




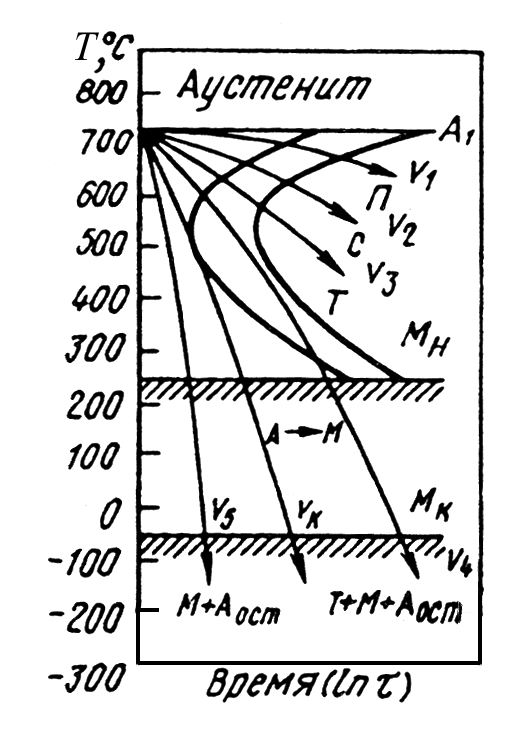
Влияние непрерывного охлаждения на превращение аустенита можно проследить путем наложения кривых охлаждения на диаграмму изотермического распада аустенита (рис. 8.12). Из рассмотрения этих зависимостей видно, что с повышением скорости охлаждения понижается степень переохлаждения аустенита и соответственно тем дисперснее образуется феррито-цементитная структура.
Можно считать, что при небольшой скорости охлаждения v1 образуется перлитная структура, при бльшей скорости v2 — сорбитная структура и при еще большей скорости — трооститная структура. Бейнитная структура при непрерывном охлаждении углеродистой стали обычно не образуется. При очень высоких скоростях (v4, vR, v5) часть аустенита или весь аустенит переохлаждается до точки Мн и превращается либо частично (при v4), либо полностью в мартенсит. Минимальную скорость охлаждения, при которой весь переохлажденный до Мн аустенит превращается в мартенсит, называют критической скоростью охлаждения (закалки) (vR).
Критическая скорость закалки зависит от устойчивости аустенита и определяется составом стали. Чем больше становится устойчивость аустенита в результате легирования стали (чем больше сдвигаются вправо С-образные кривые), тем меньше требуется критическая скорость закалки для получения чисто мартенситной структуры.
Углеродистые стали имеют высокую критическую скорость закалки (800–200 °С/с). Наименьшей критической скоростью обладает эвтектоидная сталь. При введении в сталь 1 % С, 1 % Сr критическая скорость закалки уменьшается в 3 раза, а при введении 0,4 % Mo критическая скорость закалки снижается с 200 до 50 °С/с. Очень сильно снижают критическую скорость закалки марганец, никель. Кобальт — единственный легирующий элемент, понижающий устойчивость аустенита и соответственно повышающий критическую скорость закалки. У многих легированных сталей критическая скорость закалки не превышает 20 °С/с.
Чем крупнее зерно аустенита и чем больше его однородность, тем выше устойчивость переохлажденного аустенита и соответственно меньше критическая скорость закалки.
Закалка сталей
Закалкой называют термообработку, включающую в себя нагрев сталей до температур выше критических и быстрое, резкое охлаждение, с целью получения высокой прочности и твердости. Различают закалки объемную и поверхностную. При объемной закалке нагревают и охлаждают весь объем детали, при поверхностной – только поверхность.
В зависимости от температуры нагрева закалка бывает полной и неполной. При полной закалке сталь нагревают выше точки А3. Полная закалка применяется для доэвтектоидной стали. В этом случае при нагреве выше точки А3 сталь имеет полностью аустенитную структуру и после резкого охлаждения имеет полностью мартенситную структуру. При неполной закалке полного превращения не будет, и оставшийся в структуре феррит не даст получить высокой твердости и прочности. Поэтому в доэвтектоидной стали неполную закалку не применяют. Для заэвтектоидной стали применяют только неполную закалку. В этом случае вторичный цементит, который сохраняется в стали, дополнительно повышает твердость закаленных сталей.
Закаливаемость стали. Под закаливаемостью понимают способность стали приобретать высокую твердость после закалки. Такая способность зависит главным образом от содержания углерода в стали: чем больше углерода, тем выше твердость. Объясняется это тем, что с повышением содержания углерода увеличивается число атомов, насильственно удерживаемых при закалке в атомной решетке железа. Иными словами, увеличивается степень пересыщения твердого раствора углерода в железе. В результате возрастают внутренние напряжения, что, в свою очередь, способствует увеличению числа дислокаций и возникновению блочной структуры.
Если в углеродистой стали содержание углерода будет меньше 0,3% (сталь 20, Ст3), то такая сталь уже не закалится. Для того чтобы понять это, следует вспомнить, что образование мартенситной структуры связано с перестройкой атомной решетки железа из гранецентрированной в объемно-центрированную. Температура, при которой происходит такая перестройка, зависит от содержания углерода. Роль углерода сводится к тому, что атомы его, находясь в решетке железа, как бы препятствуют перегруппировке атомов, которая необходима для перестройки решетки. Чем больше содержание углерода, тем ниже будет температура, при которой произойдет перестройка, т. е. образуется мартенситная структура. Зависимость температуры мартенситного превращения от содержания углерода в стали была показана на рис. 16. Как можно видеть, при содержании углерода 0,2% мартенситное превращение должно происходить при сравнительно высокой температуре — примерно 350—400°С. При такой температуре углерод еще сохраняет достаточно высокую подвижность и при перестройке решетки выходит из состояния твердого раствора, образуя химическое соединение — цементит. Пересыщение твердого раствора получается совсем незначительным, и потому структура закалки — мартенсит — не образуется.
Прокаливаемость стали. Под прокаливаемостью понимают глубину проникновения закаленной зоны, т. е. свойство стали закаливаться на определенную глубину от поверхности. Если, например, сверло диаметром 50 мм, изготовленное из инструментальной углеродистой стали, закалить в воде, а затем замерить твердость его в поперечном сечении, то окажется, что во внутренней зоне, расположенной вдоль оси сверла (сердцевине), твердость будет почти такой же, как до закалки, в то время как в наружной зоне, расположенной у поверхности, твердость резко повысится. Проверив затем микроструктуру, можно будет убедиться, что в сердцевине она будет перлитного типа, а у поверхности — мартенситного. Несквозная закалка объясняется неравномерным охлаждением детали при закалке: поверхность всегда охлаждается быстрее, чем сердцевина. Неравномерность охлаждения вызывается различными условиями теплоотвода у поверхности и в сердцевине. При погружении раскаленной детали в закалочную среду поверхность, соприкасаясь с холодной жидкостью, охлаждается с большой скоростью, в то время как отвод теплоты от сердцевины затруднен толщей горячего металла, и потому она охлаждается медленно. В результате скорость охлаждения поверхности оказывается выше критической, и поверхность закаливается, а скорость охлаждения сердцевины получается ниже критической, и последняя не закаливается. Очевидно, можно представить себе, что на некоторой глубине от поверхности Н (рис. 19) скорость охлаждения будет равна критической. Тогда ясно, что слои металла, расположенные на большей глубине, не закалятся, а слои, расположенные на меньшей глубине, т. е. ближе к поверхности, закалятся.
25.ТО закалённой стали: отпуск, нормализация, и др
Отпуск стали применяется с целью ослабления или устранения внутренних напряжений в закаленной стали, уменьшения твердости и повышения вязкости до требуемых пределов путем вторичного нагрева закаленной стали до 150-550° С с выдерживанием при этой температуре и последующим медленным или быстрым охлаждением.
При температуре отпуска ниже 400° С мартенсит превращается в ферритно-цементную смесь и переходит в перлит (перлит отпуска). При температуре отпуска более 500°С (до 650° С) мартенсит переходит в сорбит отпуска, содержащий более крупные зерна цементита, чем перлит отпуска. С повышением температуры отпуска в результате структурных изменений сильно меняются механические свойства закаленной стали: твердость и предел прочности понижаются, а относительное-удлинение и вязкость возрастают.
Нормализация стали применяется для: устранения крупнозернистой структуры, полученной в результате предшествующей обработки (прокатки, ковки, штамповки): некоторого повышения прочности среднеуглеродистой стали по сравнению с отожженной; облегчения обрабатываемости резанием низкоуглеродистой стали; исправления структуры сварного соединения и уменьшения внутренних напряжений. Нормализация стали заключается в ее нагреве до температуры выше критической с последующим охлаждением на воздухе.
В зависимости от содержания углерода в стали при нормализации ее нагревают несколько выше (на 50-60° С) линии GSE. При такой обработке получается однородная мелкозернистая структура, содержащая пластинчатый перлит или сорбит. При тонких деталях из среднеуглеродистой стали нормализация способствует получению сорбитовой структуры и, если не требуется высокая вязкость, может заменить процесс закалки с последующим высоким отпуском. Нормализация широко применяется для улучшения свойств стальных отливок.
Закалка стали - термическая обработка, включающая нагрев до температур выше верхних критических точек на 30...50°С, выдержку при этих температурах до полного прогрева металла и последующее очень быстрое его охлаждение. В результате закалки в стали из аустенита образуется мартенсит. Стали, подвергающиеся закалке, характеризуются закаливаемостью и прокаливаемостью.
Закаливаемость - способность стали повышать Твердость в результате закалки.
Прокаливаемость - способность стали образовывать закаленный слой со структурой мартенсита и высокой твердостью. Прокаливаемость образца характеризуется максимально получаемой твердостью по сечению изделия (образца). При неполной прокаливаемости ее конкретная величина определяет возможность получения при закалке материала с установленным значением твердости на определенной глубине. Полная прокаливаемость, то есть наличие мартенситной структуры по всему сечению изделия, называется сквозной.
Отжиг стали - термическая обработка, включающая при полном отжиге нагрев до температуры выше верхних критических точек на 30...50°С, выдержку при такой температуре до полного прогрева металла и последующее очень медленное охлаждение (вместе с охлаждаемой печью). При неполном отжиге нагрев стали производится до температур выше нижних критических точек на 30...50°С, а при низкотемпературном отжиге - до температур, лежащих ниже нижних критических точек. При неполном и низкотемпературном отжигах происходит только частичная перекристаллизация. структура стали после отжига образуется в полном соответствии с диаграммой состояния железоуглеродистых сплавов.
Отжиг стали производится в тех случаях, когда необходимо уменьшить твердость, повысить пластичность и вязкость, ликвидировать последствия перегрева, получить равновесное состояние, улучшить обрабатываемость при резании.
Разновидностями отжига сталей являются нормализационный и изотермический отжиги.
Нормализационный отжиг (нормализация} - вид термической обработки стали, заключающийся в нагреве до температуры на 30...50°С выше верхних, критических точек, выдержке и охлаждении на спокойном воздухе. В результате нормализации стали с содержанием углерода менее 0,3% приобретают ферритно-перлитную структуру, а стали с содержанием углерода 0,3...0,7% - сорбитную.
Нормализация применяется в тех случаях, когда необходимо получить мелкозернистую однородную структуру с более высокой твердостью и прочностью, но с несколько меньшей пластичностью, чем после отжига. При нормализации в заэвтектоидных сталях устраняется цементитная сетка, поэтому ею часто заменяют полный или неполный отжиг при подготовке углеродистых сталей к механической обработке. Нормализация более производительный и экономичный процесс, чем отжиг.
Изотермический отжиг - вид термической обработки стали, заключающийся в нагреве стали до температуры, на 30...50°С превышающей верхнюю критическую точку, выдержке при этой температуре, а затем переносе детали в другую печь с заданной температурой (ниже верхней критической точки) и изотермическую выдержку ее до полного распада аустенита. Изотермический отжиг улучшает обрабатываемость резанием и применяется для деталей и заготовок небольших размеров.

