




Задача №95 [37]. Дано: сталь марки 08кп. Диаметр стальных валков  . Окружная скорость валков
. Окружная скорость валков  . Температура металла
. Температура металла  . Толщина полосы до прокатки
. Толщина полосы до прокатки  , обжатие
, обжатие  . Ширина полосы до
. Ширина полосы до
Рис. 64. Истинное сопротивление деформации стали 08кп (к задаче №95).
прокатки  . Коэффициент контактного трения
. Коэффициент контактного трения  . По условию задачи определить среднее удельное давление
. По условию задачи определить среднее удельное давление  по формулам (74-IV)- (78-IV).
по формулам (74-IV)- (78-IV).
 |
Решение по методу А.И. Целикова. Определим компоненты формулы (74-IV). Коэффициент  . Длина проекции дуги захвата
. Длина проекции дуги захвата  (см. табл. 22). Опережение не предусматривается, поэтому
(см. табл. 22). Опережение не предусматривается, поэтому  , обжатие , .
, обжатие , .
В этом случае, согласно формуле А.И. Целикова, скорость деформации  . Истинное сопротивление деформации металла
. Истинное сопротивление деформации металла  (
( ) (рис. 64). Определяем значение
) (рис. 64). Определяем значение  и
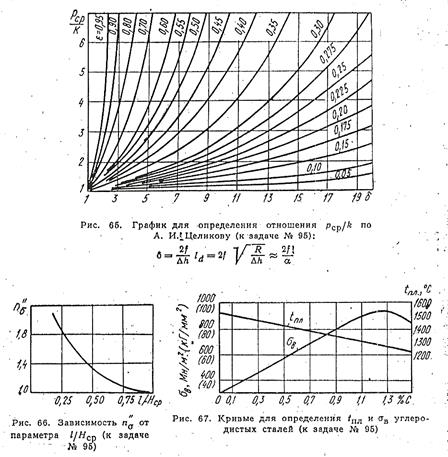
и  . По графику рис. 65 находим
. По графику рис. 65 находим  . Коэффициент, учитывающий влияние внешних зон при
. Коэффициент, учитывающий влияние внешних зон при  , определяем по графику рис. 66:
, определяем по графику рис. 66:  .
.
По полученным данным среднее удельное давление равно:

или
 .
.
Решение по методу С.И. Губкина. Имеем следующие значения компонентов формулы (75-IV):  ;
;  . Температура плавления металла по графику рис. 67
. Температура плавления металла по графику рис. 67  . По данным С.И. Губкина
. По данным С.И. Губкина  . Тогда
. Тогда  . При
. При  и
и
 величина
величина  .
.
 |
Тогда
 или
или  .
.
Решение по формуле С. Экелунда. Для определения  , как видно из формулы (76-IV), необходимо вычислить следующие компоненты:
, как видно из формулы (76-IV), необходимо вычислить следующие компоненты:

 ,
,
 .
.
Скорость деформации
Подставляя значения этих параметров в формулу (76-IV), получим:
 .
.
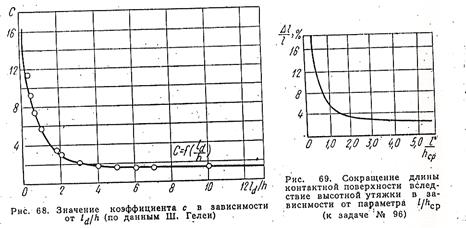
Решение по формуле Ш. Гелеи. Вначале определяем сопротивление деформации по формуле (77-IV)  . По известным величинам
. По известным величинам  и
и  определяем коэффициент
определяем коэффициент  (см. рис. 68). Скорость валков
(см. рис. 68). Скорость валков  . Тогда
. Тогда
 .
.
Решение по формуле А.Ф. Головина и В.А. Тягунова. При  и
и  внешнее сопротивление
внешнее сопротивление  (78-IV). Температура плавления металла и
(78-IV). Температура плавления металла и  (см. рис. 67). Температурный коэффициент
(см. рис. 67). Температурный коэффициент
 .
.
Тогда  .
.
Задача №96. По формуле В.С. Смирнова (79-IV) определить удельное сопротивление металла на валки при горячей прокатке крупной заготовки, если известно, что  ,
,  ,
,  и
и  . Диаметр валков
. Диаметр валков  , скорость прокатки , температура прокатки , коэффициент трения
, скорость прокатки , температура прокатки , коэффициент трения  . Содержание углерода в стали 0,3%;
. Содержание углерода в стали 0,3%;  при
при  (см. рис. 67).
(см. рис. 67).
Решение. Упругое сплющивание валков не учитывают, так как истинное сопротивление деформации нагретого металла невелико и, более того, имеет место уменьшение длины контактной поверхности вследствие утяжки заднего конца.
 |
Длина контактной поверхности без учёта утяжки заднего конца

Средняя высота очага деформации

Отношение
 .
.
По номограмме рис. 69 при  имеем:
имеем:
 , т.е.
, т.е.  .
.
Тогда длина контактной поверхности с учётом утяжки  , а
, а  .
.
Коэффициент, учитывающий влияние внешних зон, равен:
 .
.
Средняя ширина очага деформации
 .
.
Отношение  , что меньше, чем
, что меньше, чем  .
.
В этом случае коэффициент, учитывающий величину среднего главного напряжения  , будет равен:
, будет равен:
 .
.
Угол захвата
и
 .
.
Относительное обжатие при прокатке
 .
.
По данным  и
и  определяем величину критерия А, характеризующего наличие участков скольжения и прилипания:
определяем величину критерия А, характеризующего наличие участков скольжения и прилипания:
 ,
,
т.е. критерий  (рис. 70). Следовательно, на контактной поверхности имеется участок прилипания. Поэтому коэффициент подпора, учитывающий влияние контактного трения:
(рис. 70). Следовательно, на контактной поверхности имеется участок прилипания. Поэтому коэффициент подпора, учитывающий влияние контактного трения:
 .
.
Для определения коэффициента  , учитывающего влияние скорости деформирования, вычисляем среднюю скорость деформации:
, учитывающего влияние скорости деформирования, вычисляем среднюю скорость деформации:
 .
.
По номограмме рис. 71 находим  . При горячей прокатке коэффициент наклёпа
. При горячей прокатке коэффициент наклёпа  .
.

