




Назначение и конструкция модулей системы MS 2.
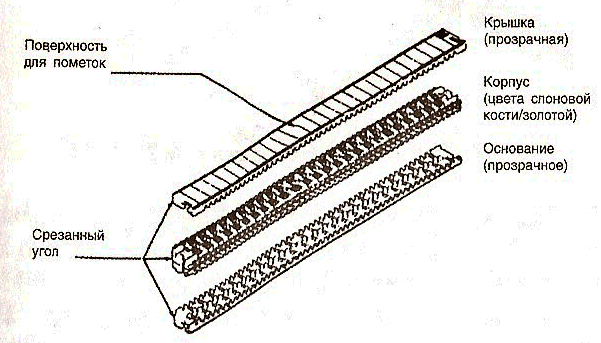
| Рис. 2.121. Части модуля MS2 4000-D |
В данной инструкции содержится описание модульных соединителей серии MS2, инструментов и приспособлений, а также указания по их применению.
Модули серии MS3 предназначены для одновременного сращивания двадцати пяти пар медных или алюминиевых жил телефонного кабеля без предварительного снятия изоляции. Модули позволяют соединять жилы с диаметрами от 0,32 до 0/7 мм с полиэтиленовой или бумажной изоляцией. Тип изоляции и диаметр жил, соединяемых одним модулем, могут быть различными.
Модуль MS2 4000-D предназначен для одновременного прямого соединения двадцати пяти пар жил. Модуль состоит из трех частей; основания, корпуса и крышки (рис.2.121).
Крышка модуля и верхняя часть корпуса окрашены в цвет слоновой кости, а нижняя часть корпуса и основание золотистого цвета. Все три части модуля имеют срезанный угол для правильной установки в сращивающей головке.
На крышку модуля нанесен товарный знак "ЗМ", а также деления, облегчающие отыскание входных контрольных отверстий пар.
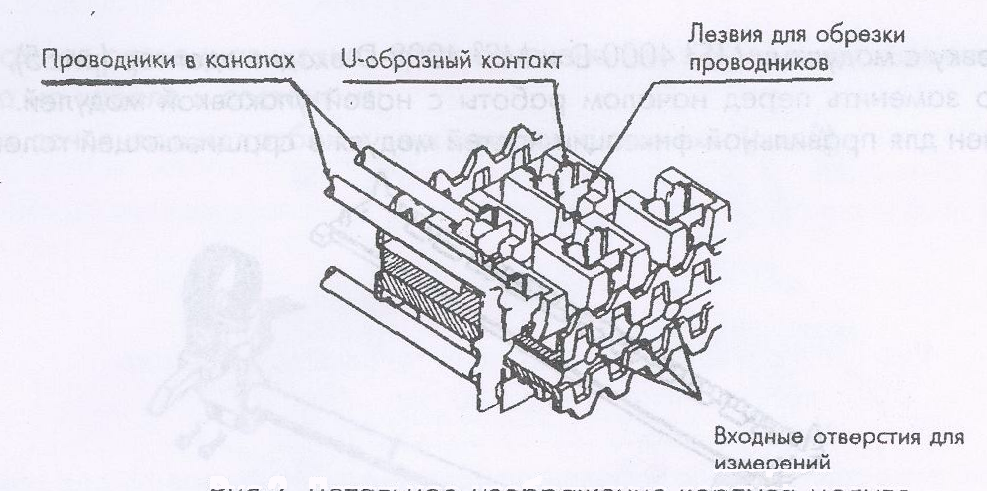
| Рис. 2.122. Детальное изображение корпуса модуля |

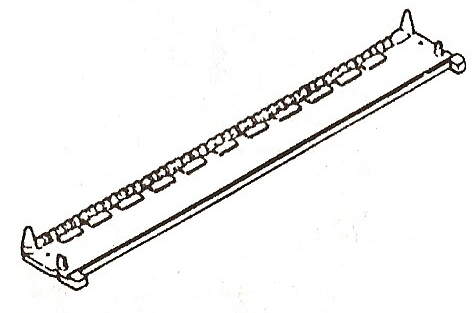
Рис 2.123. Модуль запараллеливания MS2 4008-D
Модуль MS2 4008-D предназначен для запараллеливания пар при переключении и ремонте кабелей без перерыва связи и позволяет подключаться непосредственно к жилам кабеля в любом месте, кроме сростка. Крышка модуля и верхняя часть корпуса окрашены в цвет слоновой кости. Нижняя часть корпуса и основание - зеленого цвета (рис.2.123). В нижней части корпуса модуля нет ножей, поэтому жилы, заведенные в основание модуля, при опрессовке не обрезаются.
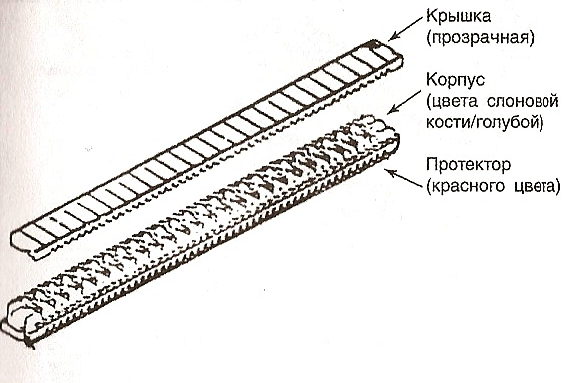
Модуль подключения MS2 4005-DPM предназначен для переключения кабелей и позволяет подключаться к смонтированным модулям серии MS2 в муфте. Он состоит из трех частей: крышки, корпуса и протектора (рис.2.124). Конструкция модуля MS2 4005-DPM также предусматривает возможность подключения к контактам для проведения необходимых измерений. Крышка и верхняя часть модуля корпуса окрашены в цвет слоновой кости. Нижняя часть корпуса окрашена в голубой цвет. Протектор - красный.
В упаковку с модулями MS2 40QQ-D и MS2 4008-D входит адаптер (рис.2.125), который необходимо заменить перед началом работы с новой упаковкой модулей. Адаптер предназначен для правильной фиксации частей модуля в сращивающей головке.
| Рис. 2.124. Модуль запараллеливания MS2 4008-D |
| Рис. 2.125. Адаптер модулей MS2 4000-D и 4008-D 2 |
Описание пресс-механизма MS 2.
Сращивание жил кабелей модулями осуществляется с помощью пресс-механизма, состоящего из трех основных элементов: сращивающей головки, спрессовывающего устройства и монтажной разъемной штанги.
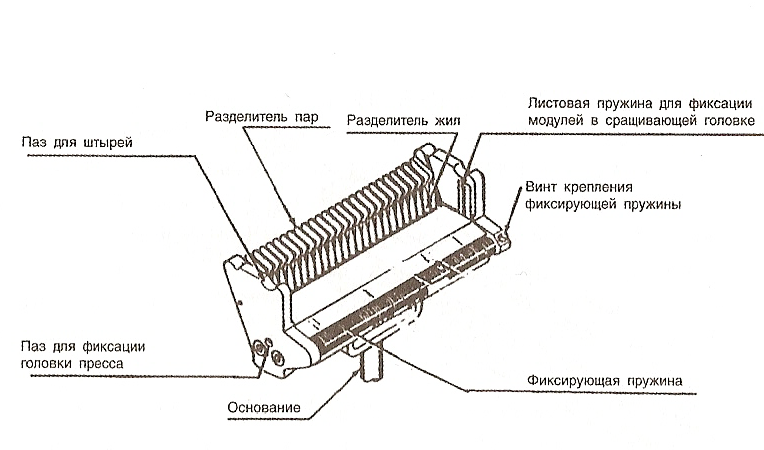
Рис 2.126. Сращивающая головка
Сращивающая головка предназначена для удобства в обращении с жилами в процессе их укладки в модуль (рис. 2.126).
Спрессовывающие устройства (рис.2.127) предназначены для обжима модулей в процессе сращивания. Процесс опрессовки прекращается автоматически при давлении.
Монтажная разъемная штанга предназначена для закрепления элементов пресс-механизма на кабеле и состоит из:
а) трех сочленяющих трубок и двух хомутов с ремнями (рис.2.128)
б) поперечного зажима со сменным рычагом (рис.2.129);
в) зажима для крепления головок (рис.2.130).


Рис 2.127. Спрессовывающее устройство Рис 2.128. Монтажная разъемная штанга
Подготовка кабелей к сращиванию.
Оболочку кабелей очищают от загрязнений.
Проверяют герметичность полиэтиленовой оболочки кабелей и целостность жил и экрана.
Монтируемые кабели временно закрепляют проволочными бандажами на консолях колодца.
Подбирают муфту в соответствии с диаметром монтируемого кабеля, его типом и емкостью согласно техническим условиям на муфты (свинцовые АХП 0.423.000ТУ, полиэтиленовые АХП 0.446.000TY).
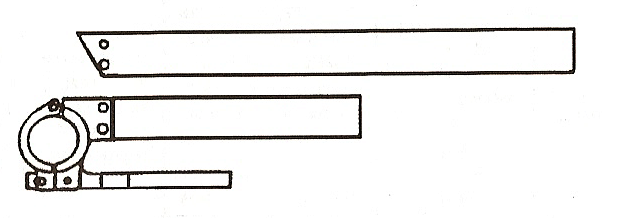
| Рис. 2.129. Поперечный зажим со сменным рычагом |
| Рис. 2.130. Зажим для крепления головок |
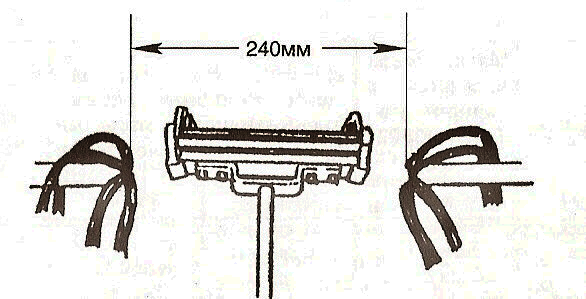
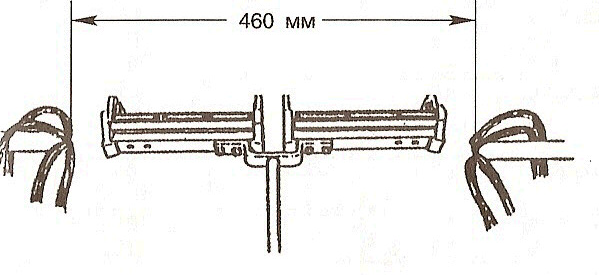 Рис 2.131. Установка сращивающей головки Рис 2.132. Установка двух сращивающих для монтажа кабеля емкостью до 300 пар головок для монтажа кабелей емкостью 400 пар
Рис 2.131. Установка сращивающей головки Рис 2.132. Установка двух сращивающих для монтажа кабеля емкостью до 300 пар головок для монтажа кабелей емкостью 400 пар
Отмечают места срезов оболочки, при этом необходимо учитывать следующее:
а) кобель емкостью до 300 пар включительно рекомендуется монтировать при помощи одной сращивающей головки. Расстояние между срезами оболочки (рабочая зона) должно быть равным 240 мм (рис.2.131);
б) кабель емкостью 400 пар и более рекомендуется монтировать при помощи двух сращивающих головок, установленных на одном основании. Длина рабочей зоны должна быть равна 460 мм (рис.2.132);
в) минимальная длина концов жил кабеля, подготовленного к сращиванию, должна быть в 1,5 раза больше рабочей зоны, т.е. 360 и 690 мм соответственно для одно- и двухмодульного сращивания.
Зачищают оболочку кабелей ножом по обе стороны от отметки места зачистки на расстоянии 30 - 40 мм.
По отметкам на оболочке кабелей делают ножом круговой надрез и один или несколько продольных на расстоянии между ними 10 - 15 мм. Оболочку на участке от кругового надреза до конца кабеля разгибают и удаляют.
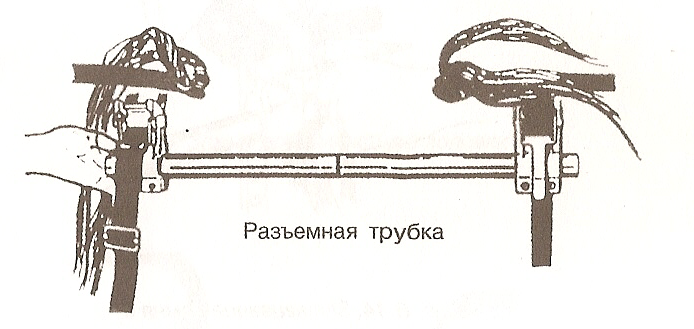
Рис 2.133. Установка монтажной штанги на кабеле
На концы кабелей надвигают части муфт.
Внутренние защитные покровы: поясная изоляция и ленты экрана сматываются в рулончики и временно закрепляются вместе с экранной продольной проволокой на оболочке кабелей возле среза.
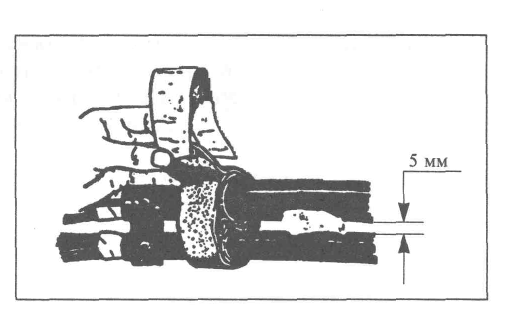
Срезы концов кабелей с полиэтиленовой или поливинилхлоридной оболочкой обматываются 4-5 витками ленты ПХВ. У среза кабеля со свинцовой оболочкой на сердечник кабеля накладывают два витка миткалевой ленты, которую осторожно заталкивают под оболочку на глубину 3-5 мм. После чего сердечники кабелей прошпаривают кабельной массой МКП или просушивают горячим воздухом от паяльной лампы.
Сердечники монтируемых кабелей разбирают по пучкам или повивам. В кабелях пучковой скрутки каждый пучок перевязывают вощеной ниткой у среза оболочки и подвязывают к оболочке в порядке, обратном очередности их монтажа. В кабелях повивной скрутки сердечник разбирают по полуповивам. Для чего каждый повив, начиная с верхнего, разбирают на два пучка: ближний и дальний. В ближний пучок отбирают примерно 60% пар или четверок, а в дальний - 40%. Отобранные группы также подвязывают к кабелю в порядке/ обратном очередности их монтажа.
 Установка пресс-механизма.
Установка пресс-механизма.
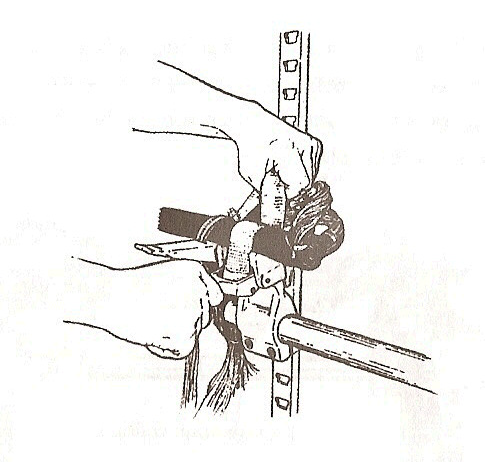
Закрепляют монтажную штангу на монтируемых кабелях следующим образом:
а) монтажную разъемную штангу подводят под концы сращиваемых кабелей таким образом, чтобы хомуты, закрепленные на концах штанг, находились на равных расстояниях от срезов оболочек, а скобы хомутов с задней стороны (рис.2.133);
б) перекидывают ремни хомутов через кабели и зацепляют пряжками за скобы.
в) устанавливают пряжку хомута в верхнее положение и, подтянув ремень, защелкивают пряжку, фиксируя этим разъемную штангу на монтируемых кабелях.(рис. 2.134).
Рис 2.134. Затягивание ремня и закрепления штанги на кабеле
На середину разъемной штанги крепят поперечный зажим с коротким рычагом.
На рычаг поперечного зажима надевают зажим сращивающей головки. Фиксирующий винт должен быть справа (рис.2.135).
В отверстие зажима головки вставляют штырь основания с закрепленной на нем одной или двумя сращивающими головками. Фиксирующий винт затягивают (рис.2.136).
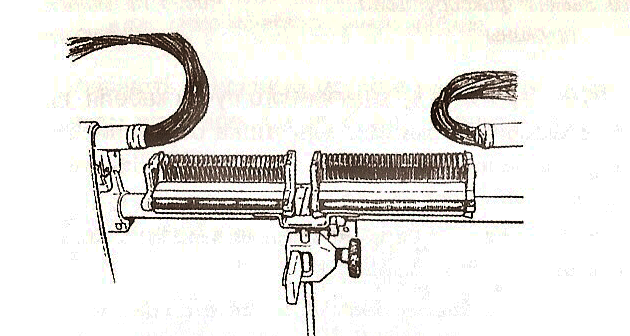
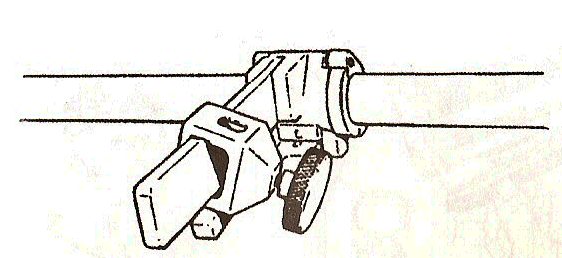
Рис 2.135. Установка сращивающих головок Рис 2.136. Фиксирующий винт затягивают на рычаге поперечного зажима
В сращивающую головку устанавливают фиксирующу 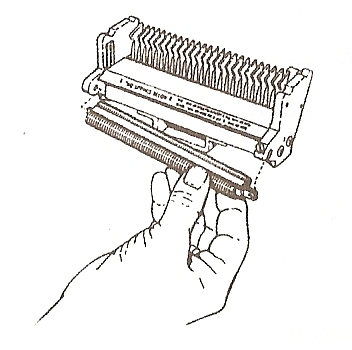 ю пружину соответствующую диаметру жил и типу изоляции. Замена ее осуществляется ослаблением винта и разворотом пружины в положение, указанное на пленке и грани пружины (рис. 2.137).
ю пружину соответствующую диаметру жил и типу изоляции. Замена ее осуществляется ослаблением винта и разворотом пружины в положение, указанное на пленке и грани пружины (рис. 2.137).
До начала сращивания жил в сращивающую головку помещают адаптер, находящийся в упаковке с модулями. После использования модулей, находящихся в данной упаковке, адаптер заменяют новым.
Укладка жил в модуль.
Пары жил сращиваемого пучка кабеля, приходящего со стороны телефонной станции, заводят на основание модуля. Устанавливают корпус модуля на основание.
Рис 2.137. Замена фиксирующей
пружины
Пары сращиваемого пучка кабеля, уходящего в линию, заводят на корпус и накрывают крышкой.
В момент спрессовки заведенные в модуль жилы соединяются, а излишки жил обрезаются.

Рис 2.138. Положение сращивающей головки в процессе монтажа пучков кабеля
Примечание:
1. В связи с тем, что емкость модулей серии MS1 равна двадцати пяти парам, то в первом модуле укладывают два десятипарных пучка и пять пар из третьего. Концы оставшихся пяти пар этого десятка скручивают и подвязывают на косоплет. Во втором (и всех четных) сначала укладывают пять пар оставшихся после опрессовки первого (нечетных) модуля, затем - два десятипарных пучка.
2. При сращивании пучкового кабеля четверочной скрутки допускается разделения четверки и укладка оставшейся пары в другой (следующий) модуль. 
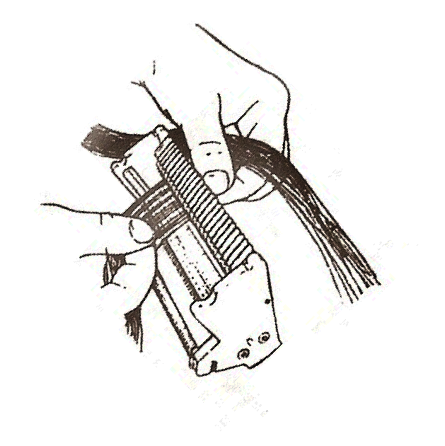
Рис 2.139. Установка основания модуля в Рис 2.140. Укладка жил на основание
сращивающей головке модуля
Сращивающие головки устанавливают немного выше соединяемого пучка жил, что предотвращает выход жил из направляющих до опрессования модулей. При этом расстояние от сращиваемого пучка жил до разделительной гребенки должно быть равным 100 мм. В процессе работы положение сращивающей головки меняют, ослабляя винт зажима и перемещая головку s горизонтальной и вертикальной плоскостях (рис.2.138), Проводники должны входить в сращивающую головку под небольшим углом.
 Установите основание модуля на адаптер в сращивающую головку срезом угла влево и от себя, зафиксировав его в направляющих плоских пружин (рис.2.139).
Установите основание модуля на адаптер в сращивающую головку срезом угла влево и от себя, зафиксировав его в направляющих плоских пружин (рис.2.139).
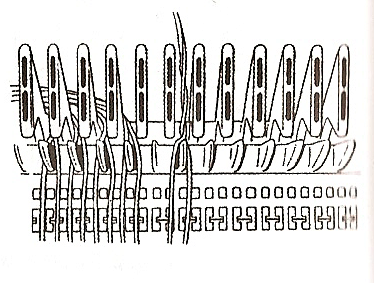
Перед укладкой пары в сращивающую головку жилы раскручивают, а пару заводят между зубцами разделителя пар (белая гребенка). Затем разделяют зубцом разделителя жил (синяя гребенка), укладывают в основание модуля и далее в фиксирующую пружину. При этом жилу "земля" (б) заводят справа от зубца, а жилу "сигнал" (а) - слева. Пару необходимо придерживать большим и указательным пальцами направляющей руки ближе к задней части сращивающей головки (рис. 2.140). Аналогично укладывают на основание модуля все остальные пары. Рис 2.141 Неправильная укладка в бумажной изоляции
в разделителе пар
Примечание: При работе с жилами в бумажной изоляции не допускайте скручивания жил в разделителе пар, что может вызвать повреждение изоляции зубцами разделителя жил (рис.2.141).
Корпус модуля срезанным углом влево и от себя укладывают в сращивающую головку на основание, в которое заведены жилы, и фиксируют боковыми прорезями в направляющих плоских пружин.
Пары соответствующего пучка кабеля, уходящего в линию, укладывают на корпус модуля.
Крышку модуля устанавливают на корпус срезом угла влево и от себя и фиксируют боковыми прорезами в направляющих плоских пружин (рис.2.142).
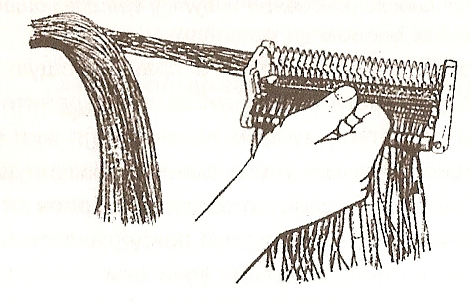
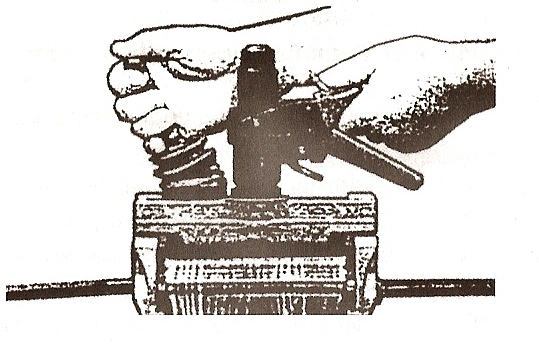 Рис 2.142 Укладка корпуса модуля в сращиваемую головку
Рис 2.142 Укладка корпуса модуля в сращиваемую головку
Опрессовка модулей MS 2 и укладка сростка.
Опрессовка модулей осуществляется с помощью ручного гидравлического пресса. Установку гидравлического пресса на сращивающую головку производят следующим образом:
а) Наклоняют пресс ножками в сторону передней части сращивающей головки (рис. 2.143).
| Рис. 2.143. Обжимная шина опущена на модуль |
Примечание: Рычаги могут быть направлены в любую сторону.
в) Переводят пресс в вертикальное положение, до фиксации. Устойчивое положение его регулируется винтами, находящимися в нижней части ножек, при помощи отвертки.
Нажатием на рычаг опускают обжимную шину на модуль.
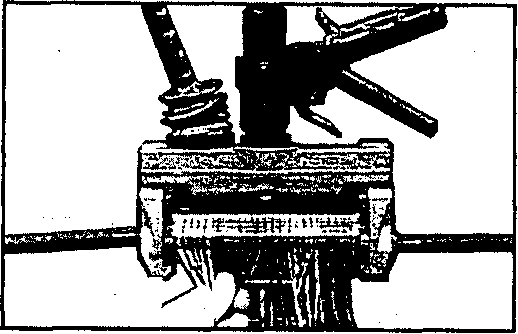
Опрессовывают модуль многократным сжатием рукояток насоса до щелчка пресса, указывающего на окончание опрессовки.
| Рис. 2.144. Удаление обрезанных жил из фиксирующей пружины |
| Рис. 2.145. Снятие пластины, уменьшающей свободный ход обжимной шины |
 По частям удаляют обрезанные излишки жил, поднимая их вверх из фиксирующей пружины сращивающей головки (рис.2.144).
По частям удаляют обрезанные излишки жил, поднимая их вверх из фиксирующей пружины сращивающей головки (рис.2.144).
Нажимают на курок сброса давления. При этом обжимная шина поднимается в верхнее положение. Толкая головку пресса от себя, снимают его со сращивающей головки. Перед работой с модулями типа MS2 4005-DPM (подпараллеливание к модулям MS2 4000-D и др.) необходимо снять пластину с обжимной шины (рис.2.145).
| Рис. 2.146. Внешний вид сростка при двухмодульном сращивании |
 Смонтированный и опрессованный модуль выталкивают из сращивающей головки большими пальцами рук. Перевязывают жилы по краям модуля вощеной ниткой и помещают модуль под сращивающую головку.
Смонтированный и опрессованный модуль выталкивают из сращивающей головки большими пальцами рук. Перевязывают жилы по краям модуля вощеной ниткой и помещают модуль под сращивающую головку.
Сращивают оставшиеся жилы. Смонтированные модули выкладывают равномерно вокруг сердцевины кабеля крышками вверх. Смонтированный пучок жил и сросток модулей перевязывают по краям вощеной ниткой или лентой ПХВ. При двухмодульном сращивании сросток жил перевязывают сначала в центре между модулями, а затем по краям (рис.2.146).
Запасные пары сращивают одножильными соединителями UY-2, которые располагают справа и слева от сростка на расстоянии 2 - 3 см. При этом необходимо предусмотреть запас длины жилы не менее 150 мм.
Рис. 2.147. Накладывании мастики
 4.3. Монтаж компрессионной муфты. Восстановление оболочек по технологии 3М.
4.3. Монтаж компрессионной муфты. Восстановление оболочек по технологии 3М.
При монтаже прямых муфт, наложите по одному витку 19мм мастики на оболочку кабелей за экранным соединителем (рис. 2.147).
Примечание: Сохраните остаток мастики для дальнейшей обмотки вокруг муфты.
При монтаже разветвительных муфт, наложите по одному витку мастики вокруг каждого кабеля. Пространство между кабелями и другие пустоты заполните мастикой. Наложите один виток мастики вокруг всей группы кабелей. Обожмите мастику пальцами.
Оберните пластиковый лист равномерно вокруг кольца из мастики так, чтобы линия на листе проходила под нижней частью сростка.
| Рис. 2.148. Накладывании мастики |
Нижний конец трубочки прижмите к мастике и плотно примотайте одним витком ленты 88Т. Затем размотайте рулон ленты на длину 60-80 мм, скрутите ленту в жгут и сделайте с усилием несколько витков жгутом. Закончите обмотку одним витком расправленной ленты 88Т.
Разорвите перемычку упаковки между составными частями компаунда и перемешайте их. Отрежьте угол упаковки и заполните получившуюся из пластиковой обертки емкость до уровня, когда компаунд полностью закроет соединители и проводники.
| Рис. 2.149. Наложение пластикового листа |
| Рис. 2.150. Наложение пластикового листа |
 Разомните заполненную емкость, чтобы компаунд заполнил все полости. Разверните углы пластиковой обертки и сверните пакет в трубочку от обреза вниз по направлению к сростку. Подмотайте края пластиковой обертки к мастике лентой 88Т.
Разомните заполненную емкость, чтобы компаунд заполнил все полости. Разверните углы пластиковой обертки и сверните пакет в трубочку от обреза вниз по направлению к сростку. Подмотайте края пластиковой обертки к мастике лентой 88Т.
Оберните сросток, заступив за края мастики, двумя слоями эластичной виниловой ленты EZ с перекрытием витков 50%. Примечание: При возникновении воздушных полостей внутри пакета проколите его и выдавив воздух, обмотайте сросток в месте прокола одним витком ленты EZ.
Обмотайте с усилием весь сросток, заступив за края мастики, тремя слоями эластичной ленты EZ с перекрытием витков 50%. При обмотке заступите на 2 см за края мастики (рис. 2.150).
Зафиксируйте конец эластичной виниловой ленты EZ от разматывания при помощи ленты 88Т.
Монтаж корпуса муфты.
| Рис. 2.151. Накладывание мастики |
 Надвиньте полумуфты на сросток. Обмотайте одним слоем мастики центральный стык и стыки с кабелем.
Надвиньте полумуфты на сросток. Обмотайте одним слоем мастики центральный стык и стыки с кабелем.
В случае разветвительной муфты, надвиньте полумуфты на сросток. Обмотайте одним слоем мастики центральный стык и стыки с кабелем.
Для защиты мастики плотно обмотайте мастику двумя слоями виниловой ленты 88Т с перекрытием витков и заступая за края мастики на 20 мм с каждого края. Намотку начинать с меньшего диаметра.
Монтаж лентой Armorcast.
(Рекомендуется при монтаже комплектов ВССК 100 и МВССК 100) Внимание! Для обеспечения наилучшей адгезии и затвердевания компаунда при температуре воздуха ниже 0 °С подогрейте кабель, корпус муфты и материалы до температуры не менее +2 °С.
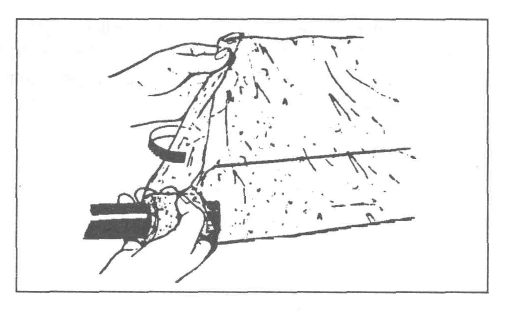
Оденьте перчатки и вскройте фольгированный пакет, оторвав верх пакета по меткам.
Наложив рулон внешней стороной вниз, начните обматывать муфту с середины.
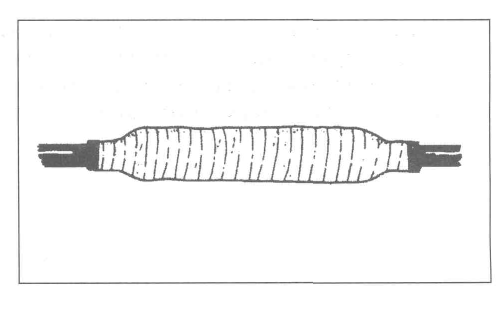
| Рис. 2.152. Намотка ленты на муфту |
 Оберните муфту полностью, с 60% перекрытием витков, натягивая при этом ленту Armorcast. Закончите обмотку зайдя за край виниловой ленты 88Т на 50 мм на противоположном конце. Излишек ленты Armorcast намотайте на муфту в обратном направлении с минимальным перекрытием витков.
Оберните муфту полностью, с 60% перекрытием витков, натягивая при этом ленту Armorcast. Закончите обмотку зайдя за край виниловой ленты 88Т на 50 мм на противоположном конце. Излишек ленты Armorcast намотайте на муфту в обратном направлении с минимальным перекрытием витков.
На местах перехода с меньшего на больший диаметр и наоборот разворачивайте рулон другой стороной. Для ускорения процесса затвердевания, обернутую муфту полейте водой и обожмите лентой EZ.
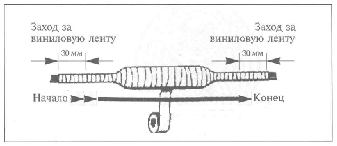
Чтобы предотвратить разматывание зафиксируйте конец ленты Armorcast лентой 88Т (рис. 2.154).

