




Цель работы: изучить назначение зубострогального станка, ознакомиться с его устройством, расположением органов управления и гитар настройки; продолжить составление уравнений кинематических цепей; научиться практическим приемам настройки станка и работы на нем.
Общие сведения
Техническая характеристика станка модели 526
Наибольший модуль нарезаемого колеса 8 мм
Число зубьев нарезаемого колеса 10…200
Наибольшая ширина зубчатого венца 90 мм
Длина образующей начального конуса 0…305 мм
Число двойных ходов резцов в минуту 85…442
Длина хода резцов 13…100 мм
Угол качания люльки 10…60 градусов
Время нарезания одного зуба 7,6…86,5 с
Мощность электродвигателя 2,8 кВт
Зубострогальный станок модели 526 (рис. 5.1) предназначен для чернового и чистового нарезания прямозубых конических колес. Режущим инструментом являются два резца с прямолинейными режущими кромками. При черновом нарезании используется метод деления, и резцы прорезают клиновидные впадины, При чистовом нарезании формирование зуба происходит при движении обкатывания, а переход от нарезания одного зуба к нарезанию другого осуществляется методом деления. При обкате воспроизводится зацепление двух зубчатых колес. Первое – является плосковершинным и представлено двумя резцами, обрабатывающими один зуб нарезаемого колеса одновременно с двух сторон, другое – заготовка [1, 4-9, 17, 18, 20, 21].
В соответствии с изложенными принципами работы станок имеет шпиндель для фиксации в нем оправки с заготовкой и люльку, по направляющим которой возвратно-поступательно перемещаются ползуны с закрепленными в резцедержках резцами.
При черновом нарезании зубьев обрабатываемая деталь и люлька в процессе обработки не вращаются, резцы совершают возвратно- поступательные движения, а заготовка медленно подается на резцы.
Деление может настраиваться одинарное или двойное. При одинарном делении оба резца обрабатывают один зуб, прорезая с обеих его сторон канавки. При двойном делении одновременно прострагиваются две впадины, а деление заготовки производится на два зуба, что дает экономию времени на обработку.
При чистовой обработке зубьев заготовка и люлька согласованно поворачиваются, воспроизводя движение обката. Этот поворот выполняется на угол, достаточный для полной обработки одного зуба.
После завершения обработки зуба люлька и шпиндель с заготовкой поворачиваются в обратном направлении, при этом люлька занимает исходное положение, а заготовка поворачивается и устанавливается в положение, соответствующее обработке следующего зуба.
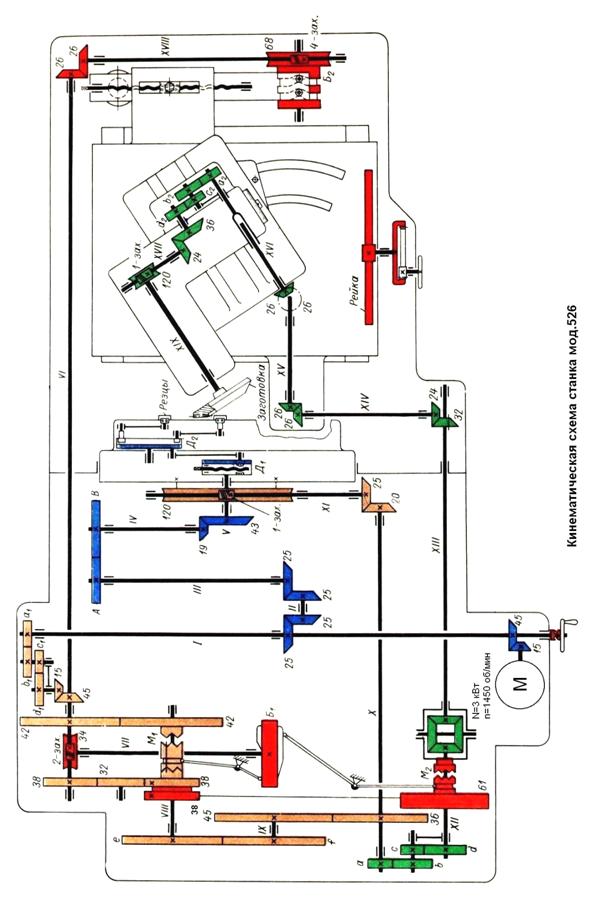
Для выполнения всех необходимых движений станок имеет следующие кинематические цепи: числа двойных ходов ползунов, угла качания люльки, обката, деления и подачи (рис. 5.2).
Кроме того, предусмотрена возможность ручных настроечных перемещений заготовки с кареткой и ползунов с резцами.
Станок состоит из следующих узлов: станины А, люльки Б с ползушками В и резцедержками Г, каретки Д с поворотной плитой Ж делительной бабки З. В коническое отверстие шпинделя делительной бабки устанавливается оправка, на конце которой закрепляется заготовка (рис. 5.1).

а)
Рис.5.1. Зубострогальный станок модели 526:
|

б)
в)
Рис.5.1. Зубострогальный станок модели 526:

г)
Рис.5.1. Зубострогальный станок модели 526:
а - общий вид зубострогального станка; б - вид слева; в - вид справа; г - вид сзади:
1 - станина; 2 - электродвигатель привода станка; 3 - маховик для проворачивания механизмов вручную; 4 - люлька; 5 - ползуны; 6 – шпиндель делительной бабки; 7 - каретка; 8 - фартук каретки; 9 - маховик ручного передвижения каретки; 10 - механизм подачи; 11 - кулиса механизма подачи; 12 - барабан подачи; 13 - сменные колеса настройки числа двойных ходов ползунов; 14 - механизм обката; 15 - сменные колеса настройки величины угла качания; 16 - сменные колеса настройки движения обката; 17 - сменные колеса настройки скорости подачи; 18 - сменные колеса настройки гитары деления;
19 - болт крепления бабки к поворотной плите; 20 - рукоятка для крепления рычага барабана подачи к каретке; 21 - нониус и шкала для измерения расстояния от торца шпинделя до центра; 22 - калибр для разделения припуска; 23 - гайка для осевого передвижения делительной бабки; 24 - рычаг механизма подачи; 25 - винт для установки величины отвода каретки; 26 - винт для затягивания клина в кулисе подачи; 27 - валик для переключения положения роликов в канавках барабана подачи; 28 - болт для регулирования зацепления делительного червяка; 29 - болт для закрепления оправки в шпинделе; 30 - винт установки ползунов на угол зуба; 31 - шкала и нониус для установки угла зуба; 32 - шкала и нониус для установки резцов на угол начального конуса; 33 - шкала и нониус для проверки деления; 34 - отверстие под стержень для поворота делительной бабки; 35 - поворотная плита делительной бабки; 36 -шкала для установки отвода каретки; 37 - квадрат для вращения шпинделя делительной бабки; 38 - смотровое окно для проверки работы насоса смазки; 39 - смотровое окно уровня масла; 40 - насос смазки каретки и механизма подачи; 41 - насос охлаждения; 42 - насос центральной смазки; 43 - неподвижный упор на станине; 44 - неподвижный упор на каретке; 45 - маслоочиститель; 46 - масленка; 47 - смотровое окно люльки; 48 - конечный выключатель;
49 - пакетный выключатель мотора привода; 50 - пакетный выключатель электронасоса; 51 - тепловое реле; 52 - выключатель местного освещения
 |
  |
Основные органы настройки зубострогального станка модели 526:
Гитары сменных колес: главного движения, угла качания люльки, угла обката, скорости подачи, деления, диск с кривошипным пальцем, резцовые ползушки, механизм величины радиальной подачи делительной бабки, механизм рода работ – черновое или чистовое нарезание колес.
