




Установна база — база, що використовується для накладення на заготовку чи виріб зв'язків, які позбавляють їх трьох ступенів вільності — переміщення уздовж однієї координатної осі та повертання навколо двох інших осей.
Напрямна база — база, що використовується для накладення на заготовку чи виріб зв'язків, які позбавляють їх двох ступенів вільності — переміщення уздовж однієї координатної осі та повертання навколо іншої осі.
Опорна база — база, що використовується для накладення на заготовку чи виріб зв'язків, які позбавляють їх одного ступеня вільності — переміщення уздовж однієї координатної осі або повертання навколо осі.
Подвійна напрямна база — база, що використовується для накладення на заготовку або виріб зв'язків, які позбавляють їх чотирьох ступенів вільності — переміщень уздовж двох координатних осей та повертання навколо цих осей.
Подвійна опорна база — база, що використовується для накладення на заготовку чи виріб зв'язків, які позбавляють їх двох ступенів вільності — переміщень уздовж двох координатних осей.
За характером прояву
Прихована база — база у вигляді уявної площини, осі чи точки.
Явна база — база у вигляді реальної поверхні, розмічальної риски або точки перетину рисок.
28.Технологічіні бази в машинобудуванні
Технологічна база — база, яка використовується для визначення положення заготовки чи виробу в процесі виготовлення або ремонту[1]. Технологічні бази поділяють на:
- чорнові — бази, які використовують на першій операції механічної обробки. Ці бази призначені для підготовки чистових баз. Чорнові бази використовують тільки один раз, на першій технологічній операції;
- чистові — бази, що використовуються для чистової обробки.
Технологічними базами користуються технологи при розробленні схем базування для забезпечення точності виготовлення виробів, конструктори технологічного оснащення та безпосередньо робітники при встановленні зоготовки для механічної обробки її поверхонь.
29. Принцип вибору чорнових баз.
При виборі чорнових баз необхідно дотримуватися наступних рекомендацій:
1. Для надійного базування і закріплення, чорнова база повинна мати просту форму, рівну поверхню, достатні розміри і найменшу шорсткість поверхні. Неприпустимо використовувати поверхні з залишками прибутків, літників, зі слідами роз'єму опок, штампів, пресформ, і т. Д.
2. Як чорнових баз слід вибирати поверхні, які у готової деталі залишаються необробленими. У цьому випадку буде забезпечена точність взаємного розташування оброблених та необроблених поверхонь, наприклад їх паралельність.
3. У корпусних деталей першої обробляється поверхню, яка в подальшому буде служити настановної базою, що несе максимальну кількість опорних точок. При подальшій обробці деталь буде займати найбільш стійке положення. Якщо деталь обробляється кругом, т. Е. Необроблених поверхонь на ній не залишається, то в якості чорновий бази слід вибирати поверхню, що має найменший припуск.
4. При обробці тіл обертання необхідно в якості чорновий бази вибирають поверхню, яка обробляється на даному установе. В цьому випадку биття оброблюваної поверхні буде менше, що дозволить зменшити припуск на обробку.
30. Принципи вибору чистових баз
Чистові бази - бази, що використовуються для чистової обробки.
- чистові технологічні бази повинні, по можливості, бути елементами деталі, що є її конструкторськими або вимірювальними базами (принцип суміщення баз);
- чистовів бази повинні забезпечувати обробку заготовок на різних технологічних операціях без зміни баз (принцип постійності баз);
- якщо таких поверхонь у деталі не знаходитися, то створюють штучні чистові бази (центрові гнізда, штучні приливки, тощо).
31. Поверхні і бази оброблюваних на верстатах заготовок
- конструкторскі - поверхні, лінії, чи точки які визначаються положенням деталі у виробі.:
Основні-така база яка належить деталі і використовується для її встановлення у виріб.
Допоміжна- база яка належить даній деталі і використовується для встановлення положення приєднувальних до неї виробів.
-технологічні- поверхні, лінії, чи точки які визначають положення заготовки чи виробу під час технологічного процесу їх виготовлення.
Поділяють на основні і допоміжні.
-вимірні – поверхні які використовуються для визначення розмірів чи відносного розташування поверхонь виробу.
розрізняють реальні бази (вони визначаються реальними поверхнями, точками) і уявні (які визначаються у вигляді уявної лінії чи площини
32. опорні точки і їх умовне позначення на заготовках
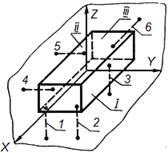
Ці точки знаходяться в трьох взаємно перпендикулярних площинах (базах) I, II та III: точки 1, 2 і 3, розташовані в площині XOY, позбавляють деталь трьох ступенів вільності — можливості переміщувати уздовж осі OZ і обертатися навколо осей OX, OY; точки 4 і 5, розташовані в площині XOZ, позбавляють деталь двох ступенів вільності — можливості переміщувати уздовж осі OY і обертатися навколо осі OZ; точка 6, розташована на площині YOZ, позбавляє деталь шостого ступеня вільності — можливості переміщувати уздовж осі OX. Сили затиску, що діють у напрямках, перпендикулярних до трьох площин, притискають деталь до шести нерухомих опор. Число нерухомих опор у пристрою не повинне бути більше шести, тому що в протилежному випадку створюється хитке положення оброблюваної деталі в пристрої.
Принцип постійності і суміщення баз Принцип постійності бази полягає у тому, що для виконання усіх операцій обробки деталі використовується одна і та ж база. Якщо по характеру обробки це не можливо – то у якості нової бази вибирають оброблену поверхню, яка визначається найбільш точними розмірами до основних, виконавчих поверхонь деталі.При виборі баз для підвищення точності необхідно використовувати одну і ту ж поверхню у якості різних баз. Так завжди доцільно у якості вимірювальної приймати і установочну базу. Ще більшої точності досягають у випадку, коли складальна база являється одночасно і установочною і вимірювальною. В цьому заключний принцип суміщення баз
34.Правило позбавлення заготовок ступення вільності
Щоб встановити деталь її треба позбавити 6-ти ступеней вільності.
Позбавити тіло 6-ти ступеней вільності можна, якщо притиснути до відповідної нерухомої опори. Така нерухома опора назв. одноточковою опорою, яка позбавляє однієї ступені вільності. 1,2,3 позбавляє паралельне переміщення вала. Точка 4 і 5 визначає площу з двох ступеней вільності переміщення вздовж осі Х. Точка 6 визначає опору площини і позбавляє 1- 6 ступеней вільності.
Правило 6-ти точок: Для визначення положення деталі в просторі необхідно і достатньо мати 6-сть окремих точок які розташовані в взаємно перпендекулярних площинах.
35.Позначення баз в технологічній документації
При оформленні технологіної документації, зокрема операційних карт та карт ескізів, базові поверхні позначають умовною, основною лінією. Якщо на виді опорні точки співпадають: значок ставлять один а з боку два номери.
36. Реальні і умовні бази в машинобудуванні
База – це надання заготовці чи виробу необхідного положення відносно вибраної системи координат.
Бази можуть бути:
Реальні – це такі поверхні які використовують для його встановлення
Умовні – база, що фактично використовується в конструкції
Бази поділяють на:
- конструкторські – бази що визначають положення виробу
- технологічні - база, що використовується для визначення положення заготовки або виробу при виготовленні, складанні або ремонті
- вимірні - база, що використовується для визначення розмірів чи відносного розташування поверхні
37). Способи встановлення заготовок на верстаті.
При токарній обробці найбільш часто застосовуються чотири основних способи встановлення заготовок на верстаті: в патроні, в патроні і задньому центрі, у центрах і на оправках. У патроні J встановлюють короткі заготовки з довжиною виступаючій частині / з кулачків до 2-3 діаметра d.
Для підвищення жорсткості більш довгі заготовки встановлюють в патроні / і задньому центрі 2
Встановлення в центрах застосовують в основ - ної для чистового обточування довгих валів, коли необхідно витримати сувору співвісність оброблюваних поверхонь, а також у випадках подальшої обробки деталі на інших верстатах з такою ж установкою. Заготівлю спирають центровими отворами на передній 4 і задній 2 центри, а обертання від шпинделя до неї передається поводковым патроном 1 і хомутиком 3.
Установка на оправці використовується для обробки зовнішніх поверхонь, коли заготовка має раніше оброблене отвір.
38) розробка ТП виготовлення виробу як правило проводиться у спец. Призначених для цього підрозділах, Тех. Відділенях. Для розробки тех процесів залучають спеціалістів для яких добре відомі організаційно технічні основи даного підприємства і які мають навики з проектуванням тех процесів. Розробку треба робити з урахуванням кращих стандартів. Технічний принцип полягає у повному виконанні всіх вимог в кресленні та технічних умов виготовлення виробу. Економічний принцип, як найменше виконаної роботи і мала ціна. Варіантів ТП може бути багато проте якщо тп відповідає таким вимогам то такий тп називається оптимальний. При обробці тп може відрізнятися структурою операції, оснащеням, наладками.
Поділяють на:
- американський тп
- японський тп
- європейський
- український
39)Вихідними даними для розробки технологічних процесів відновлення деталей є: ремонтне креслення деталі, виконане в відповідності до вимог стандартів на ремонтну документацію, перелік дефектів деталі, основ ні дані про умови роботи деталі у вузлі, що ремонтують, і види спра цювання, довідкові матеріали про технологічні методи, за допомогою яких можливо усунення дефектів, технологічна документація на віднов лення даної деталі, відомості про досвід відновлення деталей даного найменування на передових підприємствах (при розробці нового технологічного процесу), технологічний процес виготовлення й робоче креслення нової деталі (для технологічної спадкоємності між виготовленням і ремонтом деталей), програма випуску деталей, різні довідкові матеріали (каталоги технологічного обладнання, пристроїв інструменту, довідники по режимах обробки, технологічному нормуванню операцій і т. ін).
40)Види технологічних документів (маршрутна карта, ескізи, контроль, комплектувальні відомість і відомість оснастки)
Залежно від призначення технологічні документи поділяють на основні та допоміжні. p align="justify"> До основних відносять документи повністю і однозначно визначають технологічний процес (операцію) виготовлення або ремонту виробу (складових частин виробу).
До допоміжних відносять документи, які застосовуються при розробці, впровадженні та функціонуванні технологічних процесів і операцій, наприклад карту замовлення на проектування технологічного оснащення, акт впровадження технологічного процесу та ін
Основні технологічні документи поділяють на документи загального і спеціального призначення.
До документів загального призначення відносять технологічні документи, які застосовуються окремо або в комплектах документів на технологічні процеси (операції), незалежно від застосовуваних технологічних методів виготовлення або ремонту виробів (складових частин виробів), наприклад карту ескізів, технологічну інструкцію.
До документів спеціального призначення відносять документи, які застосовуються при описі технологічних процесів і операцій залежно від типу і виду виробництва і застосовуваних технологічних методів виготовлення, наприклад маршрутну карту, карту технологічного процесу, операційну карту і ін
Маршрутна карта (МК) - документ, який призначений для маршрутного або маршрутно-операційного опису технологічного процесу або вказівки повного складу технологічних операцій при операційному описі виготовлення або ремонту виробу (складових частин виробу), включаючи контроль і переміщення по всіх опер...

