По назначению площади цехов делятся
· производственную, занятую производственным оборудованием и рабочими местами у этого оборудования,
· Вспомогательную, занятую вспомогательными подразделениями (ремонтными и инструментальными службами, лабораториями, объектами складского хозяйства), а также магистральными проездами между цехами.
· служебно-бытовую для административно-технического персонала, объектов санитарно-гигиенического назначения,
сумма производственных и вспомогательных площадей - общая площадью цеха
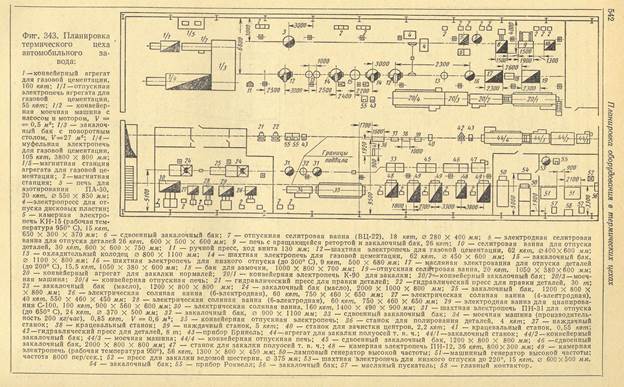
Для предварительных расчетов производственных площадей печного зала можно исходить из следующих норм площади на одну печь: в инструментально-термическом цехе 25—30 кв.м, в штамповом термическом цехе 30— 50 кв.м, во вторичном термическом цехе с толкательными и конвейерными печами 50—90 кв.м, в кузнечно-термическом цехе 80—130 кв.м. Проезды и про ходы считаются отдельно и составляют в среднем 25—30% от производственной площади
Таблица 16.2. Условные изображения элементов зданий, сооружений, конструкций, оборудования и транспортных средств
| Название | Условное обозначение |
| 1. Стена, перегородка | 
|
| 2. Проем в стене или перегородке: | |
| - не доходящий до пола; | 
|
| - доходящий до пола | 
|
| 3. Проем оконный | 
|
| 4. Путь подкрановый | 
|
| 5. Монорельс с талью | 
|
| 6. Кран мостовой | 
|
| 7. Кран консольный | 
|
| 8. Дверь (ворота): однопольная в проеме; двупольная в проеме; откатная однопольная; раздвижная двупольная; подъемная | 
|
| 9. Колонна: железобетонная; металлическая | 
|
| 10. Канал для транспортирования стружки | 
|
| 11. Автоматическая линия; | 
|
| 12. Технологическое оборудование | 
|
| 13. Место обслуживающего персонала | 
|
| 14. Стеллаж многоярусный однорядный | 
|
| 15. Промышленный робот | 
|
| 16. Проходы, проезды | 
|
| 17. Тележка рельсовая | 
|
| 18. Ограждение площадок | 
|
| 19. Место складирования | 
|
Планировка оборудования
Существует несколько типов компоновок:
Произвольная (рис. 16.8а),. Недостаток - транспортные маршруты усложняются и удлиняются.
Функциональная (рис. 16.8б), заготовки последовательно проходили с начала до конца техпроцесса. Эта компоновка характерна для цеха мелкосерийного производства.
Модульная (рис. 16.8в), при которой аналогичные операции выполняются параллельно одинаковыми модулями. Обладает определенными возможностями резервирования
Групповая (рис. 16.8г), при которой каждая группа станков предназначена для обработки определенной номенклатуры заготовок.
Рис. 16.8. Варианты размещения станочных модулей:
а – произвольное; б – функциональное; в – модульное; г – групповое;
д – ступенчатое; а, д, в, с – типы модулей
Ступенчатая компоновка: три участка (ступенчатая компоновка): предварительный, основной и финишной обработки. Операторы на 1 и 3 загружены в свободное время (рис. 16.8д)
При составлении планировки необходимо руководствоваться:
1. Размещение оборудования должно быть произведено по участкам, например участок цементации, участок цианирования, участок закалки и т. д.
2. Оборудование должно располагаться в соответствии с общим направлением основного грузопотока, чтобы не было встречных движений.
3. крупное оборудование — вдоль цеха в несколько рядов
4. Количество проездов шириной 3,5—4 м может быть один-два в середине цеха или по краям, пожарный проезд 5—5,5 м.
5. Проходы между толкательными и конвейерными печами должны быть 2—3 м, а между камерными 1,5—2 м.
6. В мелких цехах – вдоль стен на расстоянии от стены не менее 1—1,5 м.
7. При разных габаритах печи располагают в одну линию по загрузочной стороне. Проходные печи располагают в одну линию, но по центральной оси печей.
8. Высокочастотные установки при расположении их в потоке механической обработки располагаются также в одну линию со станками и должны быть заэкранированы.
9. Закалочные баки, ванны для охлаждения при изотермической закалке должны быть расположены в непосредственной близости от печей, таким образом, чтобы рабочему нужно было производить минимальные движения при переносе изделия для охлаждения из печи в бак или в ванну.
10. Вспомогательные помещения — в пристройках
11. Моечные машины устанавливаются в общем зале.
12. Участки ХТО и т. в. ч. должны отделяться от другого печного оборудования перегородкой для ограничения доступа
13. Дробеструйные аппараты должны быть сосредоточены в отдельных помещениях с вентиляцией.
14. Площадь вспомогательных помещений составляет 25 — 30% производственной площади.
15. Участки, занятые станками, должны быть наиболее короткими. В машиностроении длина участков составляет 40-80 м. Зоны заготовок и готовых деталей включаются в длину участка.
16. Технологические линии могут располагаться как вдоль пролетов, так и поперек их.
17. Станки вдоль участка могут быть расположены в два, три и более рядов. При расположении станков в два ряда между ними оставляется проход для транспорта. При трехрядном расположении станков могут быть два (рис. 16.1а) или один проход (рис. 16.1б). В последнем случае продольный проход образуется между одинарными и сдвоенными рядами станков. При расположении станков в четыре ряда вдоль участка устраивают два прохода: у колонн станки располагают в один ряд, а сдвоенный ряд – посредине (рис. 16.1в).
18. Станки могут располагаться по отношению к проезду вдоль поперек (рис. 16.2) и под углом (рис. 16.3 и 16.4а). Наиболее удобное расположение – вдоль проезда и при обращении станков к проезду фронтом. Станки для прутковой работы располагают загрузочной стороной к проезду, а другие станки так, чтобы сторона с приводом была обращена к стене или колоннам. Станки для прутковой работы могут быть также размещены в шахматном порядке (рис. 16.4б).
19. Станки по отношению друг к другу могут располагаться фронтом, «в затылок» и тыльными сторонами (рис. 16.5).
20. Крупные станки не должны стоять у окон, так как это приводит к затемнению цеха.
-
- Рис. 16.1.

Рис. 16.2

Рис.16.3
Рис.16.4.
Рис. 16.5.

Рис. 16.6.
Рис.16.7.
Таблица 16.3 Нормы расстояний между станками и от станков до стен и колонн зданий (рис. 16.5)

Таблица 16.4 Нормы ширины магистральных проездов в механических и сборочных цехах.
При определении расстояний между станками, от станков до стен и колонн задания (табл. 16.3) нужно учитывать следующее:
· расстояния берутся от наружных габаритных размеров станков, включающих крайние положения движущихся частей, открывающихся дверок и постоянных ограждений станков.
· для тяжелых и уникальных станков (габаритом свыше 16000  6000 мм) необходимые расстояния устанавливаются применительно к каждому конкретному случаю.
6000 мм) необходимые расстояния устанавливаются применительно к каждому конкретному случаю.
· при установке станков на индивидуальные фундаменты расстояние станков от колонн, стен и между станками принимаются с учетом конфигурации и глубины фундаментов станков, колонн и стен.
· при разных размерах двух рядом стоящих станков расстояние между ними принимается по большему из этих станков.
· при монтаже станки устанавливают в линию по выступающим деталям, что не только эстетично, но и целесообразно. При такой планировке облегчается уборка помещения, вывоз любого станка с участка, а также доступ к станкам для обслуживания.
В поточных линиях станки также могут устанавливаться в один ряд (рис.16.6а) или в два ряда (рис. 16.6б); в последнем случае деталь в процессе обработки переходит с одного ряда на другой. Поточная линия может быть и с двумя параллельными потоками деталей (рис. 16.6в). При обработке деталей с большим количеством операций поточной линии придают зигзагообразную форму с тем, чтобы длина каждого участка должна быть равна длине других участков, т.е. равнялась 40 – 80 м., и чтобы выход готовых деталей был в том же направлении, что и для других поточных линий (рис. 16.6г). Цифры на рисунках указывают последовательность прохождения детали через станки линии.
Станки в потолочных линиях с применением рольгангов или других конвейеров могут устанавливаться относительно них параллельно или перпендикулярно (рис. 16.7б); они могут быть и встроены в линию рольганга или конвейера (рис. 16.7г).