узкого назначения.
Штамповочные молоты предназначены для штамповки поковок разнообразной формы, преимущественно в многоручьевых открытых штампах.
Основным типом штамповочных молотов являются паровоздушные штамповочные молоты с массой падающих частей 630…25 000 кг. По прин-
ципу действия они подобны паровоздушным ковочным молотам, но имеют конструктивные отличия, обусловленные повышенными требованиями
к точности перемещения частей штампов.
Применяются также молоты гидравлические, фрикционные с доской
и бесшаботные паровоздушные. У последних вместо шабота установлена нижняя подвижная баба, соединенная с верхней бабой механической
или гидравлической связью. Они предназначены преимущественно
для штамповки крупных поковок в одноручьевых штампах.
| а |
| в |
Винтовые фрикционные прессы усилием до 6,3 МН применяют
для штамповки в открытых и закрытых штампах мелких поковок (до 20 кг) в мелкосерийном производстве.
Гидравлические прессы для штамповки с усилием до 750 МН применяют для штамповки крупных поковок.
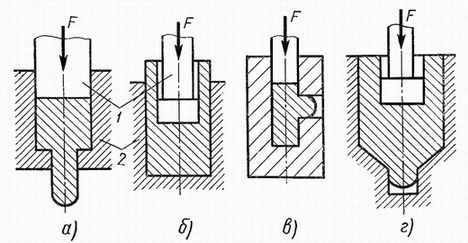
Штамповку на гидравлических прессах можно производить: в открытых штампах с образованием заусенца в плоскости разъема; в закрытых штампах, часто с разъемной матрицей (рис. 49, а); прошивкой в закрытой матрице (рис. 49, б), когда металл течет в кольцо, образуемое между пуансоном и стенками матрицы, навстречу направлению движения пуан-сона; протяжкой прошитых заготовок через кольца (рис. 49, в) или через вращающиеся ролики.
Гидравлические штамповочные прессы по принципу работы аналогичны ковочным.
На гидравлических прессах штампуют поковки типа дисков, коленчатых валов, различного рода рычагов, кронштейнов, сферических днищ, цилиндрических стаканов, крупногабаритные панели и рамы из легких сплавов в самолетостроении. Исходной заготовкой является прокат (в том числе листовой) и полуфабрикат ковки.
Штамповку на кривошипных горячештамповочных прессах с усилием 6,3…100 МН используют для получения поковок различной формы из сортового или периодического проката в открытых и закрытых штампах, в том числе выдавливанием.
Жесткость прессов выше, поэтому на них можно применять штампы с направляющими колонками: нет смещения штампов, точнее поковки. Отсутствие ударов дает возможность применять закрытые и сборные штампы.
Штамповка на кривошипных прессах обеспечивает высокую производительность, точность поковок по сравнению со штамповкой на молотах и дает возможность уменьшения штамповочных уклонов.
| а |
| б |
| в |
| г |
Горизонтально-ковочные машины (ГКМ) предназначены для штамповки высадкой деталей, которые не требуют штамповки по всей длине,
а также для прошивки. Горизонтально-ковочные машины создают усилие до 31,5 МН. Основные операции при штамповке на ГКМ - высадка, прошивка и пробивка.
На горизонтально-ковочных машинах в основном штампуют поковки типа стержня с фланцем, кольца или стакана (рис. 49, а). Так как штамп состоит из трех частей – неподвижной 2 и подвижной 5 матриц и пуансона 4 (см. рис. 49, а), напуски на поковках и штамповочные уклоны малы или отсутствуют.
Исходным материалом для штамповки
на ГКМ обычно служит прокат круглого сечения.
Точность поковок и производительность штамповки не ниже, чем в случае использования кривошипных горячештамповочных прессов. Однако, горизонтально-ковочные машины менее универсальны (по сравнению с молотами и прессами), имеют более высокую стоимость.
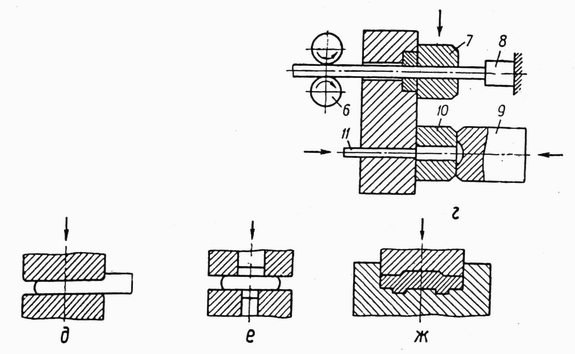
На рис. 50 представлена схема штамповки изделия на ГКМ. Пруток 1 нагретым концом укладывается в неподвижную половину 2 матрицы до упора 3. Пуансон 4 в это время находится в правом крайнем положении (рис. 50, а). Далее подвижная часть 5 матрицы зажимает пруток, образуя полость для деформации выступающей части прутка; при этом упор 3 автоматически переходит в другое положение (рис. 50, б). Затем пуансон движением в направлении стрелки деформирует конец прутка (рис. 50, в) до тех пор, пока не образуется готовая поковка (рис. 50, г). После этого подвижная часть 5 матрицы и пуансона 4 отходят в первоначальное положение, а пруток с поковкой переносятся в следующий ручей, где их отделяют друг от друга.
Холодная штамповка
Холодной называют штамповку без нагрева заготовок. Ее разделяют на объемную и листовую.
Холодная объемная штамповка позволяет почти полностью исключить обработку резанием.
Основные виды холодной объемной штамповки: выдавливание, высадка, объемная формовка и калибровка (чеканка). Холодные объемные формовка, высадка и калибровка аналогичны соответствующим процессам горячей объемной штамповки, а холодное выдавливание - прессованию. Но они обеспечивают большую точность и более качественную поверхность деталей.
Листовой штамповкой называют процесс изготовления деталей
из листа, полосы или рулонного материала. Толщина деталей не превышает 10 мм.
Достоинства этого вида: высокая производительность; высокая точность штамповок.
Холодное выдавливание - процесс получения штамповок при пластическом течении металла в полости штампа. При холодном выдавливании заготовкой является штучная прутковая заготовка. При этом получается чаще всего готовая деталь, требующая незначительной обработки резанием. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штампах, рабочими частями которых являются пуансон и матрица.
Различают прямое, обратное и комбинированное выдавливание.
При прямом выдавливании (рис. 51, а) металл вытекает через отверстие в неподвижной матрице 2 в направлении движения пуансона 1. Удаляется деталь с помощью выталкивателя. Таким методом получают полые детали типа стержней с утолщениями и труб с фланцами (болты, клапаны и т.п.). При обратном выдавливании направление течения металла противоположно движению пуансона 1 (рис. 51, б). Таким методом получают полые детали с дном (корпусы труб, стаканы и т.п.). Штамповка деталей методом комбинированного выдавливания сопровождается течением металла в разных направлениях (рис. 51, в).
| Рис. 51. Виды холодной объемной штамповки |
Холодную высадку применяют при изготовлении болтов, гаек, шпилек, винтов, шурупов, заклепок, гвоздей, спиц и др. Исходной заготовкой служат проволока или прутки диаметром 0,5…38 мм.
Пруток или проволока 1 роликами 2 подается через матрицу 3
до упора 4 (рис. 51, г). Матрица перемещается на линию высадки, отрезая при этом заготовку от прутка. Высадка заклепки 5 осуществляется пуансоном 6, а удаляется она из матрицы выталкивателем 7. Холодную высадку выполняют на специальных холодновысадочных автоматах.
| 1 |
| 3 |
| 4 |
| 5 |
| 6 |
| 7 |
| 2 |
| 1 |
| 2 |
| F |
| F |
| F |
| а б в г |
| д е ж |
| F |
| 1 |
Холодную формовку применяют для изготовления сложных по форме деталей с площадью горизонтальной проекции до 5000 мм2 и высотой
до 25 мм (рис. 51, д, е, ж). Ее производят в открытых и закрытых штампах. Исходной заготовкой обычно является штучная заготовка из сортового или листового проката, полученная горячей штамповкой либо точным литьем.
Чеканкой получают выпукло-вогнутый рельеф на поверхности детали за счет незначительного перемещения металла под штампом, применяется в производстве монет, жетонов, медалей и т.п.

