




Головна фракція, отримана при брагоректифікацІЇ зернових бражок, містить у три рази менше, а при переробці картопляних - у 25...ЗО разів менше альдегідів, ніж головна фракція мелясних спиртзаводів. У той же час ГФ заводів, що переробляють крохмалевмісну сировину, містить порівняно з мелясною головною фракцією у десятки разів більше метилового спирту (в окремих випадках до 6%), коефіцієнт ректифікації якого, на відміну від більшості інших домішок, зменшується зі зниженням концентрації етанолу у розчині, що треба враховувати при включенні розгінної колони до схеми БРУ, беручи за ключову домішку метанол.
У ВИДІ'харчової біотехнології розроблена схема включення розгінної колони до системи БРУ спиртових заводів, що переробляють крохмалевмісну сировину.
За даною схемою, подача води на гідроселекцію до розгінної колони не передбачається. Витрата гріючої пари складає ЗО...40 кг/дал а. а., що вводиться у колону з ГФ. Кількість тарілок у розгінній колоні - ЗО, у тому числі - 20 у відгонній частині. Висока концентрація етилового спирту по тарілках розгінної колони (93...94% об.) створює сприятливі умови для інтенсивного виділення та концентрування метанолу. Але звільнення спирту від головних та проміжних домішок при цьому ускладнюється, що може бути причиною зниження якості ректифікованого спирту. Висока концентрація спирту у верхній частині колони призводить до збагачення КГФ спиртом та підвищеного ЇЇ відбору, що знижує економічну ефективність використання розгінної колони за даною схемою.
Більш раціональною в даних умовах слід вважати роботу розгінної колони в режимі помірної гідроселекції, коли ключові домішки спирту, у тому числі і метанол, зберігають характер головних домішок.
Щоб показати доцільність використання гідроселекції для звільнення ГФ з підвищеним вмістом метанолу від головних домішок, наведемо розрахунок витрати води та пари на процес.
Коефіцієнт ректифікації метанолу інтенсивно зростає при концентрації етилового спирту у розчині, починаючи з 60 мол.%, після чого залишається практично незмінним.
У зв'язку з цим воду на гідроселекцію до розгінної колони при розгонці ГФ, яка містить підвищену кількість метанолу, необхідно подавати у кількості, що забезпечує концентрацію етилового спирту по тарілках у межах 60 мол.%.

Для підприємств, де забезпечується стабільне отримання етилового спирту високої якості, який відбирається безпосередньо з ректифікаційної колони, як роз-гІнна може бути використана колона остаточного очищення, що містить ЗО реальних або 15 теоретичних тарілок, та яка знаходиться, як правило, у резерві.
Розглянемо випадок, коли концентрація спирту на тарілках по всій висоті роз-гінної колони однакова, тобто коли концентрація етанолу на тарілці живлення та тарілках, що знаходяться вище, залишається постійною.
Мінімальна витрата гріючої пари на розгонку ГФ мелясних спиртзаводів складає 20 кг/дал (2,56 кг/кг а.а.). Дослідимо можливість ефективної роботи розгінної колони у системі БРУ спиртових заводів, що переробляють крохмалевмісну сировину при такій же витраті пари, але з використанням помірної гідроселскції.
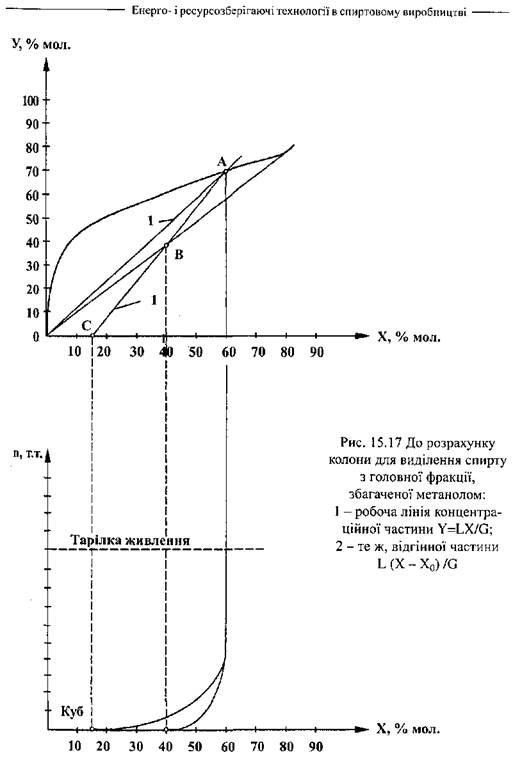
На мал. 15.17 наведено графік, що показує стан робочих ліній підгінної та концентраційної частини колони при концентрації спирту по всій висоті колони -60 мол.%. Візьмемо у першому наближенні флегмове число  , при цьому рів-
, при цьому рів-
новажна концентрація спирту у парі, що виходить з колони, дорівнює 70 мол.%.
Для концентраційної частини колони відношення
L/G::=Y/X=70:60=1,17
Молекулярні маси потоків у колоні при прийнятій концентрації в них етилового спирту складають; паровий потік (флегма) Мо=31 кг/кмоль, рідинний потік ML=28 кг/кмоль, головна фракція  =41 кг/кмоль, вода на гідроселекцію
=41 кг/кмоль, вода на гідроселекцію  =18 кг/кмоль.
=18 кг/кмоль.
При питомій витраті гріючої пари 2,56 кг/кг а.а., кількість водно-спиртової пари, що піднімається по колоні G, та пари, що повертається до неї у вигляді флегми, складає 2,56/MG  0,083 кг/кмоль.
0,083 кг/кмоль.
При постійному відношенні рідинного та парового потоків L=G • 1,17 = 0,097 кг/кмоль.
Кількість води на гідроселекцію В = L - G = 0,097 - 0,083 = 0,014 кг/кмоль.
Кількість головної фракції, що надходить у колону  = 0,024 кг/кмоль. Пито-
= 0,024 кг/кмоль. Пито-
ма витрата води на гідроселекцію складає 0,014; 0,024 = 0,58 кг/кг головної фракції.
Для відпнної частини колони L = G/MG +  +=
+=  0,083+0,014+0,024
0,083+0,014+0,024
= 0,121 кг/кмоль, а відношення L/C == 0,121/0,083=1,46.
Знаючи L/C, з точки А проводимо робочу лінію відгінної частини колони, яка перетинає діагональ та ось абсцис у точках В та С. Точка В визначає концентрацію спирту у кубі колони при закритому обігріві (41 мол.%), точка С - при відкритому обігріві (15 мол.%).
Для отримання якісного спирту-ректифІкату вміст альдегідів та метанолу у кубовій рідині розгінної колони -  не повинен перевищувати 0,003%, 0,07% відповідно.
не повинен перевищувати 0,003%, 0,07% відповідно.
При максимальній концентрації альдегідів у ГФ зернокартопляних спиртових заводів  =1,0 мас.%, кратність їх вилучення
=1,0 мас.%, кратність їх вилучення  складає 1,0: 3-
складає 1,0: 3-  = 333. Розра-
= 333. Розра-
хунки, виконані за допомогою рівняння Сореля-Харіна, показують, що при коефіцієнті випаровування оцтового альдегіду К=3,6, L/G=1,46 та десяти теоретичних тарілках у відгінній частині кратність вилучення оцтового альдегіду складає 907, що майже у три рази перевищує необхідну.

Аналогічні розрахунки для метанолу показують, що при максимально припустимій його концентрації у ГФ - 6,0об.% (ам/а0=6, 0:0, 07=86) при тих же технологічних параметрах та коефіцієнті випаровування метанолу - К=2,5 кількість теоретичних тарілок у відгінній частині колони повинна бути не менше 12,5 або 12,5: 0,5 = 25 реальних тарілок. Максимальна концентрація метанолу у ГФ при 20 реальних тарілках у відгінній частині не повинна перевищувати 3,4%.
Ступінь концентрування домішок ак /ам (де ак - концентрація домішки в дистиляті) розраховується за формулою, запропонованою П.С. Циганковим

При вказаних вище технологічних параметрах та кількості теоретичних тарілок  = 5 кратність концентрування метанолу та оцтового альдегіду дорівнюють 19,7 та 54,0 відповідно. Такий ступінь концентрування дозволяє одержати ефіро-альдегідно-метанольний концентрат, практично вільний від етилового спирту. Так, при концентрації альдегідів у ГФ - 1% їх вміст у концентраті головної фракції дорівнює 1-54=54%, при цьому його відбір складає 100/54=1,85% від а.а., що введений до розгінної колони, а при відборі ГФ у кількості 3% відбір концентрату головної фракції становить 3-1,85/100=0,06% від а.а., що вводиться до БРУ.
= 5 кратність концентрування метанолу та оцтового альдегіду дорівнюють 19,7 та 54,0 відповідно. Такий ступінь концентрування дозволяє одержати ефіро-альдегідно-метанольний концентрат, практично вільний від етилового спирту. Так, при концентрації альдегідів у ГФ - 1% їх вміст у концентраті головної фракції дорівнює 1-54=54%, при цьому його відбір складає 100/54=1,85% від а.а., що введений до розгінної колони, а при відборі ГФ у кількості 3% відбір концентрату головної фракції становить 3-1,85/100=0,06% від а.а., що вводиться до БРУ.
Використання помірної гідроселекції в процесі розгонки ГФ зернокартопляних спиртових заводів (витрата води у межах 0,6 кг/кг ГФ та питомій витраті пари 2,5 кг/кг а.а.) дозволяє ефективно вилучати разом з метанолом інші домішки спирту.
Використання помірної гідроселекції дозволяє знизити вміст етилового спирту у КГФ у середньому на 30%.
Використання гідроселекції у розгінній колоні тим більше раціональне, що в останній час знайшло широке впровадження низькотемпературне розварювання крохмалевмісної сировини, при якому вміст метилового спирту у бражці суттєво знижується. Але звільнення спирту від головних та проміжних домішок без гідроселекції в розгінній колоні ускладнюється, що може бути причиною зниження якості ректифікованого спирту. Висока концентрація спирту у верхній частині колони призводить до збагачення спиртом концентрату головної фракції та підвищеному її відбору.

