




Такое прессование заключается в непосредственном приложении внешнего давления к пресс-материалу, находящемуся в нагретой замкнутой пресс-форме (рис. 1).

Рис. 1. Схема прямого компрессионного горячего прессования
Инструментом при компрессионном прессовании является пресс-форма, состоящая из матрицы 1, заключённой в обойму 6, пуансона 7, нагревательного элемента 5 с изоляцией 4. Пресс-формы могут быть одногнездовыми (для изготовления одной детали) или многогнездовыми, если позволяют усилия пресса и размеры деталей. В процессе формования необходимо поддерживать максимальную равномерную температуру. Пресс-материал из вязкотекучего состояния, удобного для прессования, постепенно переходит в твёрдое.
Для прохождения полимеризации, предупреждения появления рыхлостей и придания необходимых физико-механических свойств пресс-материал выдерживают определённое время под давлением в пресс-форме. Выдержка является наиболее продолжительной операцией во всём технологическом цикле. После выдержки давление снимают и готовую деталь 3 с помощью выталкивателя 2 извлекают из пресс-формы. При необходимости проводят отделочные операции: зачистку, снятие местных заусенцев и т.п.
Для получения деталейпростой конфигурации из термореактивных пластмасс необходимо определённое давление при одновременном нагреве пресс-материала до вязкотекучего состояния.
Для изготовления деталей из некоторых термопластов требуется не только давление и предварительный нагрев, но и последующее охлаждение в пресс-форме до отверждения. В этом случае в качестве теплоносителя применяют пар, а в момент охлаждения по трубам направляется вода.Для прямого прессования применяют специализированные гидравлические прессы.
Пресс-материал применяют в виде порошка, гранул или таблеток. Применение предварительно отформованных холодным прессованием таблеток упрощает и ускоряет дозировку, позволяет проводить предварительный подогрев, ускоряет удаление летучих веществ. Предварительный подогрев осуществляют токами высокой частоты. При этом за счёт уменьшения времени окончательного нагрева в пресс-форме съём деталей с каждого пресса увеличивается на 20…90%.
Литьевое прессование
При литьевом прессовании перевод пресс-материала в вязкотекучее состояние осуществляется в отдельной камере, вне формующей полости матрицы (рис. 2).

Рис. 2. Схема литьевого прессования
При этом способе прессования пуансон 1 применяют не для формования детали, а для выдавливания пресс-материала из загрузочной камеры 2 пресс-формы 3 в рабочую полость 5 через литник 4. При литьевом прессовании давление в рабочей полости значительно выше, чем при прямом и составляет 15000-20000 МПа.
Литьевое прессование имеет ряд преимуществ перед прямым прессованием: не происходит смещения и деформации металлической арматуры; равномерно прогретый пресс-материал, обладающий хорошей текучестью, позволяет получать детали с глубокими отверстиями и различной толщиной стенок; уменьшаются напряжения и деформации; сокращается цикл изготовления деталей. Но при литьевом прессовании увеличивается расход материала.
Литьевое прессование применяют для изготовления деталей сложной конфигурации с глубокими отверстиями и полостями из высокопластичных термореактивных пластмасс. Для литьевого прессования применяют прессы с двумя рабочими плунжерами. Удаление детали осуществляется после разъёма пресс-формы с помощью выталкивателя 6.
2.3. Литьё под давлением
Литье под давлением применяют для получения изделий из термопластов на специальных литьевых машинах –термопластоавтоматах;осуществляется на литьевых машинах горизонтального и вертикального типов в стадии вязкотекучего состояния термопластов. На рис. 3 приведена принципиальная схема литья под давлением.
Гранулированное сырьё из бункера 8, подаётся плунжером 9, в цилиндр 6, где происходит пластификация материала с помощью электронагревателя 4. Прессующий поршень 7 подаёт порцию сырья в зону нагрева и порцию пластифицированного материала через сопло 3 и литниковые каналы в рабочую полость пресс-формы 1 для формирования детали 2.
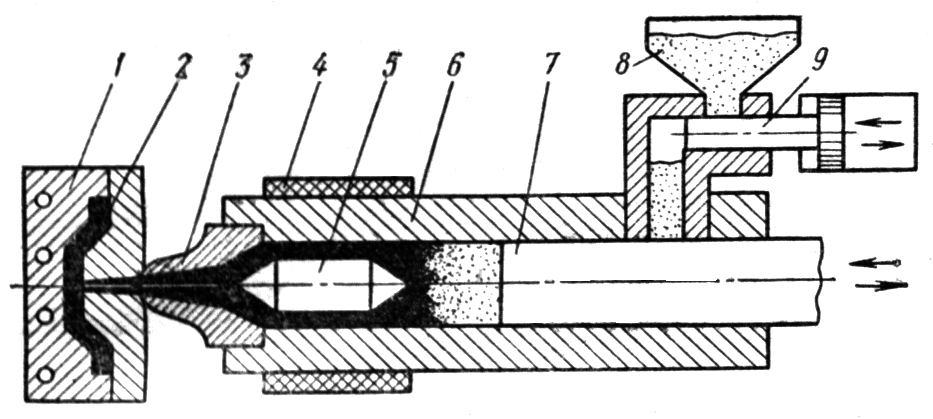
Рис. 3. Схема литья под давлением
Предварительная пластификация материала в отдельном нагревательном цилиндре и его перемешивание с помощью шнека 5 повышают однородность материала, заливаемого в пресс-форму, и улучшают качество изделий. Конечное давление на пластифицированную массу материала зависит от вязкости массы и составляет 5000…25000МПа. Цикл длится всего 5-20 с.Методом литья под давлением можно получать изделия сложной формы, с разной толщиной стенок, с ребрами жесткости, с резьбой и т.д.
Литьё под давлением является высокопроизводительным технологическим процессом, позволяющим применять комплексную механизацию и автоматизацию.Производительность процесса литья в 20-40 раз выше производительности прессования, поэтому литьё под давлением является одним из основных способов переработки пластических масс в детали.Качество отливаемых деталей зависит от температур пресс-форм и расплава, давления прессования, продолжительности выдержки под давлением и т.д.
2.4. Литьевой способ (свободное литьё)
При литьевом способе заполнение формы полимером и отверждение его происходят без давления.Этот способ можно применять для полимеров, обладающих высокойжидкотекучестью, например, оргстекла и др. Свободное литьё термопластов похоже на обычное литьё металлов. При этом способе из-за отсутствия давления могут образовываться раковины, пустоты, пузыри.
2.5. Центробежное литьё
Центробежное литье применяют для получения из термопластичных материалов крупногабаритных отливок, имеющих форму тел вращения (трубы, втулки, зубчатые колёса, шкивы и т.д.). В основном центробежным способом перерабатывают полиамидные смолы.
Исходный материал плавят в плавителе-дозаторе, установленном на специальной машине для центробежного литья. Расплавленную массу определёнными порциями подают в металлическую форму, закреплённую в машине. Форма получает вращение, и расплавленная масса под действием центробежных сил прижимается к внутренней поверхности формы и затвердевает. Центробежные силы не только формируют деталь, но и уплотняют её, перемещают высокомолекулярные фракции полимера к внутренней поверхности, что приводит к улучшению механических свойств.
На физико-механические свойства полиамидов в расплавленном состоянии оказывает отрицательное влияние кислород воздуха. Для устранения этого применяют вакуумное центробежное литьё.
Центробежное литьё дает возможность получать изделия различных габаритов. Технологическая оснастка проста и имеет незначительные эксплуатационные расходы.

