




В результате выполнения всех разделов работы в отчете по ней должны быть представлены:
- гистограмма распределения показателя качества;
- оценка соответствия закона распределения заданного статистического ансамбля нормальному закону распределения по критериям хи-квадрат и критерию Колмогорова;
- значение установленного поля допуска и минимального объема испытаний;
- оперативная характеристика контроля
Исходные данные (статистический ансамбль) Таблица 2.1
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 98 | 51 | 30 | 21 | 90 | 60 | 110 | 85 | 120 | 235 | 158 | 42 | 30 | 14 | 91 | 97 | 23 | 50 | 41 | 110 |
| 106 | 64 | 35 | 26 | 72 | 24 | 151 | 101 | 147 | 241 | 168 | 50 | 30 | 16 | 73 | 105 | 28 | 55 | 46 | 92 |
| 84 | 61 | 25 | 33 | 89 | 55 | 157 | 104 | 151 | 220 | 175 | 72 | 20 | 15 | 90 | 83 | 35 | 45 | 53 | 109 |
| 119 | 59 | 32 | 34 | 66 | 42 | 112 | 86 | 175 | 230 | 180 | 66 | 39 | 16 | 67 | 118 | 36 | 52 | 54 | 86 |
| 76 | 36 | 33 | 27 | 90 | 40 | 139 | 98 | 155 | 246 | 190 | 56 | 33 | 17 | 91 | 75 | 29 | 53 | 47 | 110 |
| 81 | 36 | 28 | 34 | 86 | 31 | 127 | 105 | 141 | 255 | 188 | 40 | 28 | 16 | 87 | 80 | 36 | 48 | 54 | 106 |
| 96 | 42 | 27 | 34 | 66 | 40 | 159 | 87 | 151 | 252 | 179 | 51 | 65 | 18 | 67 | 95 | 36 | 47 | 53 | 86 |
| 101 | 37 | 21 | 97 | 62 | 47 | 139 | 102 | 162 | 254 | 174 | 74 | 65 | 18 | 63 | 100 | 29 | 41 | 47 | 82 |
| 99 | 52 | 26 | 32 | 76 | 51 | 141 | 96 | 159 | 246 | 167 | 62 | 30 | 20 | 77 | 58 | 54 | 46 | 52 | 96 |
| 87 | 54 | 28 | 25 | 80 | 55 | 146 | 104 | 132 | 271 | 156 | 67 | 47 | 21 | 81 | 86 | 20 | 48 | 45 | 100 |
| 88 | 65 | 22 | 22 | 82 | 34 | 158 | 102 | 222 | 154 | 60 | 60 | 27 | 20 | 83 | 87 | 42 | 42 | 42 | 102 |
| 71 | 53 | 26 | 20 | 71 | 33 | 111 | 96 | 130 | 244 | 165 | 65 | 33 | 20 | 72 | 70 | 20 | 46 | 40 | 91 |
| 88 | 48 | 16 | 22 | 71 | 43 | 132 | 103 | 129 | 236 | 173 | 68 | 30 | 20 | 72 | 87 | 22 | 26 | 42 | 91 |
| 76 | 51 | 28 | 23 | 89 | 28 | 141 | 95 | 169 | 245 | 178 | 44 | 31 | 20 | 90 | 75 | 25 | 48 | 43 | 109 |
| 92 | 47 | 18 | 29 | 60 | 41 | 140 | 100 | 152 | 237 | 186 | 76 | 31 | 23 | 61 | 91 | 29 | 38 | 49 | 80 |
| 91 | 50 | 26 | 29 | 69 | 21 | 141 | 100 | 131 | 224 | 184 | 51 | 36 | 24 | 63 | 90 | 28 | 46 | 49 | 89 |
| 75 | 37 | 29 | 22 | 65 | 59 | 110 | 115 | 147 | 232 | 176 | 48 | 31 | 22 | 66 | 74 | 24 | 49 | 42 | 85 |
| 86 | 63 | 26 | 20 | 79 | 22 | 145 | 113 | 131 | 247 | 164 | 46 | 56 | 24 | 80 | 85 | 23 | 46 | 40 | 99 |
| 93 | 49 | 25 | 20 | 76 | 41 | 146 | 96 | 171 | 249 | 152 | 80 | 36 | 22 | 77 | 92 | 25 | 45 | 40 | 96 |
| 74 | 64 | 27 | 23 | 72 | 38 | 139 | 98 | 180 | 254 | 150 | 65 | 40 | 22 | 73 | 73 | 23 | 47 | 43 | 92 |
| 115 | 56 | 19 | 28 | 83 | 32 | 131 | 88 | 176 | 248 | 163 | 53 | 10 | 22 | 84 | 114 | 28 | 39 | 48 | 103 |
| 96 | 50 | 28 | 16 | 65 | 44 | 157 | 90 | 154 | 256 | 172 | 59 | 60 | 24 | 66 | 95 | 20 | 48 | 56 | 85 |
| 112 | 51 | 23 | 26 | 83 | 48 | 158 | 91 | 167 | 234 | 177 | 48 | 45 | 22 | 84 | 114 | 24 | 43 | 46 | 103 |
| 99 | 51 | 21 | 28 | 72 | 52 | 113 | 96 | 158 | 224 | 182 | 68 | 49 | 22 | 73 | 98 | 26 | 41 | 48 | 92 |
| 70 | 65 | 27 | 36 | 82 | 56 | 138 | 94 | 161 | 238 | 160 | 69 | 44 | 23 | 83 | 69 | 30 | 47 | 56 | 102 |
| 96 | 36 | 17 | 29 | 75 | 35 | 139 | 92 | 156 | 237 | 169 | 40 | 43 | 25 | 76 | 95 | 30 | 37 | 49 | 95 |
| 113 | 43 | 19 | 20 | 71 | 38 | 139 | 93 | 178 | 241 | 160 | 53 | 39 | 22 | 72 | 112 | 31 | 29 | 40 | 91 |
| 79 | 48 | 20 | 37 | 72 | 31 | 129 | 98 | 184 | 244 | 170 | 58 | 51 | 27 | 94 | 79 | 29 | 40 | 57 | 92 |
| 80 | 56 | 18 | 27 | 93 | 25 | 138 | 95 | 250 | 271 | 163 | 57 | 44 | 22 | 83 | 95 | 24 | 38 | 47 | 113 |
| 96 | 51 | 19 | 21 | 82 | 39 | 139 | 99 | 159 | 248 | 162 | 62 | 50 | 23 | 87 | 114 | 30 | 39 | 41 | 102 |
| 115 | 61 | 29 | 29 | 86 | 49 | 139 | 97 | 162 | 257 | 176 | 66 | 52 | 24 | 84 | 97 | 18 | 49 | 49 | 106 |
| 96 | 59 | 33 | 10 | 83 | 52 | 142 | 100 | 147 | 243 | 162 | 61 | 42 | 23 | 65 | 97 | 31 | 53 | 30 | 103 |
| 98 | 54 | 20 | 29 | 64 | 27 | 132 | 98 | 171 | 239 | 178 | 59 | 4 | 20 | 72 | 97 | 17 | 40 | 49 | 84 |
| 98 | 55 | 30 | 15 | 76 | 42 | 141 | 104 | 149 | 244 | 166 | 78 | 39 | 19 | 88 | 100 | 28 | 50 | 35 | 91 |
| 101 | 61 | 24 | 28 | 84 | 37 | 140 | 99 | 162 | 241 | 158 | 42 | 51 | 16 | 76 | 105 | 15 | 44 | 48 | 107 |
| 106 | 56 | 23 | 13 | 75 | 39 | 141 | 101 | 151 | 257 | 173 | 64 | 47 | 22 | 89 | 91 | 21 | 43 | 33 | 95 |
| 92 | 56 | 32 | 28 | 88 | 45 | 137 | 109 | 155 | 233 | 178 | 60 | 43 | 24 | 88 | 90 | 34 | 62 | 48 | 108 |
| 91 | 51 | 24 | 37 | 87 | 49 | 134 | 106 | 147 | 231 | 165 | 61 | 45 | 25 | 69 | 101 | 22 | 44 | 57 | 107 |
| 102 | 49 | 16 | 22 | 68 | 53 | 140 | 104 | 124 | 241 | 171 | 59 | 41 | 15 | 88 | 88 | 23 | 36 | 42 | 88 |
| 89 | 61 | 17 | 23 | 87 | 32 | 140 | 96 | 156 | 228 | 173 | 46 | 39 | 16 | 57 | 97 | 19 | 37 | 43 | 107 |
| 98 | 55 | 25 | 24 | 56 | 31 | 141 | 97 | 161 | 243 | 170 | 74 | 52 | 25 | 70 | 109 | 28 | 45 | 44 | 76 |
| 110 | 58 | 30 | 23 | 69 | 34 | 149 | 99 | 154 | 240 | 162 | 59 | 55 | 26 | 83 | 95 | 24 | 50 | 43 | 89 |
| 96 | 49 | 18 | 22 | 82 | 37 | 142 | 96 | 159 | 236 | 180 | 56 | 45 | 24 | 78 | 89 | 31 | 38 | 42 | 102 |
| 90 | 56 | 18 | 21 | 77 | 37 | 150 | 100 | 151 | 257 | 171 | 69 | 47 | 22 | 72 | 85 | 19 | 38 | 41 | 97 |
| 86 | 52 | 17 | 21 | 71 | 34 | 156 | 110 | 175 | 232 | 171 | 63 | 38 | 28 | 80 | 95 | 24 | 27 | 41 | 91 |
| 96 | 51 | 26 | 28 | 79 | 54 | 139 | 112 | 131 | 243 | 173 | 79 | 44 | 23 | 83 | 101 | 28 | 46 | 48 | 99 |
2.1. Содержание разделов и методические
указания по их выполнению.
1. Построение гистограммы распределения показателя качества.
Для построения гистограммы заданную в качестве исходных данных выборку показателей качества xi(статистический ряд) разбивают на r(от 10 до 16) интервалов. Величина интервала определяется по формуле Стэрджеса
 (2.1)
(2.1)
где h –значение величины интервала параметра качества;
xmax, xmin – соответственно максимальное и минимальное значения показателя качества, определяемое по данным табл. 1;
n – число значений показателя качества.
Для полученного значения величины интервала определяется число значений niэ показателей качества в каждом из r интервалов, а результаты заносятся в табл. 2.2
Таблица. 2.2
Ранжирование выборки по интервалам
| Xi | xmin+h | xmin+2h | …. | …. | …. | xmin+ i*h | …. | …. | …. | xmin+(r-1)*h | xmin+ r*h |
| niэ | n1э | n2э | niэ | nr-1э | nrэ |
Значение  может быть ≥ xmax.
может быть ≥ xmax.
В первый интервал (от xminдо xmin+h) заносится число значений параметров качества, соответствующих границам первого интервала, во второй интервал (отxmin+hдоxmin+2h) - соответственно число значений, соответствующих границам этого интервала и т.д. Параметр качества, значение которого равно границе интервала, считается принадлежащим интервалу, находящемуся ближе к среднему интервалу.
По определенному (табл.2.2) ранжированию выборки строится гистограмма распределения показателей качества (рис.2.1).
n 

















xi
Рис.2.1. Гистограмма распределения характеристик неразрушающего контроля .
2. Проверка предполагаемого закона распределениязаданного статистического ряда показателя качества.
Проверка согласия предполакаемого нормального закона распределения с законом распределения заданного статистического ряда выполняется по критерию хи-квадрат. Расчет для проверки согласия производится по формулам (2)-(8).
Определяется объем выборки
r
n= ∑ niэ(2.2)
i=1
Определяется среднее значение выборки
r r
x ср = ∑ xi ср  niэ / ∑ niэ(2.3)
niэ / ∑ niэ(2.3)
i=1 i=1
Определяется значение дисперсии
r
s2 = ∑ Δxi 2 * niэ / (n-1)(2.4)
i=1
Здесь
 (2.5),
(2.5),
Где: xi ср - значение середины каждого принятого интервала,
r– принятоечислоинтервалов.
Значения величины плотности вероятности нормального закона распределения φί в зависимости от значения аргумента  определяется по табл. 2 3. Для повышения точности выполняемых расчетов промежуточные значения
определяется по табл. 2 3. Для повышения точности выполняемых расчетов промежуточные значения  следует определять линейной интерполяцией их табличных величин.
следует определять линейной интерполяцией их табличных величин.
Таблица 2.3
Плотность вероятности нормального распределения.
| Δxi/s | 0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 |
| φί | 0,3989 | 0,3970 | 0,3910 | 0,3814 | 0,3683 | 0,3581 | 0,3332 | 0,3123 | 0,2897 | 0,2420 | 0,2179 |
| Δxi /s | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | 2,1 | 2,2 |
| φί | 0,1942 | 0,1714 | 0,1497 | 0,1295 | 0,1109 | 0,0940 | 0,0790 | 0,0656 | 0,0540 | 0,0440 | 0,0355 |
| Δxi /s | 2,3 | 2,4 | 2,5 | 2,6 | 2,7 | 2,8 | 2,9 | 3,0 | 3,2 | 3,5 | 4,0 |
| φί | 0.0283 | 0,0224 | 0,0175 | 0,0140 | 0,0105 | 0,0079 | 0,0059 | 0,0044 | 0,0027 | 0,0009 | 0,0001 |
Вычисляются значения
 (2.6)
(2.6)
теоретического объема выборки
niт= fί*nί*h(3.7)
Определяются значения коэффициентов
βί =(niт - niэ)2 /niт(2.8)
Результаты расчетов проверки согласия по критерию хи-квадрат представляются в форме табл.2.4.
Таблица 2.4
| xi ср | niэ | xi ср*niэ | Δxi | Δxi 2 | Δxi 2* niэ | Δxi /s | φί | fί | niт | niт - niэ | βί |
| ................................... | |||||||||||
При вычислении оценки согласия по критерию хи-квадрат крайние интервалы, содержащие менее пяти значений показателя качества, необходимо объединять.
Затем вычисляется значение
r
y=∑βί / k(2.9)
i=1
Здесь k– число степеней свободы, определяемое из соотношения
 (2.10)
(2.10)
Где c– число параметров закона распределения. Для нормального закона распределения c =2.
Полученное значение yсравнивается с табличным значением (см. табл.2.5) распределения хи-квадрат при небольшом (порядка 0,1) значении доверительной вероятности
Таблица 2.5.
Значение yраспределения хи-квадрат.
| K | α. | |||||
| 0,010 | 0,025 | 0,050 | 0,100 | 0,200 | 0,300 | |
| 10 | 0,256 | 0,325 | 0,394 | 0,487 | 0,618 | 0,727 |
| 11 | 0,278 | 0,347 | 0,416 | 0,507 | 0,635 | 0,741 |
| 12 | 0,298 | 0,367 | 0,436 | 0,525 | 0,651 | 0,753 |
| 13 | 0,316 | 0,385 | 0,453 | 0,542 | 0,664 | 0,764 |
| 14 | 0,333 | 0,402 | 0,469 | 0,556 | 0,676 | 0,773 |
| 15 | 0,349 | 0,418 | 0,484 | 0,570 | 0,687 | 0,781 |
| 16 | 0,363 | 0,432 | 0,498 | 0,582 | 0,697 | 0,789 |
В тех случаях, когда табличное значение величиныyбольше вычисленного по формуле (2.9), согласие экспериментально полученных значений заданного статистического ряда с предполагаемым нормальным законом распределения может считаться хорошим. По результатам проверки по критерию хи-квадрат делается вывод о характере согласия (хорошее или плохое).
Производится проверка согласия предполагаемого закона распределения по критерию Колмогорова. Вычисления выполняются по форме табл. 2.6, в которую заносятся конечные значения интервалов xiк и количество значений параметра в каждом интервале nί.Затем определяется экспериментальная частость появления параметра качествав каждом интервале nί /n,после чеговычисляется накопленная экспериментальная частость
r
Fэj =∑nί / n(2.11)
i=1
Определяется накопленная теоретическая частость как функця от  по табл. 2.6
по табл. 2.6
Fтj=f(xiк- x ср) / s(2.12)
Таблица 2.6
Значение функции Fт нормального распределения
| (xiк- xср) / s | 0,00 | 0,05 | 0,01 | 0,20 | 0,30 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 |
| Fт | 0,5000 | 0,5199 | 0,5398 | 0,5793 | 0,6179 | 0,6554 | 0,6915 | 0,7257 | 0,7580 | 0,7881 |
| (xiк- xср) / s | 0,90 | 1,00 | 1,10 | 1,20 | 1,30 | 1,40 | 1,50 | 1,60 | 1,70 | 1,80 |
| Fт | 0,8159 | 0.8413 | 0,8631 | 0,8849 | 0,9020 | 0,9192 | 0,9322 | 0,9452 | 0,9555 | 0,9641 |
| (xiк- xср) / s | 1,90 | 2,00 | 2,10 | 2,20 | 2,40 | 2,60 | 2,80 | 3,00 | 3,50 | 4,00 |
| Fт | 0,9706 | 0,9772 | 0,9816 | 0,9861 | 0,9918 | 0,9953 | 0,9974 | 0,9986 | 0,9998 | 0,9999 |
Затем определяется абсолютное значение разницы накопленной и экспериментальной частости
 (2.13)
(2.13)
Расчет выполняется по форме табл. 2.7.
Таблица 2.7
Проверка по критерию Колмогорова
| xiк | nί | nί / n | Fэj | (xiк- xср) / s | Fтj | ΔF |
| ............................. | ||||||
Из всех полученных значений  выбирается максимальное значение исопоставляется с табличным (табл.8) или вычисленном по формулам (2.14 или 2.15).
выбирается максимальное значение исопоставляется с табличным (табл.8) или вычисленном по формулам (2.14 или 2.15).
Таблица 2. 8
Значения критерия Колмогорова ΔF
| n | α | |
| 0,8 | 0,9 | |
| 20 | 0,232 | 0,265 |
| 50 | 0,148 | 0,170 |
| 80 | 0,118 | 0,135 |
| 100 | 0,106 | 0,121 |
Для значений n> 100  при
при  и
и  при
при
Согласие заданного статистического ряда с теоретическим законом нормального распределения считается плохим, если вычисленное эмпирическое значение критерия Колмогорова больше теоретического, т.е.  .При определении согласия по критерию Колмогорова вероятность α следует брать не менее 0,8. При меньших значениях α заранее планируется малая вероятность события, что свидетельствует о плохом согласии с предполагаемым нормальным законом распределения.
.При определении согласия по критерию Колмогорова вероятность α следует брать не менее 0,8. При меньших значениях α заранее планируется малая вероятность события, что свидетельствует о плохом согласии с предполагаемым нормальным законом распределения.
По выполненным расчетам строятся гистограмма, теоретическая и экспериментальная плотности распределения (рис.2.2), интегральные функции теоретическая и экспериментальная по данным табл. 6 (рис.2.3).Экспериментальные значения наносятся в виде отдельных точек. На графиках (см. рис.2.2 и рис.2.3) необходимо указать значения x ср,s,ΔFmax.

Рис.2.2. Гистограмма, теоретическая и экспериментальная плотности
нормального распределения
Fт

x ср xi
Рис. 2.3. Интегральные функции (теоретическая и экспериментальная).
3. Установление поля допуска.
Величина поля допуска обычно устанавливается по полученным значениям среднего и среднеквадратического параметра качества при выбранной двухсторонней вероятности α = 0,90; или α =0,95; или α= 0,99. Рекомендуется принимать значение величины поля допуска в пределах ±2 s. Установленное таким образом поле допуска следует нанести на ранее построенные графики (см. рис.2.2).
4. Расчет числа необходимых проверок при контроле качества.
Определение числа необходимых проверок при контроле качества сводится к планированию величины малой выборки nм для оценки среднего значения. Для этого следует задаться значением доверительной вероятности α = 0,90 или α =0,95 и предельной абсолютной ошибкой среднего ε. Величина абсолютной ошибки среднего может быть определена в долях от среднеквадратического – (0,3…1,0) s. Длявыбранного значения доверительной вероятности и абсолютной ошибки среднего определяется величина s / ε, а по ней - величина малой выборкиnм в функции от отношения s / ε по табл. 2.9.
Таблица 2.9
Значение объема выборки nм в функции от соотношения s / ε
| nм | α | nм | α | nм | α | |||
| 0,90 | 0,95 | 0,90 | 0,95 | 0,90 | 0,95 | |||
| 2 | 1,167 | 1,390 | 7 | 0,620 | 0,739 | 12 | 0,475 | 0,566 |
| 3 | 0,950 | 1,130 | 8 | 0,581 | 0,692 | 13 | 0,455 | 0,543 |
| 4 | 0,822 | 0,980 | 9 | 0,548 | 0,653 | 14 | 0,440 | 0,524 |
| 5 | 0,734 | 0,874 | 10 | 0,520 | 0,620 | 15 | 0,425 | 0,506 |
| 6 | 0,671 | 0,800 | 11 | 0,495 | 0,590 | 20 | 0,365 | 0,438 |
Значение предельной абсолютной ошибки среднего ε наносится на график плотности вероятности (см. рис.2.2). Если значение малой выборки размером nм попадает внутрь этих границ, то среднее значение параметра, для оценки которого сделана малая выборка, совпадает со значением среднего x ср , определенного в п.4.1, с вероятностью α. Затем строится оперативная характеристика контроля, выражающая зависимость вероятности приемки всей партии изделий от значения выборочного среднего L (xср).
 (2.15)
(2.15)
Значение c1 (приемочное число) принимается по нижней границе среднего, определяемой по формуле
 (2.16)
(2.16)
При определении значения нижней границы xн величину t / √nдля заданногов табл. 2.1 количества выполненных измерений принимаем равным 0,24. Значение F0 определяется из табл.2.7 для выбранной вероятностиα (0,8 или 0,9).
Для построения оперативной характеристики значение x ср задается через 0,05 влево и вправо от c1. По трем полученным значениям P (x ср) строится опративная характеристика контроля (рис. 2.4).
Оценка партии по величине x ср выполняется для двух уровней: xo(браковочный уровень)иxm(приемочный уровень), причемxo>xm. Полагая риск поставщика α1 равным 0,05, а риск заказчика β =0,20, находятся величины xoиxmиз выражений
 (2.17)
(2.17)
 (2.18)
(2.18)
Найденные величиныxoиxmнаносятся на оперативную характеристику, определяется зона хорошего качества (0 - xm), браковочного качества (xo>xm) и зона неопределенности (xm -xo).

xm xo x ср
Рис.2.4. Оперативная характеристика контроля
3. ΙΙРАЗРАБОТКА КОНТРОЛЬНОЙ КАРТЫ.
ОЦЕНКИ СТАБИЛЬНОСТИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ.
Общие сведения и цель практической работы.
Контрольная карта применяется в тех случаях, когда требуется установить, сколько колебаний в технологическом процессе вызываются случайными причинами и сколько обязаны чрезвычайным обстоятельствам или отдельным действиям, чтобы определить поддается ли процесс статистическому регулированию.
Контрольная карта представляет собой графическое представление временного ряда со статистически определенной верхней и нижней границей (верхний контрольный предел и нижний контрольный предел), нанесенной на график по обе стороны от средней линии, характеризующей стабильность изучаемого технологического процесса.
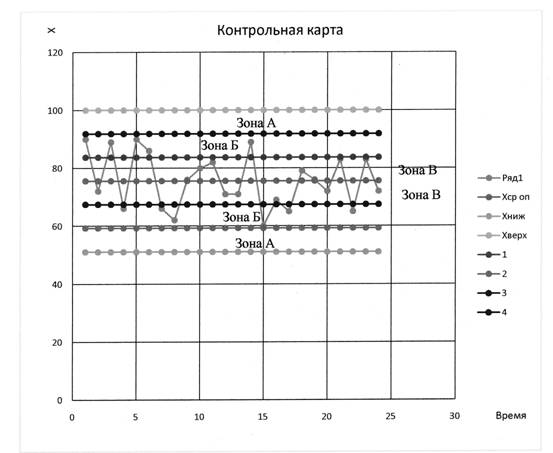
Рис.3.1.Контрольная карта
Эти пределы вычисляются по особым формулам с использованием отдельных замеров. При этом принимается во внимание как идет весь процесс после нанесения границы процесса на схему, чтобы далее определить, попадают ли точки между линиями пределов или они выходят за них образуют неестественные выбросы. Если это происходит, то считается, что процесс вышел из-под контроля. Отклонение точек внутри пределов происходит из-за изменений, присущих самому процессу (конструкции выбора машин и т. п.). Повлиять на эти колебания можно только изменением системы.
Это наиболее сложный из статистических методов контроля качества. Формулы к нему из-за сложности даются без выводов, ими нужно только научиться пользоваться.
Верхний и нижний контрольные пределы определяются статистическими методами и не являются пределами (допусками) технических характеристик, назначаемых требованиями стандартов. Данные должны быть взяты точно в той последовательности, как они собраны, иначе они теряют смысл. В процессе сбора данных не следует вносить изменение (корректировать) в процесс; он должен идти естественным образом.
Контрольная карта может указать на наличие потенциальных проблем до того, как пойдет дефектная продукция. Считается, что процесс вышел из-под контроля, если одни и больше точек вышли за пределы контроля..
При разделении контрольной карты на зоны корректировка процесса необходима при условии, что:
- 2 точки из 3-х находятся на одну сторону от центральной линии в зоне А или дальше;
- 4 точки из 5-ти расположены по одну сторону от центральной линии в зоне Б или далее;
- 9 точек находятся по одну сторону от центральной линии;
- 6 последовательных точек возрастают или уменьшаются;
- 14 точек в ряду колеблются вверх-вниз;
- 15 точек в ряду находятся в зоне В (ниже или выше центральной линии).
Имеется 2 типа контрольных карт: для контроля по качественному признаку (годен-негоден) и для контроля по количественному признаку.
Для контроля по качественному признаку используются 4 вида контрольных карт:
U-карта (число дефектов на единицу продукции);
С-карта (число дефектов в выборке);
Р-карта (доля дефектных изделий в выборке);
ňр- карта (число дефектных изделий в выборке).
Для U и Р объем выборки является переменным; С, ňр – постоянным.
Для чего применяются контрольные карты:
Цель: выявление неуправляемого процесса; контроль за управляемым процессом, оценка возможностей процесса.
Обычно изучается один из параметров процесса (переменная величина):
- известная важная или важнейшая характеристика;
- предположительная ненадежная характеристика;
- характеристика процесса, по которой нужно получить информацию о возможности процесса;
- эксплуатационная характеристика, имеющая значение при маркетинге.
Контрольные карты следует использовать разумно (стоят денег): тщательно выбирать характеристики, прекращать работу с картами при достижении поставленной цели, продолжать вести карты, если процессы и технические требования находятся в противоречии.
Нужно иметь в виду, что статистически регулируемый процесс может давать 100 % брака, а неуправляемый 100 % - годную продукцию.
Контрольные карты позволяют проводить анализ возможностей процесса – присущей процессу способности функционировать должным образом, т. е. удовлетворять техническим требованиям.
Исходные данные для выполнения работы.
Практическая работа выполняется на основании статистического ансамбля по одной из характеристик качества конструктивных материалов для судостроения (модуль упругости, предел прочности, плотность, толщина конструкции, результаты дефектоскопии готовых конструкций и др.), полученных по результатам неразрушающего контроля.
Исходные данные для выполнения практической работы выдаются студенту по данным реальных испытаний, проведенных в лабораториях судостроительных предприятий и переданных на кафедру технологии судостроения. Эти данные для двадцати вариантов выполнения работы представлены в табл. 3.1.
Таблица 3.1
Исходные данные (статистический ансамбль)
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 98 | 51 | 30 | 21 | 90 | 60 | 110 | 85 | 120 | 235 | 158 | 42 | 30 | 14 | 91 | 97 | 23 | 50 | 41 | 110 |
| 106 | 64 | 35 | 26 | 72 | 24 | 151 | 101 | 147 | 241 | 168 | 50 | 30 | 16 | 73 | 105 | 28 | 55 | 46 | 92 |
| 84 | 61 | 25 | 33 | 89 | 55 | 157 | 104 | 151 | 220 | 175 | 72 | 20 | 15 | 90 | 83 | 35 | 45 | 53 | 109 |
| 119 | 59 | 32 | 34 | 66 | 42 | 112 | 86 | 175 | 230 | 180 | 66 | 39 | 16 | 67 | 118 | 36 | 52 | 54 | 86 |
| 76 | 36 | 33 | 27 | 90 | 40 | 139 | 98 | 155 | 246 | 190 | 56 | 33 | 17 | 91 | 75 | 29 | 53 | 47 | 110 |
| 81 | 36 | 28 | 34 | 86 | 31 | 127 | 105 | 141 | 255 | 188 | 40 | 28 | 16 | 87 | 80 | 36 | 48 | 54 | 106 |
| 96 | 42 | 27 | 34 | 66 | 40 | 159 | 87 | 151 | 252 | 179 | 51 | 65 | 18 | 67 | 95 | 36 | 47 | 53 | 86 |
| 101 | 37 | 21 | 97 | 62 | 47 | 139 | 102 | 162 | 254 | 174 | 74 | 65 | 18 | 63 | 100 | 29 | 41 | 47 | 82 |
| 99 | 52 | 26 | 32 | 76 | 51 | 141 | 96 | 159 | 246 | 167 | 62 | 30 | 20 | 77 | 58 | 54 | 46 | 52 | 96 |
| 87 | 54 | 28 | 25 | 80 | 55 | 146 | 104 | 132 | 271 | 156 | 67 | 47 | 21 | 81 | 86 | 20 | 48 | 45 | 100 |
| 88 | 65 | 22 | 22 | 82 | 34 | 158 | 102 | 222 | 154 | 60 | 60 | 27 | 20 | 83 | 87 | 42 | 42 | 42 | 102 |
| 71 | 53 | 26 | 20 | 71 | 33 | 111 | 96 | 130 | 244 | 165 | 65 | 33 | 20 | 72 | 70 | 20 | 46 | 40 | 91 |
| 88 | 48 | 16 | 22 | 71 | 43 | 132 | 103 | 129 | 236 | 173 | 68 | 30 | 20 | 72 | 87 | 22 | 26 | 42 | 91 |
| 76 | 51 | 28 | 23 | 89 | 28 | 141 | 95 | 169 | 245 | 178 | 44 | 31 | 20 | 90 | 75 | 25 | 48 | 43 | 109 |
| 92 | 47 | 18 | 29 | 60 | 41 | 140 | 100 | 152 | 237 | 186 | 76 | 31 | 23 | 61 | 91 | 29 | 38 | 49 | 80 |
| 91 | 50 | 26 | 29 | 69 | 21 | 141 | 100 | 131 | 224 | 184 | 51 | 36 | 24 | 63 | 90 | 28 | 46 | 49 | 89 |
| 75 | 37 | 29 | 22 | 65 | 59 | 110 | 115 | 147 | 232 | 176 | 48 | 31 | 22 | 66 | 74 | 24 | 49 | 42 | 85 |
| 86 | 63 | 26 | 20 | 79 | 22 | 145 | 113 | 131 | 247 | 164 | 46 | 56 | 24 | 80 | 85 | 23 | 46 | 40 | 99 |
| 93 | 49 | 25 | 20 | 76 | 41 | 146 | 96 | 171 | 249 | 152 | 80 | 36 | 22 | 77 | 92 | 25 | 45 | 40 | 96 |
Примечание: в первой строке таблицы указан вариант выполнения работы.

