




—ќ≈ƒ»Ќ≈Ќ»≈ ƒ≈“јЋ≈… » ”«Ћќ¬ ћјЎ»Ќ
ќбща€ характеристика соединений
¬ машиностроении сопр€женные элементы сборочных единиц, которые фиксируютс€ от относительного перемещени€ с помощью других деталей(винтов, штифтов, шпонок и др.) или с применением специальных технологических операций(сварка, пайка, загиб и др.) называютс€ соединени€ми.
—оединени€ по принципу возможности разборки подраздел€ют на неразъемные, которые нельз€ разобрать без разрушени€ или повреждени€, и разъемные, позвол€ющие повторную разборку и сборку.
неразъемным соединени€м относ€тс€:
а) сварные, па€ные, клеевые Ц неразъемность соединени€ осуществл€етс€ за счет сил молекул€рно-механического сцеплени€;
б) клепаные, соединени€ с нат€гом, вальцованные Ц неразъемность достигаетс€ механическими средствами.
разъемным соединени€м относ€тс€: резьбовые, клиновые, штифтовые, шпоночные, шлицевые и профильные соединени€.
–азъемные соединени€ выполн€ютс€ как неподвижными, так и подвижными.
ƒетали соединений образуют наиболее распространенный класс деталей машин; их работоспособность наиболее часто, как показывает практика, определ€ет надежность работы конструкций.
Ќеразъемные соединени€
—варные соединени€
ќбща€ характеристика
Ёто наиболее распространенный вид неразъемных соединений.
–азличают три класса сварки Ц термический, механический и термомеханический. Ќа практике примен€ют свыше 60 способов сварки. —амое широкое распространение получила электрическа€ дугова€ сварка. ≈ю хорошо свариваютс€ низко и среднеуглеродистые стали. –азличают следующие типы дуговой сварки:
Ц автоматическа€ сварка под флюсом;
Ц механизированна€ сварка под флюсом;
Ц ручна€ сварка.
ѕри ручной сварке шов образуетс€ главным образом за счет металла электрода, а при автоматической и механизированной Ц в основном за счет расплавлени€ основного металла.
ƒл€ электродуговой сварки конструкционных сталей примен€ют электроды марки Ё42, Ё42ј, Ё46, Ё46ј, Ё50, Ё50ј и др. „исло после буквы ЂЁї умноженное на 10 обозначает минимальную величину временного сопротивлени€  (ћѕа) металла шва. Ѕуква Ђјї обозначает повышенное качество электрода.
(ћѕа) металла шва. Ѕуква Ђјї обозначает повышенное качество электрода.
¬ зависимости от расположени€ свариваемых деталей различают следующие виды соединений: стыковые (рис.1.1), нахлесточные (рис.1.2), тавровые (рис.1.3).
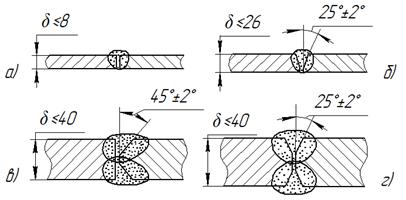
–ис.1.1 Ц —тыковые швы
а) односторонний без скоса кромок; б) односторонний со скосом кромок;
в) двусторонний с двум€ симметричными скосами одной кромки;
г) двусторонний с двум€ симметричными скосами двух кромок.

–ис.1.2 Ц Ќахлесточные соединени€ угловыми швами
а) лобовыми; б) фланговыми; в) комбинированными.

–ис.1.3 Ц “авровые соединени€
а), б) Ц швы с глубоким проплавлением; в) угловой шов.
достоинствам сварных соединений относ€тс€:
Ц герметичность и плотность соединений;
Ц возможность автоматизации сварочного процесса;
Ц невысока€ стоимость соединений вследствие простоты конструкции сварного шва и малой трудоемкости (стоимость сварной конструкции в 1,5Е2 раза ниже стоимости литой);
|
|
|
Ц возможность получени€ изделий больших размеров.
недостаткам сварных соединений относ€тс€:
Ц местный нагрев в зоне сварного шва вызывает изменение механических свойств материала свариваемых деталей;
Ц невысока€ прочность при переменных режимах работы (сварной шов €вл€етс€ концентратором напр€жений);
Ц невысокое качество сварного шва ручной сварки (непровары, шлаковые включени€, трещины);
Ц трудность контрол€ качества сварного шва.
–асчет сварных соединений
»сходным условием проектировани€ сварных соединений €вл€етс€ равнопрочность шва и соедин€емых деталей издели€.
—тыковые соединени€ могут разрушатьс€ по шву, месту сплавлени€ металла шва с металлом детали, сечению самой детали в зоне термического вли€ни€, т.е. прилегающему к шву детали участка, в котором в результате нагревани€ при сварке измен€ютс€ механические свойства металла.
—варные стыковые швы рассчитывают как целое сечение основного металла, но по допускаемому напр€жению, определенному дл€ сварного соединени€ в зависимости от назначени€ условий работы.
ѕри автоматической сварке в зависимости от толщины δ детали сварку выполн€ют односторонним или двусторонним швами. ѕри толщине δ ≤ 15 мм сварку выполн€ют без специальной подготовки кромки. ѕри ручной сварке без подготовки кромок сваривают листы толщиной до 8Е10 мм.
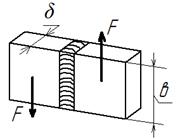
–асчет стыкового соединени€ выполн€ют по размерам сечени€ детали в зоне термического вли€ни€ (рис.1.4).

–ис.1.4 Ц —тыковое соединение, нагруженное раст€гивающей силой
”словие прочности при нагружении раст€гивающей (поперечной) силой F в виде полосы:
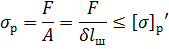
где ј Ц площадь сварного шва, мм2;
 Ц ширина листа (длина сварного шва), мм;
Ц ширина листа (длина сварного шва), мм;
δ Ц толщина шва, принимают равной толщине свариваемых деталей, мм;
 Ц допускаемое напр€жение раст€жени€ материала шва, ћѕа.
Ц допускаемое напр€жение раст€жени€ материала шва, ћѕа.
ƒопускаемое напр€жение дл€ расчета сварных соединений принимают по механическим характеристикам материала в зоне вли€ни€ сварного шва и отмечают знаком в отличие от допускаемых напр€жений основного металла 
¬ стыковом соединении, нагруженном изгибающим моментом ћ (рис.1.5), определ€ют напр€жение  изгиба:
изгиба:

где  Ц момент сопротивлени€ изгибу, мм3; δ Ц толщина сварных листов, мм;
Ц момент сопротивлени€ изгибу, мм3; δ Ц толщина сварных листов, мм;  Ц длина шва, (равна ширине свариваемых листов
Ц длина шва, (равна ширине свариваемых листов  )мм;
)мм;
ћ Ц изгибающий момент, Ќм;  Ц допускаемое напр€жение при изгибе дл€ материала шва, ћѕа.
Ц допускаемое напр€жение при изгибе дл€ материала шва, ћѕа.

–ис.1.5 Ц —тыковое соединение, –ис.1.6 Ц —тыковое соединение,
нагруженное моментом нагруженное сдвигающей силой
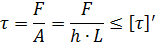
ѕри действии продольной силы (вдоль шва) шов рассчитываетс€ на срез (рис.1. 6).

где  =b-2c Ц расчетна€ длина шва, мм;
=b-2c Ц расчетна€ длина шва, мм;
b Ц ширина свариваемых листов, мм;
с Ц поправка на непровар в начале и конце шва;
δ Ц толщина сварных листов, мм;
 Ц расчетное и допускаемое напр€жени€ при срезе дл€ шва, ћѕа.
Ц расчетное и допускаемое напр€жени€ при срезе дл€ шва, ћѕа.
Ќахлесточные соединени€ выполн€ютс€ с помощью угловых швов. ¬ зависимости от формы поперечного сечени€ различают угловые швы: нормальныеЦа); вогнутыеЦб); выпуклыеЦв) (рис.1.7). Ќа практике наиболее распространены швы нормальные.

–ис.1.7 Ц ¬иды угловых швов
ќсновные геометрические характеристики углового шва Ц катет k и высота h (рис.1.7); дл€ нормального шва h=ksin450  0,7k. ѕо услови€м технологии рекомендуют принимать k
0,7k. ѕо услови€м технологии рекомендуют принимать k  3 мм, если толщина листа
3 мм, если толщина листа  3 мм. ак правило
3 мм. ак правило
|
|
|
k =  ƒл€ обеспечени€ равномерного распределени€ напр€жени€ длина шва ограничиваетс€ 30мм
ƒл€ обеспечени€ равномерного распределени€ напр€жени€ длина шва ограничиваетс€ 30мм 
¬ зависимости от расположени€ различают швы лобовые, фланговые и косые. Ћобовой шов расположен перпендикул€рно, а фланговый Ц параллельно линии действи€ нагружающей силы (рис.1.2).
”гловой шов при нагружении испытывает сложное напр€женное состо€ние. ѕоэтому дл€ простоты расчета шов условно рассчитывают на срез под действием средних касательных напр€жений  . Ќапример, условие прочности дл€ флангового шва (рис. 1.2) можно выразить:
. Ќапример, условие прочности дл€ флангового шва (рис. 1.2) можно выразить:

где 2 Ц число швов; h Ц рабоча€ высота сварного шва(h = 0,7 k).
ѕримен€ютс€ также комбинированные швы, состо€щие из фланговых и лобовых (рис.1. 2).
ƒл€ упрощени€ расчета считают, что сила F раст€жени€ нагружает швы равномерно. ¬ этом случае уравнение прочности будет иметь вид:
где L=2  +b Ц периметр комбинированного шва, мм; h Ц высота шва, мм.
+b Ц периметр комбинированного шва, мм; h Ц высота шва, мм.
ѕростое нагружение сварных соединений случаетс€ в практике сравнительно редко. «начительно чаще элементы и швы сварных конструкций работают на сложное сопротивление. ƒл€ стыковых швов в этом случае расчетные формулы остаютс€ теми же, что и дл€ основного металла, т.е. условие прочности будет
где  Ц приведенное напр€жение, определ€емое в расчетном сечении по п€той или первой теории прочности, ћѕа;
Ц приведенное напр€жение, определ€емое в расчетном сечении по п€той или первой теории прочности, ћѕа;
 Ц допускаемое напр€жение при раст€жении или сжатии дл€ материала стыкового шва, ћѕа.
Ц допускаемое напр€жение при раст€жении или сжатии дл€ материала стыкового шва, ћѕа.
“авровые соединени€.
–ассмотрим тавровое соединение, нагруженное сочетанием сил и моментов (рис.1. 8).

–ис.1. 8 Ц “авровое соединение, нагруженное комбинацией сил и моментов
ѕри расчете все внешние нагрузки привод€т к центру масс сварного шва. ¬ общем случае соединение может быть нагружено моментом ћ, раст€гивающей F и сдвигающей Q силами. ѕри определении напр€жений используют принцип независимости действи€ сил с последующим суммированием напр€жений от каждого силового фактора. ћетод расчета в этом случае зависит от типа шва:
а) –асчет соединени€ со швами глубокого проплавлени€ (рис.1.3, а, б). ¬ этом случае рассчитывают на прочность основной металл в зоне термического вли€ни€. Ќаиболее опасной €вл€етс€ точка 1 (рис.1.8), в которой суммируютс€ напр€жени€: нормальные (раст€жени€  и изгиба
и изгиба  ) и касательные(
) и касательные( ).
).
Ёквивалентное напр€жение в точке 1 определитс€ как:

б) –асчет соединени€ с обычным угловым швом (рис.1.3, в). ¬ этом случае касательные напр€жени€ в биссектральной плоскости шва возникают от всех силовых факторов. Ќаиболее опасной точкой €вл€етс€ точка 1.
асательные напр€жени€ при наличии n швов:
Ц от момента ћ

где W  Ц момент сопротивлени€ изгибу, мм3.
Ц момент сопротивлени€ изгибу, мм3.
Ц от силы F

Ц от силы Q
где n Ц число швов, h Ц высота шва, Ц рабоча€ длина шва, мм.
ѕолное напр€жение  в точке 1 наход€т геометрическим суммированием с учетом того, что вектор
в точке 1 наход€т геометрическим суммированием с учетом того, что вектор  составл€ет с вектором
составл€ет с вектором  угол 900.
угол 900.

ƒопускаемые напр€жени€ дл€ сварных швов.
ƒопускаемые напр€жени€ дл€ сварных швов при статической нагрузке определ€ют по табл.1.1 в зависимости от допускаемого напр€жени€  основного металла при раст€жении:
основного металла при раст€жении:
= 
где  Ц предел текучести основного металла (табл.1.2), S Ц коэффициент запаса прочности (S=1,3Е1,6 Ц дл€ низкоуглеродистой стали, S=1,5Е1,7 Ц дл€ низколегированной стали).
Ц предел текучести основного металла (табл.1.2), S Ц коэффициент запаса прочности (S=1,3Е1,6 Ц дл€ низкоуглеродистой стали, S=1,5Е1,7 Ц дл€ низколегированной стали).
“аблица 1.1
ƒопускаемые напр€жени€ дл€ сварных соединений деталей из низкоуглеродистых и низколегированных сталей, полученных электродуговой сваркой
| Ќапр€жение | јвтоматическа€ и механизированна€ под флюсом | –учна€ дугова€, электродами | |
| Ё42ј Ё50ј | Ё42 Ё50 | ||
–аст€жение 
|
|
|
|
—жатие 
|
|
|
|
—рез 
| 0,8
| 0,65
| 0,6
|
ѕримечани€:  ,
,  Цдопускаемые напр€жени€ сварного шва, ћѕа;
Цдопускаемые напр€жени€ сварного шва, ћѕа;
Ц допускаемое напр€жение раст€жени€ материала свариваемых деталей (основного металла), ћѕа.
“аблица 1.2
ћеханические характеристики некоторых марок сталей
|
|
|
| ћарка стали | —т2 | —т3 | —т4 | —т5 | ||||
ѕредел текучести  , ћѕа , ћѕа
|

