




Общие правила графического выполнения элементов литейных форм и отливок должны соответствовать ГОСТ 3.1125–88. Все чертежи выполняются в масштабе, выбранном самостоятельно. Для выполнения работы необходимо разработать следующие чертежи:
1) чертеж заданной детали;
2) чертеж отливки с указанием технических требований и норм точности, необходимых для изготовления и контроля отливки, положения её в форме и плоскости разъёма, припусков на механическую обработку, величин уклонов и радиусов;
3) чертеж модельных плит верха и низа с элементами литниковой системы и их размерами.
4) чертеж литейной формы всборе. Форма должна быть изображена готовой к заливке. На плане изображается нижняя полуформа с условно снятой верхней полуформой без разрезов. Чертеж формы должен наглядно показывать конструкцию и элементы формы, габаритные размеры опок и формы. Штриховка формовочной смеси в опоках должна быть выполнена сплошными тонкими линиями под углом 45º с множеством точек.
В пояснительной записке необходимо выполнить эскизы:
а) стержня с размерами, учитывающими припуски на механическую обработку внутренних полостей отливки, длину знаков, зазоры между элементами формы и стержня. Расположение стержня на эскизе (вертикальное и горизонтальное) должно соответствовать его нахождению в форме при заливке;
б) модели отливки с указанием её разъёма (при наличии разъёма), уклонов выступающих частей и линейных размеров с учётом усадки (1 %), размеров и уклонов знаковых частей;
в) схемы проверки положения стержней в нижней полуформе шаблоном (примеры эскизов приведены в разделе 3).
4.1 Обозначение разъёмов модели и формы. Положение отливки при заливке
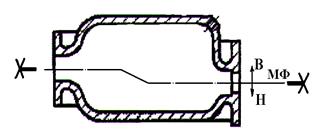
Разъём модели и формы показывают отрезками или ломанной штрихпунктирной линией, заканчивающейся знаком  , над которым указывается буквенное обозначение разъёма – МФ.
, над которым указывается буквенное обозначение разъёма – МФ.
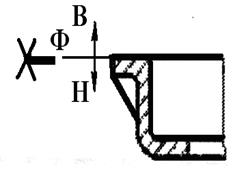
Направление разъёма показывают сплошной основной линией, ограниченной стрелками и перпендикулярной к линии разъёма (рисунок 31 а, 31 б). При применении неразъёмных моделей указывают только разъём формы Ф ( рисунок 31 в, 31 г ).
Положение отливки в форме при заливке обозначают буквами В (верх) и Н (низ). Буквы размещают у стрелок, показывающих направление разъёма формы.
Изображение и обозначение стержней
Стержни в разрезе штрихуют только у контурных линий. Длина линий 3…30 мм. Стержни обозначают буквами «Ст.» и порядковыми номерами (если более одного), например, Ст. 1, Ст. 2, Ст. 3 и т. д. Изображение и обозначение стержня показано на рисунке 32.
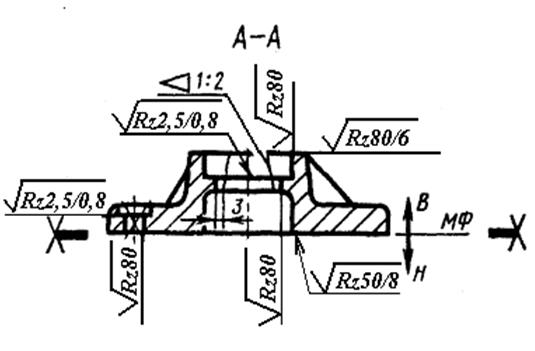
Изображение припусков
Припуски на механическую обработку изображают сплошной тонкой линией перед знаком шероховатости поверхности детали или размером уклона с указанием значения припуска (рисунок 33 а). Допускается при несложных деталях припуск на механическую обработку не изображать, а указывать только размер припуска цифрой (рисунок 33 б).
Отверстия, впадины и т.п., не выполняемые в отливке, заштриховываются сплошной тонкой линией (рисунок 33 а, 33 б).

А б

В г
Рисунок 31 – Обозначение разъёмов модели и формы (а и б)
и положения отливки в форме (в и г)

Рисунок 32 – Изображение и обозначение стержня

| а) |
| б) |
Рисунок 33 – Изображение припусков

