При техническом контроле измеряют отклонения:
1. От прямолинейности (или плоскостности) и перпендикулярности плоскостей, образующих КБ и ИБ корпуса,
2. Формы основных отверстий в поперечном и продольном сечениях,
3. От соосности отверстий,
4. От параллельности осей основных отверстий КБ,
5. От параллельности осей основных отверстий между собой,
6. Расстояний между отверстиями,
7. От перпендикулярности осей отверстий между собой,
8. От перпендикулярности торцевых поверхностей к осям отверстий.
Допускаемая погрешность измерения устанавливается в зависимости от допуска на параметр поверхности:  , k – коэффициент, зависящий от степени точности (квалитета).
, k – коэффициент, зависящий от степени точности (квалитета).
Схемы контроля:
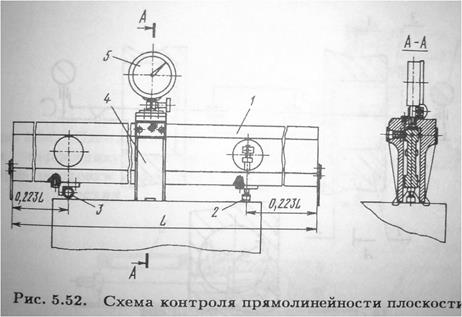
Отклонения от прямолинейности поверхности измеряют приспособлением, на рис.5.52. Работа устройства основана на методе сравнения проверяемой поверхности с образцовой поверхностью линейки 1 путем передвижения по ней каретки 4 с измерительной головкой 5 и создания контакта пяток каретки с проверяемой поверхностью и контакта наконечника измерительной головки с образцовой поверхностью линейки. Предварительно линейку 1 выставляют параллельно измеряемой поверхности с помощью регулируемой опоры 2 и неподвижного упора (ролика) 3. Отклонение от прямолинейности определяют как наибольшую алгебраическую разность показаний измерительной головки. Допускаемая погрешность измерения равна 0,003 мм для диапазона измерения 0... 250 мм.
Отклонение от соосности двух отверстий относительно их общей оси измеряют приспособлением (рис. 5.53), установленным в проверяемые отверстия 1 корпусной детали и зафиксированным вдоль оси упором 5. Оси двух измерительных головок 4 (измерительных пяток) лежат в общей плоскости двух жестких упоров 2 базирующих мостиков и отстоят от этих упоров на расстоянии, равном половине длины отверстия. Отклонения от соосности измеряют снятием показаний измерительных головок при вращении в проверяемых отверстиях на 360° через определенный угловой интервал, например 60°. Максимальные отклонения стрелки измерительной головки определяет радиальные биения отверстий.
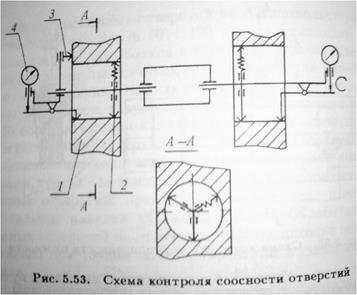
Погрешность измерения для диапазона диаметров проверяемых отверстии 40... 65 мм при диапазоне расстояний между жесткими упорами 150... 360 мм составляет не более 0,004 мм.
Контроль перпендикулярности плоскости А к оси отверстия производят приспособлением, состоящим из оправки 2 с фланцем, закрепленного во фланце упора I и измерительной головки 3 (рис. 5.54). Диаметр оправки выполняют равным диаметру проходного калибра. Оправку вводят в отверстие до упора и поворачивают на 180°. Отклонение от перпендикулярности определяют как разность наибольшего и наименьшего значений показаний головки. Зазор между оправкой и отверстием приводит к погрешности измерения.
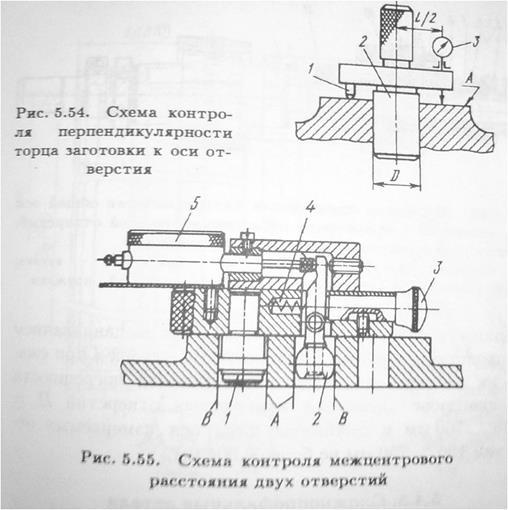
Отклонение межцентрового расстояния двух отверстий измеряют с помощью приспособления (рис. 5.55), которое базируют по торцевой поверхности контролируемой детали. При этом палец 1 и подвижный сферический упор 2 под действием пружины 4 соприкасается с внутренними образующими А проверяемых отверстий. При нажиме на толкатель 3 палец 1 и упор 2 будут соприкасаться с наружными образующими В тех же отверстий. Настройку индикатора 5 на нуль проводят по образцу. Половина алгебраической разности показаний индикатора дает значение отклонения от номинального расстояния между осями, причем отклонения диаметров и формы отверстий не влияют на результат измерения.
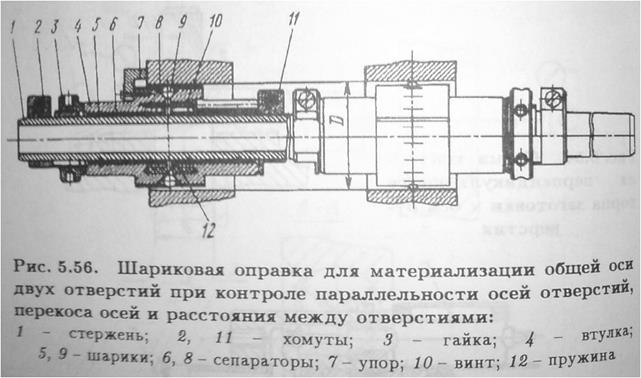
На рис. 5.56 показана конструкция шариковой оправки, позволяющей материализовать общую ось двух отверстий при контроле параллельности осей основных отверстий между собой и относительно плоскости перекоса осей отверстий и контроля размера между осями отверстий. Принцип действия шариковой оправки основан на плотной фиксации оправки в контролируемых отверстиях за счет упора внешних шариков 9 оправки в поверхность отверстий, что достигается выдавливанием шариков 5 коническими поверхностями втулок 4 при сжатии их гайками 3. Предел допускаемой погрешности при диапазоне диаметров измеряемых отверстий D = 45... 160 мм и диапазоне длин оси измеряемых отверстий 130... 750 мм не более 0,004 мм.