




Термическая обработка – это процесс нагрева, выдержки и охлаждения сплавов с целью изменения их структуры и получения нужных свойств.
Основные виды термообработки:
1) Отжиг – это процесс нагрева, выдержки и медленного охлаждения (охлаждение - 100…2000С в час).
Различают: Диффузионный, Рекристализационный, Отжиг для снятия внутренних напряжений, Полный и Неполный
а) диффузионный отжиг – Тн=1100-12000С, выдержка 15-20 часов, медленное охлаждение
Применяют для легированных сталей, для уменьшения внутренних дефектов, выравнивания химического состава;
б) рекристаллизационный отжиг – Тн= 650-700 0С, выдержка, медленное охлаждение
Применяют как промежуточную операцию для снятия наклепа между операциями холодного деформирования;
в) отжиг для снятия внутренних напряжений – Тн= 550-6500С, выдержка, медленное охлаждение.
Применяют для отливок, сварных изделий с целью устранения внутренних напряжений в изделиях.
г) полный отжиг – Тн= (30-500С) +Ткр (л. GS), выдержка, медленное охлаждение
Применяют для доэвтектоидных сталей. Измельчается зерно, что обеспечивает высокую ударную вязкость и пластичность.
д) неполный отжиг - Тн= 730-7500С ( л. PSK), выдержка, медленное охлаждение
Применяют для получения зернистой формы перлита вместо пластинчатой. Сталь приобретает низкую прочность, твердость.
2) Нормализация – заключается в нагреве до температуры на 40…500С выше линии.GSE, выдержке и охлаждении на воздухе. В результате переохлаждения аустенита, при его распаде образуется мелкозернистая структура, что повышает механические свойства сплавов (твердость, прочность по сравнению с отожженной) Нормализация может быть предварительным или заключительным видом термообработки.
 Для средне- и высокоуглеродистой стали применяют вместо закалки и отпуска.
Для средне- и высокоуглеродистой стали применяют вместо закалки и отпуска.
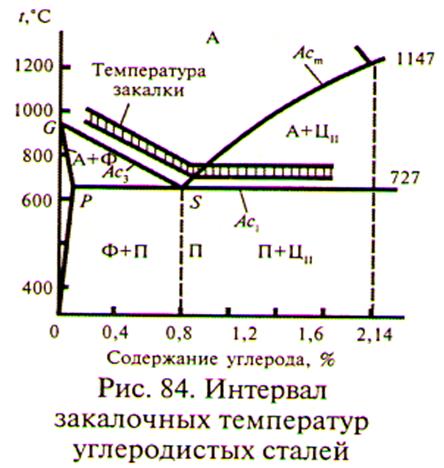
3) Закалка – Тн= на 30-500С выше Ткр, выдержка, резкое охлаждение (обычно более 160 0С в секунду).
- полная закалка - для доэвтектоидных сталей - Тн =(30-500С) выше л. GS
- неполная закалка – для заэвтектоидных сталей - Тн =30…500С выше линии SK
При охлаждении сталей со скоростью выше критической, происходит бездиффуззионное g - a превращение, при этом избыточный растворённый углерод не успевает выйти из кристаллической решётки и искажает её превращая в тетрагональную. Зерно металла становится игловидным, резко повышается твердость и хрупкость сплава.
Полученную структуру называют мартенсит – пересыщенный твердый раствор атомов углерода в a - железе.
 Структура мартенсита неустойчивая и при нагревании способна распадаться.
Структура мартенсита неустойчивая и при нагревании способна распадаться.


Закалочные среды – вода, минеральное масло, водные растворы щелочей, водовоздушная смесь.
Наиболее распространена закалка в одном охладителе, но лучшие результаты получают закалкой в двух средах (обычно вода – масло).
Отпуск – выполняется после закалки, заключается в нагреве закаленной стали до температуры ниже Ткр =7270С и охлаждении на воздухе.
В зависимости от температуры нагрева различают:
а ) низкий отпуск – Тн= 250-2000С, при этом снижаются внутренние напряжения без значительного снижения твердости.
Применяют для режущего измерительного инструмента.
б ) средний отпуск – Тн= 350…5000С, при этом при этом мартенсит распадается с образованием тростита – структуры с высокой упругостью, выносливостью.
Применяют для пружин, рессор, штампов
в ) высокий отпуск – Тн= 500…680 0С, при этом мартенсит распадается с образованием сорбита – структуры с наилучшим соотношением прочности и вязкости.
Применяют для тяжелонагруженных деталей.
Улучшение стали – закалка с последующим высоким отпуском.


