




Первая часть работы: измерение радиационной температуры и расчет термодинамической температуры.
3.1. Объектом исследования является лампа накаливания, у которой измеряется температура вольфрамовой спирали.
3.2. Необходимые дополнительные принадлежности:
- трансформатор для подключения лампы к сети;
- ваттметр для измерения мощности тока в цепи лампы;
- труба с фланцем для центрирования пирометра относительно лампы;
- призмы для установки трубы.
3.3. Общая схема лабораторной установки показана на рис.2.
Лампа 4 включена в сеть питания через трансформатор 1. Переключатель 2 позволяет получить три разные значения напряжения, и, соответственно, три разные значения мощности, потребляемой током, которые измеряются ваттметром 3.
Для точного наведения телескопа пирометра 5 на спираль лампы служит труба 7 с фланцем 9; труба установлена в призмы 8. Регулировочные винты 10 позволяют центрировать пирометр относительно спирали. Для этой же цели предназначены регулировочные винты 11 и 12 кронштейна 13, на котором крепится лампа.
Температуру в градусах Цельсия показывает пирометрический милливольтметр 6, подключенный к пирометру.

Рисунок 2. Лабораторная установка для измерения температуры
нити накаливания радиационным пирометром.
Принципиальная схема радиационного пирометра с термоэлектрическим приемником излучения представлена на рис.3.
Излучение от объекта 1 через линзу 2 и диафрагму 3 фокусируется на горячие спаи термобатареи 4. Пирометрический вольтметр, показывающий термоэдс, градуируется в единицах температуры. Визирование телескопа пирометра на объект измерения осуществляется наблюдателем через оптическую систему, состоящую из диафрагмы 6, окуляра 7 и светофильтра 8. Резистор 9, который имеет хороший тепловой контакт с корпусом пирометра, применяется для коррекции температурной погрешности.

Рисунок 3. Схема радиационного пирометра
2. Вторая часть работы: расчет среднего значения излучательной способности воды и измерение температуры воды инфракрасным термометром.
Инфракрасные термометры линии Кельвин-компакт (рис. 4) применяются для контроля теплового режима оборудования, для точного измерения температуры в технологических процессах металлургии, машиностроения, нефтехимии, и т.д.
Основные характеристики Кельвин-компакт 1200:
Диапазон измерений………………………………………… -10…+1200 0С
Предел допускаемой абсолютной основной погрешности
при Т£100 0С…………………………………………………...±10С
относительной погрешности при Т³100 0С………………… ±(0,01Т)%
Показатель визирования……………………………………... 1:100
Диапазон установки излучательной способности………….0,01…1,00
Спектральный диапазон……………………………………...8…14 мкм
Предусмотрена автоматическая компенсация температуры окружающей среды.
Прибор имеет также функции измерения максимальной температуры неравномерно нагретой поверхности, сигнализации превышения порогового значения температуры и фиксации данных в памяти термометра.

Рисунок 4. Инфракрасный термометр Кельвин-компакт

Рисунок 5. Поле зрения Кельвин-компакт - 1200
Приемник термометра преобразует энергию ИК излучения, излучаемую поверхностью объекта, в электрический сигнал, который затем преобразуется в данные о температуре. Цифровая установка излучательной способности объектов обеспечивает точность измерения.
Следует учитывать, что индицируемая Кельвином температура будет не верна, если размер объекта меньше поля зрения - в этом случае прибор принимает излучение и от других объектов окружающей среды (рис. 5).
После включения прибора нажатием и удержанием кнопки включения зажигается лазерный целеуказатель и на цифровом табло индицируется установленная излучательная способность, после чего на табло выводится измеряемая прибором температура.
Задание на работу
4.1. Определить радиационную и термодинамическую температуру спирали лампы при различных значениях напряжения (мощности) пирометром ТЕПА-50Т.
4.2. Определить среднее значение излучательной способности воды и измерить температуру воды в сосуде инфракрасным термометром Кельвин-компакт 1200.
Порядок выполнения работы
Первая часть работы
5.1 Установить различные значения напряжения, зафиксировав при этом значения мощности, потребляемой током Р.
5.2. Для каждого значения мощности измерить радиационную температуру Тр
5.3. По формуле  вычислить для каждого значения Тр термодинамическую температуру Т.
вычислить для каждого значения Тр термодинамическую температуру Т.
e - коэффициент излучательной способности; принять e = 0,4
Все полученные данные занести в таблицу 1 бланка отчета (п.6).
Вторая часть работы
5.4 Измерить температуру воды в емкости жидкостным термометром. Включить Кельвин-компакт и подобрать значение излучательной способности e так, чтобы прибор показал известную температуру воды. Опыт повторить трижды для разных температур, после чего рассчитать среднее значение излучательной способности  .
.
5.5 Провести ряд измерений температуры воды. Для этого в режиме «Измерение температуры» установить полученное среднее значение излучательной способности и использовать его для дальнейших измерений.
Контрольные вопросы
1. Назовите основные характеристики теплового излучения.
2. Что называется интегральной излучательной способностью тела?
3. Какой закон излучения используется в радиационном пирометре?
4. Что такое радиационная температура?
5. Абсолютно черное тело и серое тело имеют одинаковую температуру. Какое из них излучает больше энергии?
Список использованной литературы
1. Измерения в промышленности: Справочник в 3-х частях. пер. с нем./ Под ред. Профоса П. - 2-е изд., перераб. и доп. - М.: Металлургия, 1990.- 492с., 384с.,344с.
2. Кузьмичев В.Е. Законы и формулы физики: Cправочник, - Киев: Наук. думка, 1989. - 864с.
3. Спектор С.А. Электрические измерения физических величин.: Методы измерений: Учеб. пособие для вузов.: Энергоатомиздат., 2007. - 320с.
Содержание отчета
Первая часть работы
1. Данные, полученные при измерении радиационной температуры, и результаты расчетов.
Таблица 1
| № п/п | Р Вт | Тр 0С | Т 0С |
3. Определение средних значений термодинамической температуры
; e = 0,4
Вторая часть работы
4. Данные, полученные при измерении температуры воды жидкостным термометром и определении излучательной способности.
Таблица 2
| Номер опыта | |||
| Температура воды Т по жидкостному термометру | |||
| Излучательная способность e |
5. Расчет среднего значения излучательной способности
6. Измерение температуры воды инфракрасным термометром
Таблица 3
| Номер опыта | ||||
| Температура воды Т по инфракрасному термометру |
Методические указания
к лабораторной работе № 3
ИЗУЧЕНИЕ ЗАКОНОМЕРНОСТЕЙ РАСПРОСТРАНЕНИЯ УЛЬТРАЗВУКА.
ОБНАРУЖЕНИЕ ВНУТРЕННИХ ДЕФЕКТОВ
В ИЗДЕЛИЯХ ИЗ МЕТАЛЛА
И ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ ИЗДЕЛИЯ С ПОМОЩЬЮ
УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
Цель и задачи работы
- изучение физических основ акустических методов неразрушающего контроля;
- изучение принципов действия ультразвуковых дефектоскопов;
- выявление внутренних дефектов в изделиях, измерение толщины детали.
Теоретические положения
2.1. Физические основы ультразвуковой дефектоскопии.
С помощью акустических методов в заготовках и изделиях, изготовленных практически из любых материалов, можно обнаруживать внутренние дефекты, представляющие собой нарушение сплошности, неоднородность структуры, дефекты склейки, пайки, сварки, и т.п. Акустические методы позволяют также измерять геометрические параметры, например, толщину при одностороннем доступе к изделию. К преимуществам контроля акустическими методами относятся:
- высокая чувствительность и практически мгновенная индикация дефектов;
- большая проникающая способность;
- возможность определения места и размера дефекта;
- простота и высокая производительность контроля.
Акустическими волнами называют распространяющиеся в упругом теле механические возмущения. При этом частицы среды не переносятся, а лишь совершают колебания относительно точек равновесия. В зависимости от частоты упругие колебания подразделяют на инфразвуковые (до 20 Гц), звуковые (20...2×104 Гц), ультразвуковые (2×104... 109 Гц), гиперзвуковые (свыше 109 Гц). При контроле акустическими методами используют, как правило, ультразвуковой диапазон.
Причина преимущественного использования ультразвуковых колебаний заключается в их относительно малой длине волны и, как следствие этого, относительной простоте их направленной передачи, возможности локализации энергии колебаний. Высоким частотам ультразвука соответствуют большие интенсивности, ультразвук устойчив к акустическим помехам.
Подобно свету, ультразвуковые волны могут образовывать строго направленные пучки; их распространение происходит по аналогии с законами геометрической оптики. В частности, это относится к законам отражения и преломления. Доля отраженной энергии тем больше, чем больше разница акустических сопротивлений сред (акустическое сопротивление равно отношению звукового давления к объёмной колебательной скорости; удельное акустическое сопротивление z = r × c, где r - плотность среды, с - скорость упругих волн).
Если продольная волна L (рис.1) падает на границу раздела двух твердых сред под углом, то отраженная и прошедшая волны трансформируются на продольные LL¢ , LL¢¢ и сдвиговые (поперечные) LS¢, LS¢¢ волны, распространяющиеся в первой и второй средах под разными углами.

а) б) в)
Рисунок1. Схема отражения и прохождения упругих волн
вблизи границы раздела двух сред
На рис.1, а a - угол падения, b¢ и g¢ - углы отражения, b и g - углы преломления (или углы ввода соответственно продольной и сдвиговой волн). При некотором значении a = aкр1 (1-й критический угол) преломленные продольные волны распространяются по поверхности, не проникая вглубь среды II (рис.1, б). При дальнейшем увеличении угла падения до a кр2 (2-й критический угол) по поверхности распространяются преломленные сдвиговые волны (рис. 1, в). Эти закономерности распространения упругих волн используют при проектировании искательных головок (датчиков) для контроля изделий акустическими методами.
2.2. Искательные головки (датчики)
Для возбуждения упругих колебаний используют пьезоэлектрические, магнитострикционные, электромагнитно-акустические преобразователи. Наибольшее распространение получили пьезоэлектрические преобразователи (ПЭП), представляющие собой пластину, изготовленную из монокристалла кварца или других материалов, обладающих пьезоэлектрическими свойствами. На поверхности таких пластин наносят тонкие слои серебра, служащие электродами, и поляризуют их в постоянном электрическом поле. При приложении к электродам переменного электрического напряжения пьезопластина совершает вынужденные механические колебания с частотой электрического напряжения (обратный пьезоэффект). При воздействии на пьезопластину упругих механических колебаний на её электродах возникает переменное электрическое напряжение с частотой воздействующих на пластину механических колебаний (прямой пьезоэффект). Если пьезоэлемент приложить к поверхности контролируемой детали, то в её материале будут возбуждаться и распространяться упругие волны. В зависимости от режима работы генератора их можно излучать непрерывно или в виде импульсов.
Для ввода упругих колебаний в контролируемую деталь и приема отраженных импульсов от дефектов, а также для предохранения пластины от повреждения и износа пьезопластину помещают в специальные устройства - искательные головки или датчики (ПЭП).
Устройство прямого ПЭП с плоской контактной поверхностью показано на рис.2. В конструкции головки предусмотрено демпфирование свободных колебаний пьезоэлемента путем приклеивания его к демпферу - массивному цилиндру из материала с высоким коэффициентом затухания упругих волн.
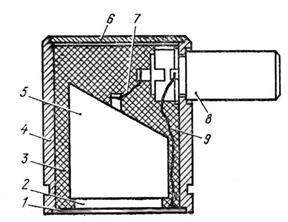
| 1 - защитное донышко; 2 - пьезоэлемент; 3 - заливочный компаунд; 4 - корпус головки; 5 - демпфер; 6 - диск-крышка; 7,9 - провода 8 - штырьковый разъем. |
Рис.2 Схема прямого ПЭП
Такие преобразователи предназначены для обнаружения дефектов, расположенных в плоскости, параллельной поверхности ввода УЗК.
Если подобные дефекты располагаются на небольшой глубине, то применяют раздельно-совмещенные преобразователи. Призматические (наклонные) преобразователирассчитаны на возбуждение волн, распространяющихся под различными углами к нормали (с учетом закономерностей, рассмотренных в разделе 2.1).
На рис.3 показаны возможные случаи расположения дефектов и соответствующие им ПЭП.
а) б) в)

| Рис.3. Выбор типа преобразователя в зависимости от расположения дефектов: а) прямая искательная головка; б) наклонная; в) раздельно-совмещенная |
2.3 Методы контроля.
Наиболее распространенными методами ультразвуковой дефектоскопии являются эхо-импульсный и теневой методы.
2.3.1. Эхо-импульсный метод контроля
Эхо-метод основан на регистрации эхо-сигнала, отраженного от дефекта. Кроме преимущества одностороннего доступа он также имеет наибольшую чувствительность к выявлению внутренних дефектов, высокую точность определения координат дефектов. Метод получил особое распространение при контроле сварных соединений с использованием наклонных преобразователей (рис.4).

Рис.4. Контроль эхо-методом:
1-генератор э/м колебаний; 2-усилитель отраженных колебаний;
3-индикатор; 4-объект контроля (шов); 5-преобразователь
При эхо-импульсном методе упругие колебания вводят в изделие в виде так называемых зондирующих импульсов, следующих один за другим через определенные промежутки времени. Если между донышком преобразователя и поверхностью детали будет воздушный зазор (неизбежный из-за микронеровностей поверхности), то от него отразится в донышко вся энергия упругих волн, так как акустические сопротивления этих сред (воздуха и твердого тела) значительно отличаются друг от друга. Для улучшения акустического контакта между преобразователем и проверяемым изделием наносят тонкий слой смазки, устраняя воздушный зазор. При этом удается ввести в изделие около 15 % излучаемой головкой энергии.
Если внутренний дефект отсутствует, то зондирующий импульс, пройдя сквозь толщу материала, отражается от противоположной (донной) поверхности изделия 1 (рис.5) и, возвращаясь, частично попадает на пьезоэлемент датчика 2.

Рисунок 5. Схема прозвучивания изделия эхо-импульсным методом
На отображающем устройстве дефектоскопа (им может быть экран электронно-лучевой трубки или дисплей в современных приборах) возникает донный импульс 5 (рис.5, а). При наличии дефекта 3 импульс отразится от него раньше, чем от противоположной поверхности детали. Между начальным 4 и донным импульсами возникает промежуточный импульс 6 (рис.5, б). Если дефект полностью перекрывает путь ультразвуковому пучку, то на экране будут наблюдаться только начальный импульс и импульс от дефекта (рис.5, в).
Так как время прохождения луча прямо пропорционально пройденному пути, а скорость ультразвуковых колебаний (УЗК) для данного материала есть величина постоянная, то горизонтальная линия на экране (развертка) определяет в масштабе глубину залегания дефекта. Расстояние от головки до дефекта:
L = cТ
Т – время распространения УЗК до дефекта, cоответственно 2Т – до дефекта и обратно;
c – скорость распространения УЗК.
Дефектоскопом обрабатываются только сигналы, находящиеся в пределах развертки.
Интенсивность отраженного импульса зависит от размеров дефекта и его ориентации относительно зондирующего пучка.
Таким образом, при эхо-импульсном методе полезными сигналами являются начальный (зондирующий) импульс, импульсы от донной поверхности и от дефектов. Возможно также появление сигналов-помех (ложных сигналов), обусловленных неисправностью дефектоскопа, датчика, неправильно выбранной чувствительностью, структурой материала, формой изделия, и т.д.
2.3.2. Теневой метод контроля
При теневом методе контроля о наличии дефекта судят по уменьшению амплитуды УЗК, прошедших от излучателя к приемнику. Чем больше размер дефекта, тем меньше амплитуда прошедшего сигнала. Излучатель и приемник ультразвука располагают при этом соосно на противоположных поверхностях изделия. Теневой метод можно применять только при двустороннем доступе к изделию.

Рис. 6. Контроль теневым методом:
1 – генератор; 2,4- ПЭП; 3 – сварной шов; 5 – индикатор; 6 – усилитель
2.3.3. Параметры, влияющие на эффективность ультразвуковой дефектоскопии. Настройка на заданную чувствительность.
Эффективность ультразвукового контроля определяется рядом факторов: частотой упругих волн, чистотой и формой поверхности контролируемой детали, способом ввода и приема УЗК, наличием мертвых зон. Правильный выбор частоты УЗК имеет большое значение для получения необходимой чувствительности при проведении контроля. С повышением частоты прозвучивания увеличивается направленность излучения и приема, благодаря чему возрастает доля отраженной от дефекта энергии. Однако с увеличением частоты повышается коэффициент затухания упругих волн в исследуемом объекте, ухудшаются условия их прохождения через поверхность ввода, увеличивается интенсивность отражений от границ зерен и неоднородностей материала, не являющихся дефектами. Под чувствительностью ультразвукового метода понимают минимальную эквивалентную площадь (в мм2) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.

Рисунок.7. Стандартный образец СО-2:
1- отверстие для определения угла ввода луча; 2 - отверстие для проверки мертвой зоны; 3 - преобразователь; 4 - блок из стали 20
Стандартные контрольные образцы для настройки на заданную чувствительность изготовляют из оргстекла и металла; искусственные отражатели имеют форму сверлений различного диаметра с плоским или сферическим дном, зарубок, пазов и т.д. Для определения условной чувствительности дефектоскопа по контрольному образцу преобразователи накладывают на одну из его граней так, чтобы центральный ультразвуковой луч был направлен перпендикулярно поверхности отражателя.
На рис. 7 показан образец для настройки при УЗ контроле сварных соединений.

