




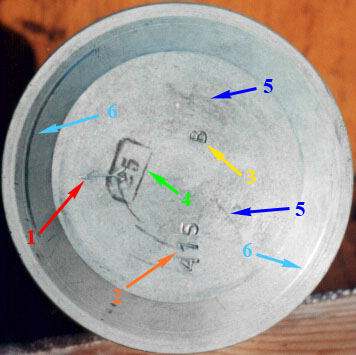
 Рис. 1. Вид поршня сверху (донце поршня). 1 - стрелка для правильной ориентации поршня в блоке (стрелка должна смотреть на цепь) 2 - вес поршня в граммах:-) (раньше указывали номер весовой группы) 3 - обозначение размерной группы 4 - какой-то штампик 5 - размашистая надпись карандашом 6 - следы от центрирования Рис. 1. Вид поршня сверху (донце поршня). 1 - стрелка для правильной ориентации поршня в блоке (стрелка должна смотреть на цепь) 2 - вес поршня в граммах:-) (раньше указывали номер весовой группы) 3 - обозначение размерной группы 4 - какой-то штампик 5 - размашистая надпись карандашом 6 - следы от центрирования
|
 Рис. 2. Местоположение стрелки на поршенe воронежского завода изготовителя. Рис. 2. Местоположение стрелки на поршенe воронежского завода изготовителя.
|
 Рис. 3. Чертеж поршня 1,8 л (диаметр 85 мм, ход 80 мм), под 93 бензин, вид сбоку. A - см. п. 13 B - см. п. 13 C - дырки для стока масла из маслосъемного кольца D - проточка глубиной до пальца (под палец не идет) см. п. 8 E - место измерения зазора между поршнем и гильзой Рис. 3. Чертеж поршня 1,8 л (диаметр 85 мм, ход 80 мм), под 93 бензин, вид сбоку. A - см. п. 13 B - см. п. 13 C - дырки для стока масла из маслосъемного кольца D - проточка глубиной до пальца (под палец не идет) см. п. 8 E - место измерения зазора между поршнем и гильзой
|
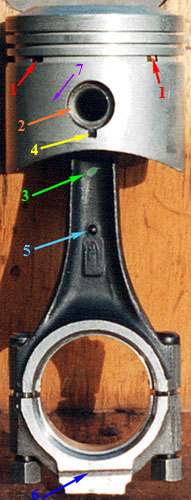 Рис. 4. Вид поршня (1,8 л под 93 бензин) с шатуном в сборе. 1 - дырки для стока масла из маслосъемного кольца 2 - поршневой палец 3 - цветовая метка размерной группы верхней головки шатуна (под палец) 4 - проточка глубиной до пальца (под палец не идет) 5 - метка-наплыв на шатуне, которые должны со стрелкой на поршне и с проточкой 6 на крышке шатуна смотреть в одну сторону 7 - место расположения стрелки у поршней воронежского завода
Рис. 4. Вид поршня (1,8 л под 93 бензин) с шатуном в сборе. 1 - дырки для стока масла из маслосъемного кольца 2 - поршневой палец 3 - цветовая метка размерной группы верхней головки шатуна (под палец) 4 - проточка глубиной до пальца (под палец не идет) 5 - метка-наплыв на шатуне, которые должны со стрелкой на поршне и с проточкой 6 на крышке шатуна смотреть в одну сторону 7 - место расположения стрелки у поршней воронежского завода
|
Начнем с поршней:
1. Если на донце поршня развесовка (стрелка 2 на рис. 1) и размерная группа (стрелка 3 на рис. 1) не выбиты, а поставлен штампики, то смело бейте этой ЦПГ по морде продавцу - движок гарантированно запорите. Это творение Винипуха (так его называют - живот у него большой). Он организовал в Туле кузнецу, где переплавляет алюминиевый лом. Естественно, никакой сплав он не получает (по крайней мере пока) - что наплавилось, из того и льет. А потому поршня часто плавятся в движке. Штампики, которыми напечатаны размер и развесовка, Винипух носит с собой в кармане. У него только 2 штампика: один - "А", другой "I", все в квадратной рамке.:-) По крайней мере пока. И поэтому, как я писал раньше, все такие поршневые и имеют только развесовку и размер А I.
2. Стрелка на поршне указывающая вперед (стрелка 2 на рис. 1) должна быть выбита на донце. Если она выплавлена около дырки пальца (см. рис. 2, а так же стрелка 7 на рис. 3 указывает это место), то так делает воронежский завод, а так же Винипух и может еще и некоторые другие кооперативы. Если это завод, то вполне возможно, что поршневая нормальная. Но УЗАМ так точно не делает. Кстати, говорят, что еще есть какой-то завод на Украине. Но я про него ничего не знаю.
3. Развесовка (стрелка 2 на рис. 1) и размерная группа (стрелка 3 на рис. 1) должны быть выбиты на донце поршня. Причем высота букв и цифр около 4 мм. Если высота около 2,7 мм, то это подделка. Брать нельзя. Вес поршня нынче обозначается на УЗАМе не номером весовой группы, а выбивается вес в граммах. Например, 414, 417. Размерная группа на УЗАМе обозначается буквами А, Б, В, Г, Д, а не цифрами и пр. Еще про это см. п. 13.
4. На донце поршня должны быть какие-то размашистые надписи карандашом (стрелки 5 на рис. 1). Это на заводе девки, кот. сидят на весах и приборах вначале вначале чиркают карандашом, а потом другие выбивают клеймом.
5. Все внешние поверхности поршня четкие ровные, безо всяких заусенцев и глубоких царапин. Покрыты ровным слоем олова (для притирки) однородного матово-белого цвета. Если сильно потереть пальцем, то появляется несколько иной цвет - стирается до дюраля. Внутренние поверхности оловом не покрыты, а потому цвет их несколько иной. Как правило, у кооперативных поршней цвет не ровный. УЗАМовский поршень имеет 4 прямоугольные дырки (место C на рис. 3 и стрелки 1 на рис. 4) под сток масла из маслосъемных колец. На рынке мне приходилось видеть вместо дырок длинные прорези и т.д. - это не УЗАМ. На УЗАМовских поршнях все дырки под маслосъемное кольцо, четкие, хорошо пробитые. Если дырки не до конца пробитые - спускайте поршень в унитаз - это лажа. У Винипуха почти всегда дырки недопробиты. Иногда продавцы их доковыривают ножичком. Собственными глазами видел такую процедуру:-).
6. Посадочное место в поршне под палец 2 (рис. 4) хорошо отполировано (почти блеск, но немного матовое) и не должно иметь никаких царапин или не до конца обработанные риски и шероховатости. Если риски или шероховатости - то же лажа. Скорее всего Винипух или еще какой-то вроде по слухам есть кооператив в Москве. В общем то же в унитаз. Они как раз там займут свое место - пока будут притираться к канализационной трубе, из которой потом сделают гильзы.:-))))))))))
7. Если перевернуть поршень юбкой кверху, то на внутренней стороне донца у заводских поршней можно увидеть кольцеобразный отпечаток (см. рис. 5) - как будто туда прижали и немного повращали поршневой палец. Этот отпечаток должен быть обязательно! А сверху донца поршня ближе к его краю можно увидеть кольцевой отпечаток (стрелки 6 на рис. 1 или место F на рис. 3), как будто поршень положили на чего-то круглое (диаметром несколько меньше диаметра гильзы) и повращали поршень. Это на заводе центрируют поршня. Если этих отпечатков нету - значит точно не заводские и никто их не центрировал!
8. На некоторых левых поршнях не хватает то ли дырок 4 (рис. 6), то ли прямоугольной выточки (место D на рис. 3 или стрелки 5 на рис. 6) - я уже точно не помню.
9. На _каждом_ УЗАМовском поршне, что я видел, краской нанесена (стрелка 1 на рис. 6) размерная группа отверстия под палец! А на всяких винипуховских не на всех есть краска, потому как никто их, естественно, не замеряет. Не забудьте, что палец, поршень и шатун должны подбираться друг под друга. Размерная группа поршня, пальца и шатуна указываются краской (см. рис. 6). Они должны быть либо одного цвета, либо из соседних групп, а через одну уже не допустимо. Последовательность групп от самого большого диаметра к самому маленькому следующая: красный, белый, зеленый, желтый (идут с шагом 0,0025 мм). То есть возможно следующее сочетание: поршень желтый, палец зеленый, шатун белый. Подбор пальца под поршень не так критичен, поэтому здесь подбирайте по цвету. А вот палец под шатун не достаточно только подбирать по цвету. Даже на родных УЗАМовских частенько бывают случаи, когда палец и шатун одного цвета, но палец либо почти клинит, либо он очень свободен. Поэтому надо еще проверять руками. Смазанный моторным маслом палец засунутый в шатун должен плотно входить во втулку шатуна под усилием большого пальца руки,

но поршневой палец в вертикальном положении не должен выпадать (без тряски) из шатуна, при этом палец должен свободно вращаться в шатуне от руки. А, если взять руками за торцы пальца, то шатун под собственным весом должен свободно качаться. Наличие никакого люфта не допустимо. Если есть вертикальный люфт, но нету горизонтального, то вам подсунули старые, ужа работавшие, шатуны. После того, как вы соберете поршень с шатуном, проверьте еще так. Возьмитесь за шатун и расположите его горизонтально и так, что бы и палец был горизонтально. Поршень под собственным весом должен опуститься.

Кстати, я заметил: если на левых ЦПГ краской указана размерная группа, то на всех поршнях и пальца один и тот же цвет. (это в ту же тему, что и сштамки "А I":-)) На УЗАМовских, как правило, внутри одной цилиндро-поршневой группы цвета не все одинаковые, причем частенько бывают поршни, у которых цвета различны со цветом пальца (из соседних групп). У меня, например, таких 2 было.
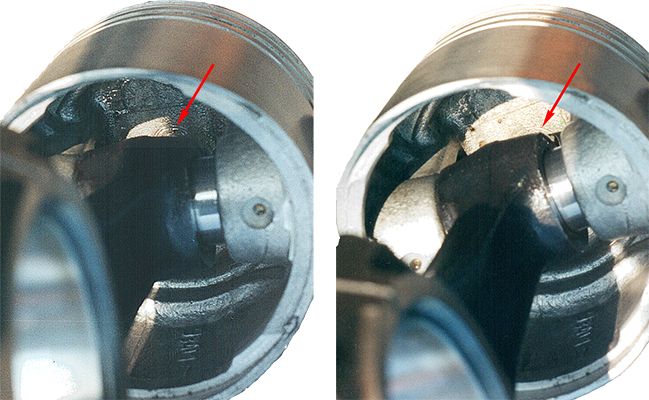
Рис. 5. Вид поршней снизу.
Стрелкой указан кольцеобразный отпечаток от центрирования на обратной стороне донца.
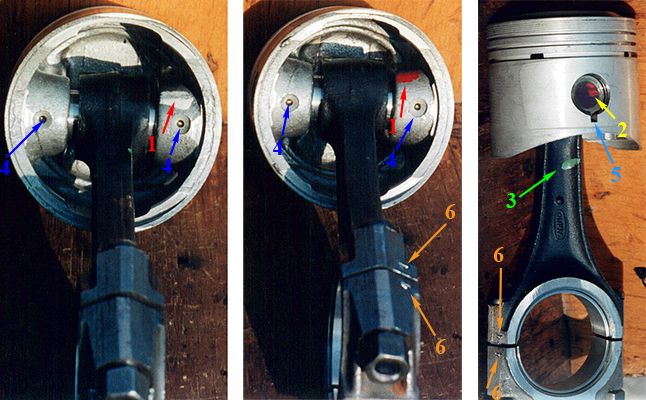
Рис. 6. Вид поршней снизу.
1 - цветовая маркировка размерной группы отверстия под палец
2 - цветовая маркировка размерной группы пальца
3 - цветовая метка размерной группы верхней головки шатуна (под палец)
4 - отверстия для смазывания пальца (при нагреве он вращается и в поршне)
5 - проточка глубиной до пальца (под палец не идет) см. п. 8
6 - номер шатуна в блоке по счету от цепи (проставляется только в том случае, если шатуны идут комплектом; в этом случае они уже подобраны по массе:-))
10. Если цена на всю поршневую группу (4 поршня + 4 гильзы + 4 пальца + 8 стопорных колец) от 700 до 1100 руб., то это полная лажа. Если цена от 1100 до 1400 руб, то это, возможно, и завод (например воронежский), но точно не УЗАМ. Для примера привожу цены в нижеуказанной палатке:
ЦПГ на 1,8 л, 93 бензин (4 поршня + 4 гильзы + 4 пальца + 8 стопорных колец) - 1700р.
Болгарские колечки на 1,8 л (4 верхних + 4 нижних + 4 маслосъемных) - 500р.
Коленвал на 1,8 л - 1700р.
Шатун - 250 р. за один.
Маховик на 2141 - 500 р.
Головка нового образца (вихревая) в сборе (1,5 - 2,0 л) - 4500 р.
Заводская прокладка под ГБЦ нового образца (выравнивающая температуру по цилиндрам) - 50р.
11. С внутренней стороны поршня на юбке четко пропечатано (при литье) УЗАМ (а не УЗАМ с индексом 2:-)) и номер детали. У меня, например, с одной стороны поршня "УЗАМ" (см. рис. 7), с другой (см. рис. 7) "3318 1004015 АК12ММгН". В принципе, вид и расположение этих обозначений, наверное, может меняться для поршней под другие объемы, бензины и для других годов выпуска, так как они выходят их под разных штампов.
 Рис. 7. Обозначение завода производителя (УЗАМ). Рис. 7. Обозначение завода производителя (УЗАМ).
| 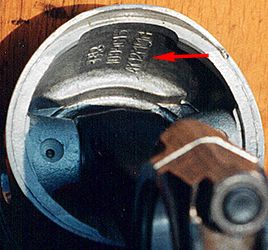 Рис. 8. Обозначение номера детали (3318 1004015 АК12ММгН). Рис. 8. Обозначение номера детали (3318 1004015 АК12ММгН).
|
12. Так же у меня на донце есть какой-то прямоугольный штампик (стрелка 4 на рис. 1) с номером 25, 32, 38 и т.д. - на разных поршнях по-разному. Наверное, что-то типа личного номера контролера, укладчицы и т.п. На всех УЗАМовских поршнях я это видел, но может на поршнях старых годов выпуска такого штампа и нету.
13. Так как мне на рынке неоднократно пытались вместо ЦПГ 1,8 в блок 1,5 под 93 бензин всучить другие, то привожу отличительные признаки. Диаметр гильзы и посадочное место рассказывать не буду - без меня знаете. Расстояние от верхнего
края канавки верхнего кольца до донца поршня (размер B на рис. 3) около 7,5 мм для поршней 1,8 и около 10 мм для поршней 1,7. У поршней 1,8 диаметр A (см. рис. 3) равен 61 мм, у поршней 1,7 - 50 мм. У всех поршней под 76 бензин возвышения дна (см. рис. 3) почти нету - ма-а-а-аленькая ступенька. Для поршней 1,8 кольца имеют несколько иную ширину, чем для 1,5. А именно (см. рис. 3): высота 1-го кольца 1,5 мм, второго 2 мм, маслосъемного 3 мм. Для поршней 1,8 сейчас выпускает кольца только Болгария (никто из наших не выпускает), зато очень хорошие кольцо. Никаких скребков и фасок на них нету, поэтому при установке кольца ориентируются так, что бы все надписи на кольцах смотрели наверх.
Я взял бумажку, и на краю бумажки ручкой отметил соответствующие размеры (а так же размеры правильных и лажевых цифр, см. п. 3) и просто ходил и прикладывал бумажку к поршням.
Вот она эта бумажка (файл measures.jpg тут же). Она сосканирована с разрешением 150 dpi, так что, если распечатать с таким разрешением, то вы получите правильные размеры.
Теперь про гильзы:
1. Наружный диаметр гильзы по верхнему ободку (размер A на рис. 9) должен быть 101,5 мм для гильзы 1,8 л. То есть толщина стенки в самом верху гильзы (толщина
верхнего ободка) должна быть 10,2 мм для гильзы 1,8 л. В принципе для другого литража толщина должна быть такая-же, плюс/минус 1,5 мм. Нижний ободок (на который опирается гильза) - точно такой же. Диаметр по середине гильзы - чуть больше 93,5 мм - не хватило губок штангель-циркуля померить точно:-) Мне приходилось видеть гильзы с более тонкими стенками (раза в полтора), причем продавец бил себя пяткой в грудь, что это заводские. УЗАМ точно такие не делает. И не надо пытаться их ставить на машину, не смотря даже на то, что они уже притерлись к тем поршням, которые вы спустили в унитаз. Их раздует сразу, как только на светофоре попытаетесь обойти спортивную ферари.

Рис. 9. Вид гильзы.
A - наружный диаметр гильзы
B - толщина стенки в самом верху гильзы (толщина верхнего ободка)
1 - верхний ободок гильзы
2 - нижний ободок гильзы
3 - центрирующий поясок гильзы
4 - какое-то клеймо - буква "R" к верх ногами
5 - маркировка размерной группы гильзы
6 - какой-то штампик
2. Внешний вид гильз должен внушать доверие.:-) Внутренняя поверхность абсолютно гладкая, без существенных рисок.
3. На каждой заводской гильзе сбоку четко нанесена краской полоса (стрелка 5 на рис. 9), обозначающая размерную группу. На лажевых гильзах не на всех эта полоса четкая, а на некоторых и вовсе нету.
4. На УЗАМовских гильзах внизу, на центрирующем пояске 6 (рис. 9) нанесен какой-то треугольный штампик, что-то типа "ОТК" - но разобрать я не смог. Но впринципе, не исключаю, что на гильзах старых годов выпуска такого штампа и нету.
5. Если поставить гильзу на ровную поверхность, засунуть в нее поршень в масле и отпустить (см. рис. 10), то поршень должен падать медленнее, чем если просто бросить на стол. При этом должен раздаваться характерный тихий свист.
 Рис. 10. Опускание поршня в гильзе в масле - один из способов проверки зазора между гильзой и поршнем. Только "кидать" поршень надо без шатуна (я просто уже поставил шатун, когда фотографировал - снимать нельзя). Рис. 10. Опускание поршня в гильзе в масле - один из способов проверки зазора между гильзой и поршнем. Только "кидать" поршень надо без шатуна (я просто уже поставил шатун, когда фотографировал - снимать нельзя).
|  Рис. 11. Проверка зазора между поршнем и гильзой. Рис. 11. Проверка зазора между поршнем и гильзой.
|
6. Если положить гильзу нижним центрирующим пояском кверху и полностью погрузить в нее поршень юбкой кверху, то щуп 0,03 мм должен свободно помещаться между юбкой поршня и гильзой (см. рис. 11); 0,04-0,05 мм должен влазить с небольшим усилием; 0,06-0,08 мм должно конкретно закусывать. По нормативам зазор должен быть в пределах 0,05-0,07 мм. Ни более плотная, ни более свободная посадка не допускается. Причем зазор должен быть примерно одинаковый по всей окружности - овальность не более 0,01 мм. Зазор нужен для того, что бы при нагреве, когда поршень расшириться, он не заклинил (гильза почти не расширяется, так как она охлаждается тосолом до 90 градусов). Измерять зазор между верхом поршня и гильзой бесполезно, он там очень большой (0,2-0,35 мм), так как здесь поршень нагревается значительно сильнее (до 900 градусов) и соответственно расширяется сильнее.
7. На внешней стороне гильзы должна быть вдавлена (при литье) буква "R". Если эта буква есть, то эту гильзу точно лили, а не вытачивали на токарном станке из какой-нибудь трубы. Но на старых УЗАМовских гильза такой буквы не было. Если этой буквы нету, то можно отличить лили ее или вытачивали так: если лили, то поверхность должна быть немного шероховатой. Ну, короче, сами знаете, как должна выглядеть поверхность выточенной и отлитой детали.
Теперь про коленвалы:
Коленвалы не подделывают, по крайней мере пока. Для производства коленвалов требуется линия общей длинной 3 км. Никто подобную линию еще пока не сделал. У каленвалов на 1,5 л как правило брака больше, так как используется оборудование 40-летней давности. У каленвалов на 1,7 л, 1,8 л брака очень мало. Покупайте в той палатке, что я указал (см. ниже), и там же можете попросить, что бы продавец проверил диаметр шейки. У него необходимый инструмент есть (если не отвез на дачу:-)). Но соостность шеек там не проверяют. Проверить соостность шеек можно самому. Вставте смазанных коленвал в блок и требуемым моментом закрутите все крышки коренных подшипником (при этом вкладыши, естественно, должны быть хорошие). Крутаните рукой коленвал. Он должен по инерции прокрутиться несколько оборотов. Если не так - соостность плохая.
Про шатуны:
Не знаю я, подделывают шатуны или нет. Я безо всяких поисков купил комплект в нижеуказанной палатке и все:-). 250 руб. за 1 шатун. Но, когда будете покупать не забудьте, что шатуны должны быть все одной весовой группы. Номер весовой группы выжигается на крышке шатуна внизу на квадратном основании (см. рис. 12). А так же не забудьте, что шатуны и пальцы подбираются друг под друга (про это см. п. 9 про поршни). Кстати, в указанной ниже палатке мне все подобрали (поршни - пальцы - шатуны).
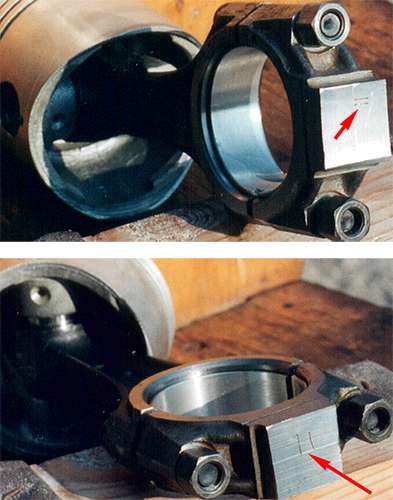
Рис. 12. Обозначение весовой группы шатуна.
Далее про медные прокладочки (кольца) под гильзы:
Нормальные прокладки я не смог нигде найти. Говорят, что их и нигде нету. Дело в том, что нормальные прокладки (по словам моториста из нижеуказанной палатки) должны иметь толщину 0,5 мм. Все продаваемы сейчас, имеют толщину 0,2 мм, 0,3 мм. Соответственно гильза опуститься на 0,3 мм, 0,2 мм ниже. Что, сами понимаете, сулит плохим уплотнением с головкой. На УЗАМе уже давно движки выпускают без этой прокладки - там просто в блоке посадочное место для гильзы делают на 0,5 мм выше и уплотняют герметиком. А по сей причине я оставил старые прокладки, а для герметичности (так как, можно сказать, она одноразовая), надо обязательно уплотнить любой нитрокраской по металлу.
А что ж плохого будет, если поставить эти тоненькие прокладки? Я тут недавно узнал - встретил москвичевода, который восстанавливая свою любимую авто, напичкивал ее только новыми деталями, а все старье выбрасывал. Через несколько сот км после капиталки у него появился тосол в масле. Пришлось разбирать движек до костей. Оказалось, эти самые тоненькие прокладки просто выдавились из-под цилиндров. То есть, у этих прокладок не только размер не соблюден, но и медь не соответствующая, слишком мягкая.

