




Игла  (рис. 132, а) прокалывает материал и проводит через него верхнюю нитку, опускаясь в нижнее положение. При подъеме игла образует из нитки петлю, которую захватывает носик челнока
(рис. 132, а) прокалывает материал и проводит через него верхнюю нитку, опускаясь в нижнее положение. При подъеме игла образует из нитки петлю, которую захватывает носик челнока  .
.

Рис. 132. Процесс образования челночного стежка
Затем игла (рис. 132, б) поднимается, а челнок , захватив носиком петлю верхней нитки, расширяет ее. Нитепритягиватель  , перемещаясь вниз, подает нитку челноку, который обводит ее петлю вокруг шпули
, перемещаясь вниз, подает нитку челноку, который обводит ее петлю вокруг шпули  (рис. 132, в).
(рис. 132, в).
Когда петля верхней нитки обведена вокруг шпули более чем на 180  (рис. 132, г), нитепритягиватель , поднимаясь вверх, затягивает стежок, а рейка
(рис. 132, г), нитепритягиватель , поднимаясь вверх, затягивает стежок, а рейка  перемещает материал, прижатый к ней лапкой
перемещает материал, прижатый к ней лапкой  или роликом, на величину стежка.
или роликом, на величину стежка.
Челнок (рис. 132, д) совершает второй оборот (холостой ход), а другие рабочие органы машины за это время успевают закончить свою работу.
По такому же принципу работают машины с качающимся челноком. Разница заключается лишь в том, что у таких машин холостой ход совершается с изменением направления движения.
Как видим, выполнение челночных стежков требует согласования работы всех исполнительных органов швейной машины во времени. Для примера рассмотрим циклограмму взаимодействия рабочих органов стачивающей машины 1022–А кл. за один оборот главного вала (игла в крайнем верхнем положении).
Прокол материала иглой (рис. 133, точка  ) начинается при повороте главного вала на 90–105 , что зависит от толщины стачиваемых материалов. Ушко иглы, расположенное на 4–4,5 мм выше острия, входит в материал при повороте главного вала в среднем на 110 .
) начинается при повороте главного вала на 90–105 , что зависит от толщины стачиваемых материалов. Ушко иглы, расположенное на 4–4,5 мм выше острия, входит в материал при повороте главного вала в среднем на 110 .
В крайнее нижнее положение (точка  ) игла подходит при повороте главного вала на 180 , после чего начинает подниматься.
) игла подходит при повороте главного вала на 180 , после чего начинает подниматься.

Рис. 133. Циклограмма работы исполнительных органов универсальной швейной машины за один оборот главного вала
В это время на ней образуется петля–напуск. Подъем иглы из крайнего нижнего положения, необходимый для образования петли, зависит от толщины и свойств материала и нитки и обычно составляет 2–3,5 мм. При этом главный вал повернется еще на 25–30 .
При повороте главного вала на угол 260 (точка  ) острие иглы выйдет из материала. Далее начнется холостой ход иглы. Таким образом, полный рабочий ход игла совершает при повороте главного вала на угол, равный 160 .
) острие иглы выйдет из материала. Далее начнется холостой ход иглы. Таким образом, полный рабочий ход игла совершает при повороте главного вала на угол, равный 160 .
Носик челнока начинает захватывать петлю иглы (точка  ) при повороте вала на 210 . При дальнейшем повороте челнока его носик расширяет петлю, захватывает и обводит ее вокруг шпуледержателя и находящегося в нем шпульного колпачка со шпулей. Обвод петли заканчивается при повороте главного вала на 320– 330 (точка
) при повороте вала на 210 . При дальнейшем повороте челнока его носик расширяет петлю, захватывает и обводит ее вокруг шпуледержателя и находящегося в нем шпульного колпачка со шпулей. Обвод петли заканчивается при повороте главного вала на 320– 330 (точка  ). Таким образом, рабочий ход челнока совершается за время поворота главного вала машины на 110 .
). Таким образом, рабочий ход челнока совершается за время поворота главного вала машины на 110 .
Когда носик челнока доводит петлю до половины шпульного колпачка, нитепритягиватель начинает быстро двигаться вверх и тянуть верхнюю нитку, что обеспечивает сброс петли с челнока (главный вал повернулся на 310 , точка  ). Этот процесс заканчивается при повороте главного вала на 20 (второй оборот). Второй оборот челнок делает вхолостую, а за это время нитепритягиватель окончательно затягивает стежок.
). Этот процесс заканчивается при повороте главного вала на 20 (второй оборот). Второй оборот челнок делает вхолостую, а за это время нитепритягиватель окончательно затягивает стежок.
В конце движения нитепритягивателя вверх происходит сматывание нитки с катушки, которое заканчивается при повороте главного вала (второй оборот) на 70 (точка  ). При опускании нитепритягивателя вниз происходит подача верхней нитки для образования следующего стежка. При этом главный вал поворачивается на 240 (с 70 до 310 ). Таким образом, рабочий ход нитепритягивателя (от момента сдергивания верхней нитки с челнока, вывода ее из челночного устройства до затягивания стежка) совершается при повороте главного вала на 120 .
). При опускании нитепритягивателя вниз происходит подача верхней нитки для образования следующего стежка. При этом главный вал поворачивается на 240 (с 70 до 310 ). Таким образом, рабочий ход нитепритягивателя (от момента сдергивания верхней нитки с челнока, вывода ее из челночного устройства до затягивания стежка) совершается при повороте главного вала на 120 .
Продвижение материала способствует окончательной затяжке стежка. Оно начинается при повороте главного вала на 10 (точка  ) и заканчивается при повороте его примерно на 95 (точка
) и заканчивается при повороте его примерно на 95 (точка  ). Обычно рабочий ход рейки производится за поворот главного вала на 50–60 .
). Обычно рабочий ход рейки производится за поворот главного вала на 50–60 .
Таким образом, образование челночного стежка складывается из следующих операций:
· прокалывание материала иглой и проведение нитки через материалы;
· образование иглой петли нитки;
· захват и расширение петли носиком челнока;
· обвод петли вокруг шпули;
· затягивание ниток стежка;
· продвижение материала на величину стежка.
Рассмотрим некоторые операции более подробно.
Проведение иглой нитки через сшиваемые материалы начинается, когда ушко иглы с заправленной в него ниткой подойдет к поверхности материала.
Верхняя игольная нитка  (рис. 134) проводится через материалы в форме сжатой вытянутой петли, состоящей из двух ветвей: короткой
(рис. 134) проводится через материалы в форме сжатой вытянутой петли, состоящей из двух ветвей: короткой  , расположенной со стороны короткого желобка, и длинной
, расположенной со стороны короткого желобка, и длинной  , расположенной со стороны длинного желобка. Для предохранения игольной нитки от перетирания о материал толщину ее нужно подбирать по игле (или толщину иглы по нитке). Диаметр нитки должен быть меньше ширины ушка и глубины длинного желобка.
, расположенной со стороны длинного желобка. Для предохранения игольной нитки от перетирания о материал толщину ее нужно подбирать по игле (или толщину иглы по нитке). Диаметр нитки должен быть меньше ширины ушка и глубины длинного желобка.
В длинный желобок иглы нитка поступает с катушки от нитепритягивателя, в короткий – со стороны стежка. По мере опускания иглы петля непрерывно увеличивается, но так как верхний конец нитки со стороны короткого желобка или закреплен предыдущим стежком, или зажат лапкой, удлинение ее происходит за счет перемещения нитки через ушко иглы со стороны длинного желобка.

Рис. 134. Проведение иглой нитки через сшиваемые материалы
Нитка проводится в отверстие прокола без перемещения в ушке до тех пор, пока не израсходуется ее напуск со стороны предыдущего стежка. Перемещение нитки относительно ушка иглы в сторону стежка происходит с большой скоростью при определенном соотношении натяжения нитки со стороны стежка  и нитепритягивателя
и нитепритягивателя  . Без перемещения в ушке иглы нитка протягивается до тех пор, пока ее натяжение со стороны стежка или, наоборот, со стороны нитепритягивателя не преодолеет силу трения
. Без перемещения в ушке иглы нитка протягивается до тех пор, пока ее натяжение со стороны стежка или, наоборот, со стороны нитепритягивателя не преодолеет силу трения  нитки в ушке, т. е. когда
нитки в ушке, т. е. когда  при
при  или
или  , а также когда
, а также когда  при
при  или
или  , где
, где  – коэффициент трения нитки об иглу;
– коэффициент трения нитки об иглу;  – угол обхвата иглы ниткой.
– угол обхвата иглы ниткой.
Нитка проводится через материалы с перемещением в сторону стежка, если  .
.
Среднее давление на нитку в ушке иглы:
 ,
,
где  – нормальная сила давления по всей поверхности трения;
– нормальная сила давления по всей поверхности трения;  – площадь соприкосновения нитки с поверхностью трения.
– площадь соприкосновения нитки с поверхностью трения.
Так как  , то
, то  ;
;  , где
, где  – радиус закругления граней ушка;
– радиус закругления граней ушка;  – толщина нитки;
– толщина нитки;  – поправочный коэффициент, учитывающий сплющивание нитки. Тогда:
– поправочный коэффициент, учитывающий сплющивание нитки. Тогда:
 .
.
Для предотвращения разрушения нитки необходимо, чтобы среднее давление на нее не превышало допустимого значения. Для улучшения условий протягивания нитки через материалы в ушке иглы не должно быть заостренных кромок.
В соответствии с формулой и учитывая, что нитка при прохождении через материалы огибает иглу в трех выступающих местах с углами обхвата  ,
,  и
и  , наибольшее среднее давление иглы на нитку будет у кромки короткого желобка:
, наибольшее среднее давление иглы на нитку будет у кромки короткого желобка:
 .
.
Приняв = 0,2; = 0,05 мм; =0,3 мм; = 1, находят  .
.
Снижение значения  наиболее эффективно за счет увеличения радиуса закругления граней ушка.
наиболее эффективно за счет увеличения радиуса закругления граней ушка.
Образование иглой петли нитки происходит при движении иглы из крайнего нижнего положения вверх. При этом нитка, заправленная в ушко, отходит в сторону, образуя петлю–напуск, которую затем захватывает челнок.
Образование петли в начальный период движения иглы основано на взаимодействии сил трения нитки о материал и об иглу и действии сил упругости  нитки (рис. 135). Затем проявляется действие нижней стенки ушка иглы, при этом возникает дополнительная сила давления
нитки (рис. 135). Затем проявляется действие нижней стенки ушка иглы, при этом возникает дополнительная сила давления  , действующая на нитку. Благодаря этой силе происходит увеличение размера петли и смещение ее в сторону короткого желобка.
, действующая на нитку. Благодаря этой силе происходит увеличение размера петли и смещение ее в сторону короткого желобка.
Силы трения  и
и  , задерживающие продвижение нитки вместе с иглой, определяют по формулам:
, задерживающие продвижение нитки вместе с иглой, определяют по формулам:
 ,
,
а силы трения нитки об иглу – по формулам:
 ,
,
где –сила давления материала на нитку и иглу;  ,
,  – коэффициент трения нитки соответственно о материал и об иглу.
– коэффициент трения нитки соответственно о материал и об иглу.

Рис. 135. Образование иглой петли нитки
Для образования петли необходимо, чтобы:
 .
.
Практически установлено, что ширина просвета петли составляет 1,5–2 мм. Для этого необходим подъем иглы из крайнего нижнего положения на 2–2,5 мм.
При выходе иглы из материала при захвате петли носиком челнока игольная нитка в зависимости от типа челнока может вести себя по–разному: 1) остаться в материале; 2) выходить вместе с иглой; 3) перемещаться в направлении, обратном движению иглы.
По первому способу работают машины с продольным качающимся в горизонтальной плоскости челноком. Когда начинается расширение игольной петли носиком челнока, игла отпускается, натяжение игольной нитки уменьшается, благодаря чему челнок свободно проходит в петлю. Так как челнок имеет цилиндрическую форму, игольная петля дальше не расширяется, нитка остается в материале без движения, а игла при этом выходит из материала.
Сопротивление выходу нитки вместе с иглой в точке (рис. 136) определяют по формуле:
 ,
,
где – сила, с которой материал давит на нитку, прижимая ее к игле; , – коэффициент трения нитки соответственно об иглу и о нитку.
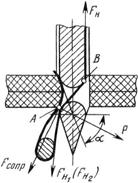
Рис. 136. Действие иглы и носика челнока на нитку при выходе иглы из материала
По второму способу работают машины с колеблющимся нецентрально–шпульным челноком. У такого челнока имеется удлиненный носик, чтобы удерживать игольную петлю без расширения до тех пор, пока игла не выйдет из материала. В том месте, где у носика имеется утонение, нитка частично будет выходить из материала вместе с иглой, что повлечет снижение натяжения нитки и окажет положительное влияние на ее прочность.
В данном случае нитка неподвижна относительно материала и скользит по игле, выходящей из него, испытывая натяжение. Его определяют по формуле Эйлера:
 ,
,
где  – натяжение нитки до ушка иглы, включающее сумму всех натяжений, начиная от тормоза; – угол обхвата иглы ниткой.
– натяжение нитки до ушка иглы, включающее сумму всех натяжений, начиная от тормоза; – угол обхвата иглы ниткой.
По третьему способу работают все центрально–шпульные машины как с колеблющимся, так и с вращающимся челноками. В таких машинах игла выходит из материала, а нитка движется в противоположном направлении. При этом игольная нитка испытывает трение об иглу, о нитку и материал, в результате чего ее натяжение:
 .
.
Из формулы видно, что натяжение нитки в данном случае больше, чем  , что является недостатком.
, что является недостатком.
Подача нитки нитепритягивателем необходима для компенсации нитки, израсходованной на скрепление деталей. Нитепритягиватель (рис. 137) подает верхнюю нитку игле и челноку, обводит ее вокруг второй половины шпули и сматывает нитку с катушки. Регулирование подачи нитки производят при помощи регулятора натяжения (тормоза), состоящего из двух шайб  , между которыми проходит нитка, пружины сжатия , винтовой шпильки , регулировочной гайки , пружинного компенсатора натяжения .
, между которыми проходит нитка, пружины сжатия , винтовой шпильки , регулировочной гайки , пружинного компенсатора натяжения .
В момент затягивания стежка нитка перемещается от иглы в сторону нитепритягивателя, а от него – в сторону регулятора натяжения. Согласно формуле Эйлера получают следующие выражения:

где , и  – натяжение нитки со стороны соответственно нитепритягивателя, стежка и регулятора натяжения; – коэффициент трения нитки в ушках иглы и нитепритягивателя; , – угол обхвата ниткой соответственно ушков иглы и нитепритягивателя.
– натяжение нитки со стороны соответственно нитепритягивателя, стежка и регулятора натяжения; – коэффициент трения нитки в ушках иглы и нитепритягивателя; , – угол обхвата ниткой соответственно ушков иглы и нитепритягивателя.
На основании этих выражений:
 ,
,
откуда:
 .
.
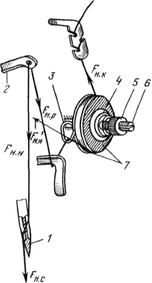
Рис. 137. Устройство подачи верхней нитки
В момент сматывания с катушки нитка перемещается от регулятора натяжения в сторону нитепритягивателя, который натягивает нитку со стороны иглы. Согласно формуле Эйлера получают следующие выражения:
 ,
,
или:
 ,
,
откуда:
 .
.
Как видно, натяжение нитки во время сматывания ее с катушки больше натяжения нитки в момент затягивания стежка.
На рис. 138 показан график зависимости длины  подаваемой нитки от угла поворота
подаваемой нитки от угла поворота  главного вала машины. На основе такого графика выбирается закон движения нитеподающего механизма. Участок
главного вала машины. На основе такого графика выбирается закон движения нитеподающего механизма. Участок  соответствует подаче нитки при проведении ее через материал. Интенсивная подача нитки начинается с момента входа иглы в материал (точка
соответствует подаче нитки при проведении ее через материал. Интенсивная подача нитки начинается с момента входа иглы в материал (точка  ).
).
На участке  при подъеме иглы до момента захвата петли носиком челнока подача нитки нитепритягивателем не производится (точки
при подъеме иглы до момента захвата петли носиком челнока подача нитки нитепритягивателем не производится (точки  ).
).
Участок  соответствует изменению длины нитки при расширении и обводе петли–напуска.
соответствует изменению длины нитки при расширении и обводе петли–напуска.
На участке  отражен процесс уменьшения длины подаваемой нитки при снятии петли нитки с челнока и затягивании стежка. Этот график представляет собой теоретическую кривую подачи нитки, определяющуюся конструктивными особенностями механизма нитепритягивателя и челнока, шагом строчки и толщиной сшиваемых материалов.
отражен процесс уменьшения длины подаваемой нитки при снятии петли нитки с челнока и затягивании стежка. Этот график представляет собой теоретическую кривую подачи нитки, определяющуюся конструктивными особенностями механизма нитепритягивателя и челнока, шагом строчки и толщиной сшиваемых материалов.
Обычно теоретическая длина подаваемой нитки не совпадает с фактической длиной потребляемой нитки  из–за различных особенностей сшиваемых материалов. Поэтому аналогично строят кривую потребления нитки, зависящую в основном от хода иглы в материале.
из–за различных особенностей сшиваемых материалов. Поэтому аналогично строят кривую потребления нитки, зависящую в основном от хода иглы в материале.
Резерв подаваемой нитки, вызванный несовпадением значений и , должен быть 15–20 %. Слишком большой резерв может привести к образованию петель, узелков и частому обрыву нитки.

Рис. 138. График зависимости подачи нитки (изменения ее длины) от угла поворота главного вала
Устранить излишний резерв нитки можно, применяя пружинные компенсаторы, направители и другие устройства в машине.
Качество и прочность строчки во многом зависят от силы затягивания петли. Она определяется условиями равновесия между натяжением верхней и нижней  ниток. Если
ниток. Если  (рис. 139, а), переплетение ниток будет внизу, если
(рис. 139, а), переплетение ниток будет внизу, если  (рис. 139, б),– наверху. При
(рис. 139, б),– наверху. При  (рис. 139, в) узел переплетения верхней и нижней ниток пройдет примерно в середине толщины сшиваемых материалов, что и требуется для нормальной строчки.
(рис. 139, в) узел переплетения верхней и нижней ниток пройдет примерно в середине толщины сшиваемых материалов, что и требуется для нормальной строчки.
Изменяя силу натяжения нитки тормозом, можно в известных пределах регулировать расположение узлов переплетения ниток.

Рис. 139. Характер челночных стежков в строчке
в зависимости от соотношения натяжения ветвей ниток
Зависимость между натяжением ведущей  (см рис. 137), проходящей через регулятор натяжения, и ведомой
(см рис. 137), проходящей через регулятор натяжения, и ведомой  ветвей нитки выражают формулой:
ветвей нитки выражают формулой:
 ,
,
где – коэффициент трения нитки о цилиндрическую поверхность шпильки тормоза регулятора; – угол обхвата ниткой цилиндрической части винтовой шпильки; – сила давления торцов шайб регулятора натяжения;  и
и  – коэффициенты трения нитки о плоскости шайб регулятора натяжения.
– коэффициенты трения нитки о плоскости шайб регулятора натяжения.
Если швейная машина работает при большой скорости, нужно учитывать ускорение при затягивании стежков:
 ;
;
 ;
;
где  – масса нерастянутой нитки; – ускорение нитки;
– масса нерастянутой нитки; – ускорение нитки;  – радиус поверхности, огибаемой ниткой.
– радиус поверхности, огибаемой ниткой.
Силу, с которой материалы прижаты друг к другу ниткой в стежке челночной строчки (рис. 139, г), определяют по формуле:
 ,
,
где – сила натяжения ветви нитки в стежке готовой строчки;  – угол наклона каждой ветки нитки к вертикальной оси, который образуется после затягивания стежка;
– угол наклона каждой ветки нитки к вертикальной оси, который образуется после затягивания стежка;  – дополнительная сила натяжения нижней нитки, обусловленная ее трением с пружинную пластинку челнока.
– дополнительная сила натяжения нижней нитки, обусловленная ее трением с пружинную пластинку челнока.
Для жесткого материала  , для мягкого
, для мягкого  ; сила
; сила  ; коэффициент трения
; коэффициент трения  . Подставляя приведенные значения в формулу, получают для жесткого материала
. Подставляя приведенные значения в формулу, получают для жесткого материала  ; для мягкого
; для мягкого  . Если принять натяжение нижней нитки
. Если принять натяжение нижней нитки  , частоту строчки 5 стежков на 1 см, то для жесткого материала
, частоту строчки 5 стежков на 1 см, то для жесткого материала  ; для мягкого
; для мягкого  .
.

