




Назначение термической обработки — придать металлу или сплаву необходимые свойства: повышенную или пониженную твердость, прочность, пластичность. Изменение физико-механических свойств металлов и сплавов в результате термической обработки вызывается изменениями их структуры.
Термическая обработка в инструментальном производстве осуществляется с целью повышения прочностных свойств режущего инструмента. К основным видам термической обработки относятся отжиг, закалка, отпуск, обработка холодом, химико-термическая обработка.
Отжиг первого рода, или рекристаллизационный отжиг, проводят при температуре, составляющей 0,4 температуры плавления металла (практически сталь отжигают при 630 — 650е С). Отжиг этого вида применяется для снятия упрочнения, возникшего в металле в результате механической обработки, отжиг повышает пластичность металла и прочность и твердость.
В сплавах происходят структурные превращения состоянии, т. е. перекристаллизация. При этом температуры (внутренних структурных перестроений), охлаждается. Этот вид отжига применяется внутренних напряжений и улучшения структуры состоит в нагревании металла выше температуры ты превращений (как и в случае отжига второго рода) и I охлаждении. Закалкой достигается получение структуры, которая обеспечивает металлу устойчивые механические свойства при высоких температуру и' следовательно, после закалки повышается твердость. и I прочности металла. Структура металла после закалки неравновесном состоянии, так как в ней присутствуют различные фазы (фаза — однородная часть сплава). Отпуск состоит в нагреве сплавов, имеющих неравновесную гуру, ниже температуры фазовых превращений, выдержке той температуре и охлаждении. В результате отпуска структура металла становится более равновесной, что вызывает снижение твердости и прочности и повышение пластичности и вязкой металла.
23. Закалка: критические точки, превращения при непрерывном и изотермическом охлаждении, критическая скорость охлаждения. Мартенситное превращение.
Термической обработкой называется технологический процесс, состоящий из совокупности операций нагрева, выдержки и охлаждения изделий из металлов и сплавов, целью которого является изменение их структуры и свойств в заданном направлении.
Термическая обработка рассматривает и объясняет изменение строения и свойств металлов и сплавов при тепловом воздействии, а также при тепловом воздействии в сочетании с химическим, деформационным, магнитным и другими воздействиями.
Термическая обработка, заключающаяся в нагреве металла, находящегося в результате каких-либо предшествующих воздействий в неравновесном состоянии, и приводящая его в более равновесное состояние, называется отжигом. Охлаждение после отжига производится вместе с печью.
Нагрев при отжиге может производиться ниже и выше температур фазовых превращений в зависимости от целей отжига.
Отжиг, при котором нагрев и выдержка металла производится с целью приведения его в однородное (равновесное) состояние за счет уменьшения (устранения) химической неоднородности, снятия внутренних напряжений и рекристаллизации называется отжигом первого рода. Его проведение не связано с прохождением фазовых превращений. Он возможен для любых металлов и сплавов.
В зависимости от того, какие отклонения от равновесного состояния устраняются существуют следующие разновидности отжига 1-го рода: гомогенизационный, рекристаллизационный и уменьшающий напряжения отжиг.
Гомогенизационный (диффузионный) отжиг — это термическая обработка, при которой главным процессом является устранение последствий дендритной ликвации (химической неоднородности).
Рекристаллизационный отжиг — это термическая обработка деформированного металла, при которой главным процессом является рекристаллизация металла.
Отжиг, уменьшающий напряжения — это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений.
Отжиг, при котором нагрев производится выше температур фазовых превращений с последующим медленным охлаждением для получения структурно равновесного состояния, называется отжигом второго рода или перекристаллизацией.
Если после нагрева выше температур фазовых превращений охлаждение ведется не в печи, а на воздухе, то такой отжиг называется нормализацией, которая является переходной ступенью от отжига к закалке.
Существуют два вида закалки: закалка без полиморфного превращения и закалка с полиморфным превращением. Закалка без полиморфного превращения заключается в нагреве металла или сплава до температур растворения избыточной фазы, выдержке при этой температуре с целью получения однородного пересыщенного твердого раствора, и в фиксации полученного пересыщенного твердого раствора за счет быстрого охлаждения в сильном охладителе (вода, масло и др.). В результате этого сплав имеет структурно неустойчивое состояние. Этот вид закалки характерен для сплавов алюминия с медью — дуралюминов.
Термическая обработка, заключающаяся в нагреве металла выше температур фазовых превращений с последующим быстрым охлаждением для получения структурно неравновесного состояния, называется закалкой с полиморфным превращением. Этот вид закалки характерен для сплавов железа с углеродом (стали). После закалки в стали образуется структура пересыщенного твердого раствора углерода в a -железе, которая называется мартенситом.
Состояние закаленного сплава характеризуется особой неустойчивостью. Процессы, приближающие его к равновесному состоянию, могут идти даже при комнатной температуре и резко ускоряются при нагрева.
Термическая обработка, представляющая собой нагрев закаленного сплава ниже температур фазовых превращений (ниже АС1) для приближения его структуры к более устойчивому состоянию, называется отпуском. Отпуск является операцией, проводимой после закалки стали (закалки с полиморфным превращением).
Между отпуском и отжигом 1-го рода много общего. Разница в том, что отпуск — всегда вторичная операция после закалки.
Самопроизвольный отпуск, происходящий после закалки без полиморфного превращения, в результате длительной выдержки при комнатной температуре, или отпуск при сравнительно небольшом подогреве, называется старением.
ПРЕВРАЩЕНИЯ В СТАЛИ ПРИ НАГРЕВЕ
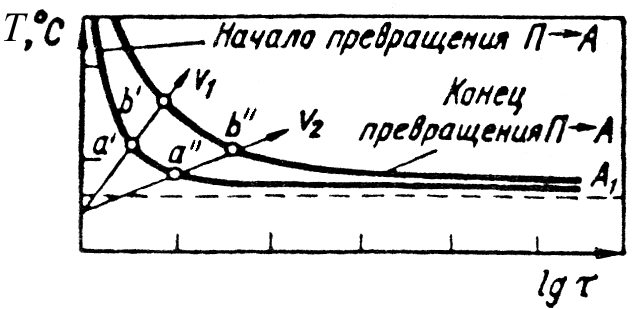
При нагреве стали выше критических точек с образованием аустенита исходной структурой чаще всего является смесь феррита и цементита — перлит. Превращение перлита в аустенит в точном соответствии с диаграммой «железо-углерод» происходит лишь при очень медленном нагреве. В реальных условиях нагрева при термообработке превращение перлита в аустенит запаздывает и имеет место перегрев. Скорость превращения зависит от степени перегрева. Чем выше температура, тем больше степень перегрева и тем быстрее идет превращение. Кинетику превращения можно проследить на диаграмме изотермического превращения перлита в твердый раствор аустенит эвтектоидной стали (рис. 8.2).
При достаточно высокой температуре из-за большой подвижности атомов превращение протекает практически мгновенно, поэтому кривые начала и конца превращения сливаются и попадают на ось ординат. При очень малом перегреве над А1 превращение протекает очень вяло и поэтому превращение может протекать практически бесконечно. В этом случае кривые начала и конца превращения также сливаются и асимптотически приближаются к линии А1. Совпадение кривых начала и конца превращения в одной точке соответствует равновесному превращению по диаграмме железо-углерод.
Зародыши новой фазы – аустенита – образуются на межфазных поверхностях раздела феррита и цементита. Переход перлита в аустенит состоит из двух элементарных процессов: полиморфного превращения Fea ® Feg и растворения в g -железе углерода цементита. Растворение цементита запаздывает по сравнению с полиморфным превращением. Поэтому после превращения феррита в аустенит необходимо дополнительное время для устранения неоднородности аустенита — период гомогенизации аустенита.
В доэвтектоидных сталях выше А1 структура состоит из аустенита и феррита, а в заэвтектоидных — из аустенита и цементита. По мере нагрева до АC3 (Аcm) происходит постепенное растворение свободного феррита или цементита в аустените. Однофазную структуру аустенита доэвтектоидные и заэвтектоидные стали приобретают только после нагрева выше АC3 (Аcm).
Размер аустенитного зерна – важнейшая структурная характеристика нагретой стали. От размера зерна аустенита зависит поведение стали в различных процессах термомеханической обработки и механические свойства изделия.
Особенно чувствительна к размеру аустенитного зерна ударная вязкость, которая падает заметно с укрупнением зерна.
На сильно развитой ферритно- цементитной поверхности раздела стали при нагреве выше АС1 (АC3, Аcm) образуется большое число центров превращения – зародышей аустенита, и к концу превращения аустенитные зерна получаются мелкими. Эти зерна называются начальными зернами. При дальнейшем нагреве эти зерна аустенита растут, причем разные стали характеризуются различной склонностью к росту зерна. По склонности к росту зерна аустенита при нагреве различают наследственно мелкозернистые и наследственно крупнозернистые стали. Наследственно крупнозернистые стали начинают быстро увеличивать размер зерен даже при небольшом перегреве выше АС1 (АС3, Аcm), а наследственно мелкозернистые — даже при значительном перегреве сохраняют относительно мелкое зерно (рис. 8.3).
Склонность к росту зерна стали зависит, с одной стороны, от содержания в ней легирующих элементов — почти все легирующие элементы (за исключением марганца) тормозят рост аустенитного зерна. Наиболее сильно тормозят рост аустенитного зерна V, Ti, Al и Zn. Хорошо тормозят рост зерна аустенита W, Mo и Cr, слабо действуют Ni и Si. Основной причиной такого действия легирующих элементов считается образование труднорастворимых в аустените карбидов и оксидов, которые являются барьерами для растущего зерна.
С другой стороны, склонность к росту зерна стали сильно зависит от ее металлургического качества, технологии ее производства и режима раскисления, так как они определяют наличие в стали разного количества мельчайших примесей карбидов, оксидов, сульфидов и нитридов, также затрудняющих рост зерна.
Для определения склонности стали к росту зерна используется стандартная методика, которая заключается в следующем. Доэвтектоидную сталь цементуют при 930 °C в течение 8 частов с последующим медленным охлаждением. Размер зерна определяется по карбидной сетке, окаймляющей границы аустенитных зерен. Заэвтектидную сталь нагревают до 930 °C и после выдержки в течение 3 ч медленно охлаждают. Размер зерна определяется по сетке вторичных карбидов, выделяющихся по границам аустенитных кристаллов. Другой метод состоит в окислительном нагреве шлифа в течение 3 часов при 930 °C. Границы зерен аустенита выявляются сеткой оксидов.
От склонности к росту зерна зависит технологический процесс горячей деформации и термообработки. Наследственно мелкозернистые стали имеют большой интервал закалочных температур, их прокатка и ковка могут начинаться при более высоких температурах.
При нагреве до достаточно высокой температуры — на 100–150 °C выше АС1 (АС3, Аcm), наследственно мелкозернистая сталь может иметь даже более крупное зерно аустенита, чем наследственно крупнозернистая сталь имеет при нагреве до 930 °C. Поэтому введено понятие о размере действительного зерна — величина зерна при комнатной температуре, полученной в результате той или иной термообработки. Размер действительного зерна обычно тем больше, чем больше размер исходного зерна аустенита (рис. 8.3).
Нагрев стали до температур значительно выше АС3 приводит к перегреву металла, следствием которого является образование крупного действительного зерна. Перегрев может быть исправлен повторным нагревом до более низкой температуры. Если нагрев проводится еще выше, чем при перегреве, и металл длительное время находится при этой температуре в окислительной атмосфере печи, то может возникнуть неисправимый дефект — пережог стали. Он сопровождается окислением и частичным оплавлением границ зерен и характеризуется камневидным изломом.
Величина действительного зерна стали оказывает наибольшее влияние на ударную вязкость, особенно при низких температурах.
Величину зерна определяют по ГОСТ 5639–82 сравнением микроструктуры стали при увеличении в 100 раз с эталонными шкалами, приведенными на рис. 8.4.
Размер зерна оценивается баллами. Балл зерна прямо пропорционален числу зерен, помещающихся на 1 мм2 шлифа, и обратно пропорционален среднему диаметру зерна. Условно принято считать, что стали с зерном от 1 до 5 балла относятся к крупнозернистым сталям, а с более высоким баллом зерна (№ 6–15) — к мелкозернистым.
ПРЕВРАЩЕНИЯ В СТАЛИ ПРИ ОХЛАЖДЕНИИ
Основное превращение, протекающее во время охлаждения при отжиге эвтектоидной стали, — это распад аустенита при комнатной температуре ниже точки А1 (727 оС) на смесь феррита с цементитом. При скорости охлаждения стали, обеспечивающей полное протекание диффузионных процессов и соответственно близкое к равновесному состоянию стали, в структуре последней согласно диаграмме «железо—углерод» образуется перлит.
На рис. 8.5 приведена диаграмма изотермического превращения аустенита для эвтектоидной стали (0,8 % С). Горизонтальные линии Мн и Мк показывают температуры начала и конца бездиффузионного мартенситного превращения.
Диаграмма изотермического превращения представляет собой результат обобщения многочисленных данных исследований превращений аустенита при постоянных температурах. Диаграммы изотермического превращения называют за сходство кривых с буквой «С» также С-диаграммами, а в странах английского языка — ТТТ-диаграммами (temperature—time—transformation, что означает температура—время—превращение).
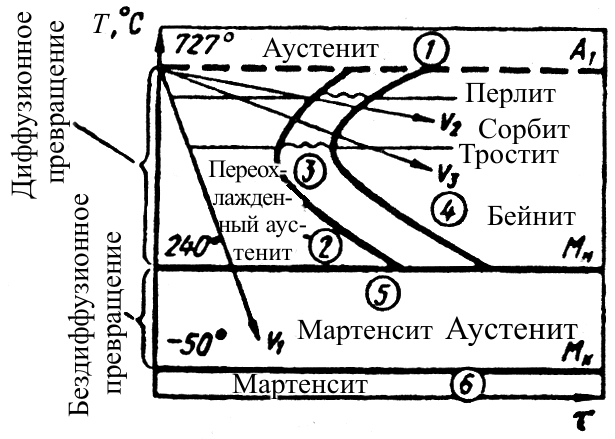
На диаграмме можно выделить следующие области: 1) область устойчивого аустенита (для стали, содержащей 0,8 % С, выше АС1); 2) область переохлажденного аустенита; 3) область начавшегося, но еще не закончившегося превращения А ® П; 4) область закончившегося превращения А ® П; 5) область начавшегося, но еще не закончившегося мартенситного превращения (между Мн–Mк); 6) мартенситная область (ниже Мк).
Область, расположенная слева от кривой начала распада аустенита (область переохлажденного аустенита), определяет продолжительность инкубационного периода, характеризующую устойчивость переохлажденного аустенита. С увеличением переохлаждения его устойчивость быстро уменьшается, достигая минимума (для эвтектоидной стали около 550 °С), и далее вновь возрастает.
В зависимости от степени переохлаждения аустенита различают три температурные области превращения: перлитную (переохлаждение до 500 °С), мартенситную (переохлаждение ниже Мн — для эвтектоидной стали ниже температуры 240 °С) и промежуточного (бейнитного) превращения (переохлаждение для эвтектоидной стали в интервале от 500 до 240 °С).
Рассмотрим структуры, образующиеся при диффузионном превращении аустенита.
При температуре 650–700 °С образуется собственно перлит. При перлитном превращении ведущей фазой является цементит. В результате образования пластинок цементита соседние участки аустенита обедняются углеродом, что в свою очередь приводит к образованию пластинок феррита.
При увеличения переохлаждения увеличивается количество зародышей новой фазы. Естественно, что с ростом числа чередующихся пластин феррита и цементита уменьшаются их размеры и расстояния между ними (рис. 8.6). Другими словами, с понижением температуры растет дисперсность продуктов превращения аустенита. Под степенью дисперсности понимают расстояние между соседними пластинками феррита и цементита.
При температуре 600–650 °С образуется сорбит, а при 550–600 °С — троостит.
Перлит, сорбит, троостит являются структурами одной природы — механической смесью феррита и цементита и отличаются друг от друга лишь степенью дисперсности. С увеличением степени дисперсности пластин цементита растут твердость и прочность стали. Наибольшую пластичность имеют стали с сорбитной структурой. Троостит, образующийся при более низкой температуре превращения, характеризуется меньшей пластичностью (меньшими d и y). Перлит, сорбит и троостит называют перлитными структурами.
Перлитные структуры в зависимости от формы цементита могут быть пластинчатыми или зернистыми. Пластинчатые структуры образуются при превращении однородного (гомогенного) аустенита, а зернистые — неоднородного аустенита. В первом случае нагрев доэвтектоидных сталей должен производиться выше АС3, а заэвтектоидных — выше Аcm. Соответственно для получения зернистых структур нагрев должен производиться ниже АС3 (Аcm).
Таким образом, дисперсность перлитных структур определяется степенью переохлаждения, а форма цементита — гомогенностью исходного аустенита.
Так как в доэвтектондных и заэвтектоидных сталях, в отличие от эвтектоидных, в интервале температур А1–А3 сначала выделяются избыточные фазы — феррит (в доэвтектоидных сталях) или избыточный цементит (в заэвтектоидных сталях), то на диаграмме изотермического распада аустенита для этих сталей характерно появление дополнительной кривой, характеризующей начало выделения соответствующих избыточных фаз (рис. 8.7).
Мартенситное превращение
При больших степенях переохлаждения возрастает термодинамическая неустойчивость аустенита, а скорость диффузии углерода резко падает. При переохлаждении аустенита в эвтектоидной стали до 240 °С подвижность атомов углерода близка к нулю и происходит бездиффузионное превращение аустенита. При этом меняется лишь тип решетки g ® a, а весь углерод, ранее растворенный в решетке аустенита, остается в решетке феррита несмотря на то, что равновесная концентрация углерода в феррите не превышает 0,006 % при комнатной температуре. В результате образуется пересыщенный твердый раствор внедрения углерода в a -железе, который называется мартенситом. Из-за пересыщенности углеродом решетка мартенсита сильно искажена и вместо кубической приобретает тетрагональную форму, в которой отношение периодов решетки существенно отличается от единицы, т. е. с/а ¹ 1. Чем больше углерода, тем выше степень тетрагональности мартенсита (рис. 8.8).
Мартенсит имеет высокую хрупкость и твердость (до 65 НRCЭ). Высокая твердость мартенсита обусловлена искажениями кристаллической решетки и соответственно большими внутренними напряжениями, определяемыми растворенным углеродом, а также возникновением фазового наклепа вследствие увеличения объема при превращении аустенита в мартенсит, в результате чего плотность дислокации в мартенсите достигает уровня плотности дислокации холоднодеформируемой стали и равняется 1010–1012 см–2.
Скорость образования кристаллов мартенсита очень велика и достигает 1000 м/с. Пластины мартенсита растут до границы аустенитного зерна либо до имеющегося в стали дефекта. Последующие пластины мартенсита, расположенные под углом к первым (60°, 120°), ограничены их размерами.
Высокая скорость образования кристаллов мартенсита при низкой температуре протекания превращения объясняется тем, что имеет место непрерывный переход от кристаллической решетки аустенита к решетке мартенсита.
При практически мгновенном (скорость в 3 раза больше скорости звука) g ® a переходе атомы смещаются упорядоченно, строго ориентированно на расстояния, меньшие межатомных. При этом сохраняется общая сопрягающаяся плоскость решеток g - и a -Fe — так называемая когерентная связь. Когерентное превращение обусловливает перемещение атомов только на близкие расстояния при переходе атомов из одной решетки в другую. Поэтому кристаллическая решетка новой фазы мартенсита закономерно ориентирована относительно исходной фазы — аустенита. Из-за когерентного сопряжения решеток и различия удельных объемов фаз (аустенита и мартенсита) мартенситное превращение приводит к возникновению больших внутренних напряжений.
Мартенситное превращение идет в интервале температур начала и конца мартенситного превращения Мн и Мк. Для эвтектоидной стали оно начинается при 240 и заканчивается при –50 °С. Однако при этой температуре в стали сохраняется еще некоторое количество непревращенного, так называемого «остаточного аустенита». Охлаждение ниже температуры Мк не приводит к его окончательному распаду. Положение точек Мн и Mк не зависит от скорости охлаждения, но зависит от содержания углерода в стали (рис. 8.9). Все легирующие элементы, растворенные в аустените, за исключением кобальта и алюминия, понижают точки Мн и Мк.
Мартенситное превращение очень чувствительно к напряжению, а деформация аустенита может вызвать превращения даже при температурах выше Мн (образуется мартенсит деформации).
Кристаллы в зависимости от состава сплава, а следовательно в зависимости от температуры своего образования, могут иметь различную морфологию и субструктуру. Различают два вида мартенсита: пластинчатый (игольчатый) и пакетный (реечный) (рис. 8.10).
Пластинчатый мартенсит образуется в высокоуглеродистых сталях, имеющих низкие значения Мн и Мк. В этом случае кристаллы мартенсита в средней зоне содержат большое число микродвойников, образующих зону повышенной травимости, называемой мидрибом (рис. 8.10, а). Сами кристаллы мартенсита в этом случае представляют собой широкие пластины, которые в плоскости шлифа имеют вид игл.
Пакетный (реечный) мартенсит характерен для низко- и среднеуглеродистых, а также конструкционных легированных сталей. В этом случае кристаллы мартенсита имеют форму тонких реек, вытянутых в одном направлении (рис. 8.10, б) и объединенных в пакеты. Тонкая структура пакетного (реечного) мартенсита представляет собой запутанные дислокации высокой плотности (» 1010–1012см2) при полном отсутствии двойников. В легированных сталях внутри мартенситных пакетов между кристаллами мартенсита, как правило, присутствуют прослойки остаточного аустенита (рис. 8.10, б).
Размеры кристаллов любой морфология мартенсита определяются величиной исходного зерна аустенита. Они тем крупнее, чем больше зерно аустенита. Первая пластина мартенсита имеет протяженность, соответствующую поперечному размеру зерна аустенита. Кристаллы, образующиеся при более низких температурах, имеют уже меньшую протяженность (рис. 8.10, а).
Если эвтектоидную сталь охладить только до комнатной температуры, то в структуре кроме мартенсита будет присутствовать некоторое количество остаточного аустенита. Наличие остаточного аустенита нежелательно, так как это приводит к неоднородности свойств по сечению и изменению размеров деталей. Последнее обстоятельство объясняется тем, что мартенсит имеет наибольший удельный объем по сравнению с другими структурами, а аустенит — наименьший. Поэтому при переходе от аустенитной структуры к мартенситной объем и размеры деталей увеличиваются. К особенностям мартенситного превращения относится то, что оно происходит только при непрерывном охлаждении. Задержка охлаждения при температуре выше температуры конца мартенситного превращения приводит к стабилизации аустенита. Аустенит становится более устойчивым. При последующем охлаждении его превращение затруднено и протекает с меньшей интенсивностью и полнотой. Эффект стабилизации аустенита зависит от температуры остановки при охлаждении.
Таким образом, особенностями мартенситного превращения являются его бездиффузионный характер, ориентированность кристаллов и образование при непрерывном охлаждении в интервале температур Мн–Мк.
Характерной чертой мартенсита является его высокая твердость и прочность, значения которых возрастают с увеличением содержания углерода в мартенсите. Временное сопротивление низкоуглеродистого мартенсита (0,025 % С) составляет 1000 МПа, а мартенсит с содержанием 0,6–0,7 % С имеет временное сопротивление 2 600–2 700 МПа. Однако с повышением в мартенсите содержания углерода возрастает и его склонность к хрупкому разрушению. Мартенсит, содержащий более 0,35–0,4 % С, имеет низкое сопротивление зарождению и распространению трещины, а также низкие значения вязкости разрушения KIс.
Увеличение удельного объема при образовании мартенсита является одной из основных причин возникновения при закалке больших внутренних напряжений, вызывающих деформацию и коробление изделий, а также появление закалочных трещин.

