




В основі методу лежить ідея з лиття в оболонки, але більш тонка структура оболонки та складніша конфігурація. Метод дуже складний. Перелічимо основні етапи виготовлення виливка дотримуючись послідовності їхнього виконання:
1. виготовлення з металу первинної моделі;
2. виготовлення з металу первинної форми;
3. виготовлення вторинної легкоплавкої моделі;
4. ускладнення вторинної легкоплавкої моделі (при необхідності);
5. зблочування;
6. утворення оболонки на блоці;
7. виплавлювання легкоплавкої вторинної моделі;
8. спікання оболонки;
9. заливання ливарного сплаву;
10. руйнування оболонки та її видалення;
11. відділення ливникової системи.
Лекція №11
Цей метод дозволяє реалізувати групову технологію лиття.
1. Первинна модель виготовляється з металу який добре обробляється різанням (Д-16Т, ЛС-59-3). Вона складається з двох половинок, які розділяються по площині рознімання. В цих половинках є технологічні штирі та отвори для взаємного суміщення. Поверхня моделі полірується і шліфується. Половинки моделі виготовляються різанням. Первинна модель повторює форму виливка з урахуванням усадочних процесів.
2. Для виготовлення первинної форми беруть опоку:
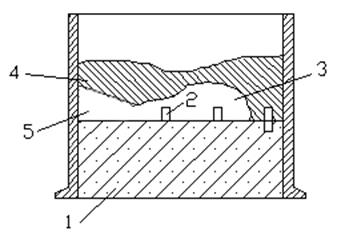
5 – литник
Опоку до половини заповнюють термостійким матеріалом 1 (наприклад гіпс) у який закріплюють штирі 2 на яких кріпиться модель 3. Уся система заливається легкоплавким металом 4 (наприклад припоєм ПОС-61 так як він евтектичний і краще передасть форму). Після затвердіння припій витягається, утворюючи половинку первинної форми. Аналогічно формується друга половинка форми.
Усе це необхідно для тиражування моделі. Первинна модель потрібна для виготовлення первинної форми, а первинна форма необхідна для одержання вторинної моделі.
3. Вторинну модель виготовляють з легкоплавких термопластів (стеарин, парафін, віск), частіше використовують їхнє сполучення з мінімальною усадкою. Легкоплавка суміш заливається у форму та після затвердіння витягається з форми у вигляді вторинної легкоплавкої моделі. У такий спосіб виготовляється потрібна кількість легкоплавких моделей, рівна числу виробів, що виготовляються, (з невеликим запасом).
4. Дотепер модель не мала піднутрення, отворів і т.п. Потім модель ускладнюють. На металорізальних верстатах одержують отвори, пази і т.д. – перший шлях ускладнення. Другий шлях ускладнення – беруть частини моделі (половину, третину), усередині цього фрагмента формуються внутрішні порожнини. Потім отримані фрагменти з'єднують і одержують внутрішні лабіринти і порожнини.
5. Зблочування. Окремо з парафіново-стеаринової суміші виготовляють ливникову систему, а також центральний живильник ливникової системи і розігрітим ножем з'єднують його з літником кожної моделі. У результаті одержуємо блок моделей (ялинка).
6. Для покриття блоку моделей керамічною оболонкою використовують золь ортокремнієвої кислоти. Золь ортокремнієвої кислоти одержують на основі гідролізу етилсилікату ( ). Етилсилікат одержують на основі:
). Етилсилікат одержують на основі:

У гідролізований розчин етилсилікату додають пилоподібний кварц (маршаліт) (30-40%  і 60-70% маршаліта). Ялинку опускають в отриману суміш. Потім витягають і посипають маршалітом. Добавка маршаліта приводить до загустіння кірки. Операцію повторюють до утворення суцільної оболонки. Для переходу золю в гель необхідно нейтралізувати
і 60-70% маршаліта). Ялинку опускають в отриману суміш. Потім витягають і посипають маршалітом. Добавка маршаліта приводить до загустіння кірки. Операцію повторюють до утворення суцільної оболонки. Для переходу золю в гель необхідно нейтралізувати  -потенціал. Для цього треба вводити електроліт. Тому оболонки сушать у середовищі
-потенціал. Для цього треба вводити електроліт. Тому оболонки сушать у середовищі  . При цьому золь переходить у гель і оболонка здобуває механічну міцність. Оболонка з етилсилікату найбільше точно повторює поверхню але вона дуже коштовна, тому подальше нарощування оболонки проводять рідким склом:
. При цьому золь переходить у гель і оболонка здобуває механічну міцність. Оболонка з етилсилікату найбільше точно повторює поверхню але вона дуже коштовна, тому подальше нарощування оболонки проводять рідким склом:

7. Легкоплавку модель виплавляють у гарячій воді. Форму чи оболонку обертають по трьох ступенях свободи. Можна виплавляти й у гарячому повітрі. У результаті утвориться пустотіла система.
8. Спікання. Ціль:
а) усталити керамічну оболонку;
б) випарувати залишки органіки. Температура близько 1100°С, час 2-3 години. В результаті одержують міцну кірку.
9. Заливання сплаву. Заливають сплав подібно литтю в оболонки.
Заливаємо сплав, після чого обертаємо центрифугу для створення додаткового тиску. Заливання сплаву провадиться в сталевих опоках після установки блоку моделей, які засипають піском.
Тривалість обертання підбирають експериментально. Обертають до завершення процесів кристалізації. Кристалізація відбувається при дії відцентрових сил, з метою витиснення газових включень.
10. Руйнування оболонки. Оболонка тріскається ще при кристалізації. На вібростенді вона майже обсипається. Потім ялинку піддають дробоструменевій обробці (якщо це можливо). Для сталевих виливків – чавунний чи сталевий дріб, для сплавів на основі міді – латунний, для алюмінієвих сплавів – алюмінієва. Дробоструменева обробка приводить до наклепу поверхні Þ поліпшуються механічні властивості виробу.
11. Відділення виробів від ливникової системи роблять різанням.
Виливки кращої якості одержують при заливанні в вакуумі або в середовищі інертного газу. Литі деталі звичайно не піддаються зварюванню (через пористість). Виливки отримані у вакуумі можна зварювати.
Лекція №12

