




3.9.1. Электронно-лучевая сварка заготовок. Среди методов сварки, используемых в производстве ГТД, электроннолучевая сварка (ЭЛС) занимает одно из ведущих мест. В настоящее время объем применения ЭЛС составляет 25... 30 % от общего объема применения сварки в авиационном двигателестроении. Электронно-лучевая сварка служит для изготовления узлов газотурбинных двигателей из легированных сталей, титановых и никелевых сплавов, в том числе для сварки деталей кольцевыми швами 50...2300 мм и продольными швами длиной до 900 мм на толщину до 60 мм (диски, компрессоры, цапфы, валы, рычаги, трубы, корпуса). Она позволяет создавать принципиально новые конструкции узлов ГТД, снизить трудоемкость изготовления деталей. С помощью ЭЛС можно сваривать большинство проводящих материалов (металлы, сплавы, некоторые керамики). Плохо свариваются стали с высокой концентрацией углерода, серы, фосфора и других элементов из-за образования трещин, других дефектов и низких прочностных свойств сварного шва. Не свариваются легкоиспаряемые материалы (бронзы, содержащие кадмий и свинец, латуни и др.). При воздействии высококонцентрированного электронного луча происходит их взрывное вскипание с выбросом основной массы расплава, т.е. нельзя добиться сплошности сварного шва. Электронно-лучевая сварка позволяет получать соединения большого числа разнородных материалов.

На рис. 3.61–3.63 приведены примеры применения электронно-лучевой сварки в производстве роторов газотурбинного двигателя.
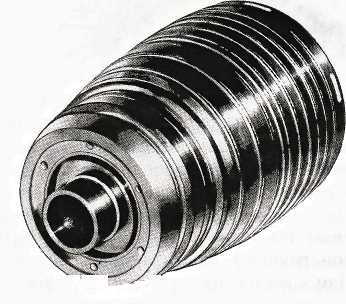
Рис. 3.61. Цельносварной барабан ротора компрессора

Рис. 3.62. Цельносварное рабочее колесо компрессора
высокого давления после сварки электронным лучом
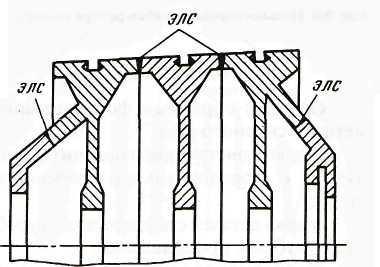
Рис. 3.63. Конструкция цельносварного ротора компрессора

Рис. 3.64. Схема электронно-лучевой сварки:
1 - электронная пушка; 2 - нить накала; 3 - электронный луч; 4 - кольцевой анод; 5 - магнитная фокусирующая система; 6 - отклоняющая система;
7 – свариваемая деталь; 8 - точка фокуса луча; 9 - сварной шов
Сварка производится в вакуумных камерах при давлениях 10-3 Па. Она может выполняться также в условиях низкого вакуума и вне камер. Вакуум обеспечивает беспрепятственное перемещение электронов, защиту от окисления катодной нити и защиту зоны сварки. Образование луча начинается с эмиссии электронов (рис. 3.64) с нагретой вольфрамовой нити. Нить нагревается за счет пропускания электрического тока. В некоторых установках используется также косвенный нагрев катода. Ускорение электронов происходит в результате ускоряющего напряжения (30... 150 кВ) между катодом и анодом. Дисковый или сферический анод имеет центральное отверстие для прохождения электронного луча.
Электронный луч может быть сфокусирован до диаметра 0,1...0,5 мм. Скорость сварки обычно составляет 1...2 м/мин. Она назначается в зависимости от мощности электронного луча и толщины свариваемых деталей. На рис. 3.64 приведена схема ЭЛС с классической электронной пушкой. Пушка имеет катод с расположенной внутри него вольфрамовой нитью, эмитирующей электроны, анод, обеспечивающий их ускорение, фокусирующую и отклоняющую системы.
Благодаря высокой концентрации энергии в сфокусированном электронном луче реализуется специфический механизм плавления материала (кинжальное плавление), основанный на подводе энергии к границе расплава через узкий парогазовый канал, что позволяет получать соединение с большим отношением глубины шва к его ширине, достигающим 30: 1. Современные установки для ЭЛС могут сваривать детали толщиной до 300 мм.
Высокая скорость сварки в совокупности с кинжальным плавлением обеспечивает малую ширину зоны термического влияния, а следовательно, малые тепловые деформации и обусловленные ими поводки и коробление. Высокой скорости проплавления материала способствует специфический механизм передачи энергии, заключающийся в проникновении ускоренных электронов в поверхностный слой и выделении тепла за счет их торможения. Глубина проникновения электронов δ может достигать нескольких десятков микрометров.
На рис. 3.65 приведена схема формирования сварного шва. Расплав вытесняется из зоны сварки давлением паров металла. Расплавленный металл распределяется по сварочной ванне неравномерно: фронт плавления (передняя стенка канала) имеет тонкий слой расплава (0,05...0,5 мм), а позади электронного луча, в верхней части ванны, сосредоточен основной объем расплава, при кристаллизации которого формируется сварной шов. Силы, воздействующие на расплавленный металл при ЭЛС, весьма значительны, а поперечные размеры пародинамического канала и объем ванны невелики. Это приводит к тому, что в сварочной ванне протекают интенсивные гидродинамические процессы, влияющие на условия формирования шва. Из-за наличия зазора между свариваемыми деталями, частичного испарения и выброса материала наблюдается занижение уровня шва. При выборе режимов ЭЛС исходят из необходимости формирования шва требуемой геометрии и обеспечения прочности сварного соединения. К основными параметрам, определяющим качество шва, относятся ускоряющее напряжение электронной пушки, ток или мощность электронного луча, угол сходимости луча, скорость сварки, радиус и положение минимального поперечного сечения луча, точность совмещения луча со стыком свариваемых деталей.

Рис. 3.65. Схема формирования сварного шва:
1 – электронный луч; 2 – свариваемые заготовки;
3 – парогазовый канал; 4 – расплав; 5 – сварной шов
Как и другие способы сварки, ЭЛС имеет свои особенности, заключающиеся в следующем:
- остаточные магнитные поля в деталях из ферромагнитных материалов отклоняют электронный луч от плоскости стыка, поэтому после сборки деталей, непосредственно перед сваркой выполняют операцию размагничивания в соленоидах при низких частотах переменного тока;
- на характер вытеснения металла из парогазового кратера влияет угол наклона луча к плоскости шва;
- перед сверкой производят специальную разделку поверхностей стыка, которая обеспечивает оптимальные условия формирования шва и повышает точность сварки. Иногда предусматриваются технологические буртики, удаляемые после сварки механической обработкой;
- для повышения точности сварки иногда выполняется предварительное прихватывание. Число, расположение и последовательность прихваток зависят от конструкции свариваемого узла. Например, при сваривании двух листов прихватки выполняются от центра к краям;
- для обеспечения качества шва используются различные приемы сварки: полное проплавление, развертка и наклон электронного луча, сварка с присадкой, сварка с подкладкой, сварка смещенным и «расщепленным» электронным лучом, модуляция силы тока луча и др. В качестве технологической развертки луча выступают траектории окружности, эллипса, продольной и поперечной дуги и т.д. При сварке разнородных материалов луч смещают в сторону более тугоплавкого материала;
- сварка может выполняться за один или несколько проходов;
- при кольцевой сварке деталей особенно сложно выполнить процесс замыкания кольцевого шва, при котором в металле могут появиться прожоги, кратеры, непровары, горячие и холодные трещины, колебания глубины проплавления. Эти явления устраняют или минимизируют плавным изменением мощности луча и формы его развертки;
- для защиты поверхностей свариваемых деталей от брызг расплавленного металла используют специальные экраны или покрытия.
ЭЛС выполняют на серийных установках ЭЛУ-9, ЭЛУ-10, ЭЛУ-20, ЭЛУ-21. Одной из наиболее современных установок является автоматизированный комплекс электронно-лучевой сварки ЭЛУР-1АТ. Эта установка позволяет сваривать изделия диаметром до 3,2 м, высотой до 1,8 м и массой до 10 т. В ней предусмотрена максимальная автоматизация подготовительных и рабочих переходов за счет применения системы управления параметрами режима сварки и устройства числового программного управления с шестью управляемыми осями. ЧПУ обеспечивает управление перемещениями рабочего стола установки и электронных пушек.
Сварку производят две одновременно работающие электронные пушки, расположенные друг против друга. Установка имеет системы слежения за стыком с визуализацией процесса сварки. Видеоустройство позволяет точно наводить луч на кромки свариваемых деталей до сварки и визуально контролировать качество сварного шва после сварки.
Современные установки для ЭЛС имеют систему диагностики состояния катодного узла, электронной пушки и аппаратуры в целом. Устройства управления электронным лучом позволяют производить развертку луча по окружности, полуокружности, эллипсу, линии и прямоугольному растру. При сваривании кольцевых деталей устройство ввода/вывода кратера дает возможность по заданной программе с плавной регулировкой мощности луча начинать и заканчивать процесс. Внешний вид установки для электронно-лучевой сварки приведен на рис. 3.66.

Рис. 3.66. Установка для электронно-лучевой сварки
Одним из новых направлений электронно-лучевой сварки является сварка вне вакуумной камеры. Для этих целей предполагается использовать эффект так называемого «плазменного окна», которое препятствует проникновению воздуха в вакуумную электронную пушку, но обеспечивает беспрепятственный выход электронного луча в атмосферу. Этот эффект позволит создать компактное оборудование для сварки деталей любых размеров.
На рис. 3.67 показаны швы, полученные дуговой и электроннолучевой сваркой, а на рис. 3.68 показаны сварные швы между замками лопаток и корпусом ГТД.

Рис. 3.67. Швы, полученные при дуговой сварке (слева)
и электронно-лучевой сварке (справа)
| а |
| б |
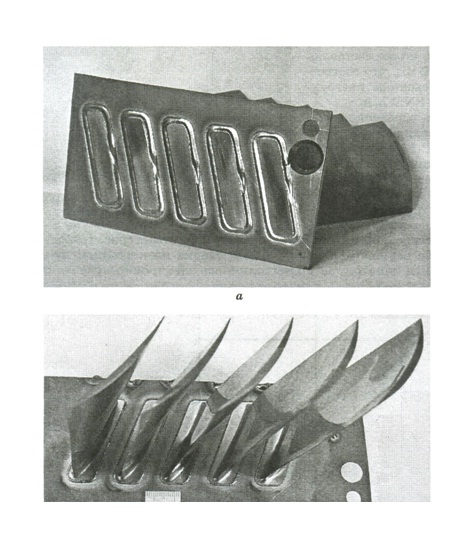
Рис. 3.68. Сварные швы между замками лопаток и корпусом,
полученные ЭЛС: а – с лицевой стороны; б – с обратной стороны
3.9.2. Сварка трением. Сварка трением используется более 50 лет в различных отраслях машиностроительного производства, однако только в последние годы в связи с появлением новых типов универсального и специализированного технологического оборудования с системами программного управления процессом сварки она начинает широко внедряться в производство газотурбинных двигателей. Сварка трением выполняется за счет тепла, выделяемого при трении, без объемного плавления в зоне сварки. Большинство металлов и сплавов свариваются между собой практически без потери прочности. Затруднена сварка материалов, имеющих неметаллические включения, в частности сталей, содержащих серу. Параметры процесса сварки зависят от типа соединяемых материалов и отрабатываются экспериментально.
Сварка трением имеет важную особенность в отличие от других видов сварки: происходит бездиффузионное соединение металлов, без расплава вследствие термомеханической активации процесса соединения. Имеет место двухстадийный процесс взаимодействия двух материалов.
На первом этапе осуществляется сближение металлов с созданием физического контакта (контакт ювенильно чистых поверхностей с проявлением адгезионных процессов). Сближение контактируемых поверхностей происходит на расстоянии, достаточном для межатомного взаимодействия. Способ сближения – совместная пластическая деформация.
Вторая стадия характеризуется образованием связей между поверхностными атомами вследствие квантовых процессов электронного взаимодействия. При физическом контакте ювенильно чистых поверхностей квантовые процессы сводятся к коллективизации валентных электронов с образованием металлической связи.
После сварки трением полученная заготовка может быть подвергнута каким-либо термо-механическим воздействиям для образования в зоне сварки нового структурно-фазового состава, протекания диффузионных процессов и др.
Типовые испытания сваренных узлов включают испытания на кручение, изгиб, определение твердости зоны термического влияния, рентгеновский контроль.
Основными преимуществами сварки трением являются:
- возможность сварки деталей из материалов различной природы, не свариваемых традиционными способами;
- узкая зона нагрева;
- стабильность процесса сварки;
- деталь после сварки требует минимальной механической обработки или вообще не требует;
- можно использовать новые конструкторские решения, связанные как с формой соединяемых деталей, так и с назначением свариваемых материалов;
- пригодность для сварки с высокой производительностью деталей различной формы;
- не требуется флюсов, присадочного материала и защитных газов;
- экологическая чистота процесса;
- отсутствуют поры и включения, поскольку сварка производится в твердом состоянии;
- нет необходимости в использовании электродов и других атрибутов, увеличивающих стоимость сварки;
- минимальное машинное время сварки;
- «сквозное» проваривание обеспечивает высокую прочность даже в тонких (критических) сечениях;
- экономия дорогостоящих материалов за счет возможности сваривания разнородных металлов и сплавов;
- малый расход энергии (25... 100 Вт на квадратный сантиметр шва).
На практике используется несколько разновидностей сварки трением, основными из которых являются:
ротационная сварка трением (rotational friction welding);
радиальная сварка трением (radial friction welding);
перемешивающая сварка трением (friction stir welding);
линейная сварка трением (linear friction welding);
штифтовая сварка трением (friction stitch welding).
Ротационная сварка трением (рис. 3.69) является наиболее распространенным и разработанным способом. Она основана на тепловыделении при трении торцевых поверхностей, имеющих общую ось вращения, и применяется для сваривания деталей из различных материалов в форме цилиндров и труб. Во время фазы нагрева тепловыделение может регулироваться как скоростью вращения шпинделя, так и силой прижатия сопряженных деталей, что определяется в основном фрикционными и теплофизическими свойствами свариваемых материалов и их изменением при нагреве. Иногда используется двухстадийное изменение силы на этапе нагрева.
| д |
| г |
| в |
| б |
| а |

Рис. 3.69. Стадии цикла ротационной сварки трением
Процесс сварки может быть представлен в виде нескольких последовательных стадий.
1. Свариваемые элементы устанавливаются на вращающийся шпиндель и стационарный зажим. Если у свариваемых деталей нет общей оси симметрии, используются специальные приспособления.
2. Устанавливаются требуемые частота вращения шпинделя, величина осевой силы, и начинается процесс сварки.
3. Эти условия поддерживаются определенное время, пока не установится требуемая температура для сварки данных материалов.
4. Вращение шпинделя прекращается, и увеличивается осевая сила, действующая до окончания процесса сварки.
5. Сваренное изделие снимается со станка, и цикл повторяется.
На геометрию зоны сварки влияют количество и характер выделения тепла при трении, теплопроводность, распределение давления в контакте с учетом изменения механических свойств материала при нагреве и длительность цикла сварки (рис. 3.70).
Удельная мощность ∆N при трении, выделяемая с единицы поверхности, определяется соотношением
∆N = μ ρ v,
где (μ – коэффициент трения; р – нормальное давление в контакте;
v – скорость трения.
При ротационной сварке скорость трения зависит от расположения точки относительно оси вращения:
vi = 2prin,
где v – скорость трения в i -й точке; ri – расстояние точки от оси вращения; п –частота вращения.

| а |
| в |
| б |
Рис. 3.70. Влияние скорости и давления на геометрию зоны сварки:
а – высокое давление при малой скорости; б – высокая скорость при малом давлении;
в – оптимальные условия сварки
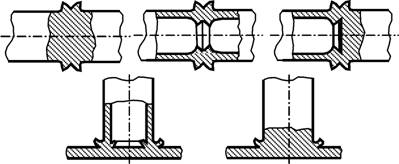
Рис. 3.71. Типы сварных соединений
Мощность выделения тепла в точках, расположенных на расстоянии ri от оси вращения, составляет
Ny = 2pmprin,
а суммарная мощность, выделяемая в стыке, равна
 .
.
Очевидно, что на периферии нагрев материала более значителен. В результате в процессе сварки происходит перераспределение давления. Оно концентрируется в центральной зоне, где скорость трения, а следовательно, нагрев и «размягчение» материала меньше. При сварке трением скорость обычно составляет 1... 2 м/с.
Наиболее часто свариваются сплошные детали диаметром до 100 мм и трубчатые до 250 мм.
Ротационная сварка может выполняться как без разделки под сварку, так и с разделкой. На рис. 3.71 показаны типы сварных соединений.
Изменяемыми параметрами процесса сварки трением являются скорость трения, давление, создаваемое в контакте свариваемых деталей, изменение длины, время цикла сварки (рис. 3.72).
Скорость трения. Характеристика скорости трения – произведение частоты вращения шпинделя и свариваемого диаметра – для стали составляет около 600. Это определенное опытом значение принимается как для цилиндрического, так и кольцевого контакта. При значениях характеристики скорости, меньших 600, для необходимого тепловыделения требуется увеличивать давление, что может привести к сильным деформациям металла в контакте. Нет ограничений по скорости для значений выше 600. Например, сварка может выполняться при характеристике скорости 5000. Однако машины для сварки обычно имеют верхним значением характеристики скорости 700...1500. Производительность процесса и качество сварки практически не зависят от скорости трения.
Давление в контакте. Для сварки сталей используется широкий диапазон давлений. Для сталей средней прочности на фазе нагрева рекомендуется давление порядка 6 кН/см2, а на фазе обжима - 15 кН/см2. Эти значения могут меняться в зависимости от свойств свариваемых материалов.
Изменение длины (или времени). Основными требованиями к сварке в твердой фазе являются хорошая очистка поверхностей, их плотный контакт и минимальный перенос материала между соединяемыми поверхностями. На практике эти условия полностью удовлетворить невозможно. Всегда на поверхности присутствуют неровности, загрязнения и т.д. При сварке трением за время фазы нагрева происходит притирка поверхностей, удаление загрязнений,



| а |
| б |
| в |
Рис. 3.72. Циклы ротационной сварки трением:
а – традиционная; б – гибридная; в – инерционная
что сопровождается уменьшением линейного размера детали. После осадки также происходит уменьшение длины.
При необходимости обеспечения размера между элементами свариваемых деталей с заданным допуском используют контроль изменения длины. Для получения требуемой длины детали после сварки современные контроллеры осуществляют управление процессом сварки на основе данных о скорости изменения длины компонентов на стадия нагрева и при обжатии.
Современные машины для сварки оснащаются устройствами сцепления привода со шпинделем и быстрой остановки шпинделя, что позволят сваривать от 60 до 300 деталей в час, в зависимости от размеров деталей и материала.
Современное технологическое оборудование (рис. 3.73) позволяет выполнять сварку по циклам, заданным программным путем. Отработанные режимы сохраняются в памяти устройства программного управления для дальнейшего использования. Обычно в памяти сохраняется до 30 групп режимов. Отказы машины фиксируются системой управления. При их наличии работа машины останавливается до устранения неисправностей. Примеры деталей, сваренных ротационным способом, приведены на рис. 3.74.

Рис. 3.73. Станок для ротационной сварки трением
Радиальная сварка трением является разновидностью ротационной сварки и используется в основном для сварки труб. Ее основное достоинство — отсутствие вращения свариваемых компонентов. Соединение формируется за счет тепла, выделяющегося при трении вращающегося кольца, находящегося на стыке свариваемых труб. Кольцо изготавливается из того же материала, что и свариваемые детали. Законцовки деталей имеют V-образную разделку, а внутренняя поверхность кольца - соответствующей формы выступ (рис. 3.75). Кольцо обжимается радиальными силами. Во внутреннюю полость помещается стержень из теплостойкого материала, который извлекается после сварки. При необходимости выступающая часть кольца может быть в дальнейшем удалена механической обработкой.

Рис. 3.74. Детали, сваренные ротационным методом
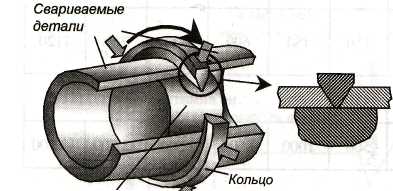
| Стержень |
Рис. 3.75. Схема радиальной сварки трением
Этим способом сваривают трубопроводы из обычных и нержавеющих сталей. Он обеспечивает более высокое качество сварки по сравнению с электродуговой и газовой.
Перемешивающая сварка трением (ПСТ). Новейший способ сварки, запатентованный в 1991 году, выполняется торцом вращающегося инструмента, перемещающегося в направлении сварки (рис. 3.76). Высота выступа инструмента должен быть немного меньше, чем глубина сварки. Рабочая поверхность инструмента имеет специальный профиль. Пластифицированный тепловыделением металл за счет сил трения закручивается относительно оси вращения инструмента. В результате происходит его перемешивание и формирование сварного шва. ПСТ целесообразно использовать для сварки материалов толщиной 1,6... 30 мм. Согласно данным, этот способ сварки трением позволяет за два прохода с разных сторон сваривать алюминиевый лист толщиной 75 мм. ПСП может использоваться также для сварки деталей из меди, титана, магния и других металлов.


| Сформированный сварочный шов |
| Вращение инструмента |
Рис. 3.76. Схема ПСТ и ее реализация
Основными преимуществами ПСТ являются:
- высокая прочность сварного шва;
- нет необходимости в присадочной проволоке;
- малый расход энергии;
- отсутствует пористость;
- отсутствуют особые требования к процессу сварки;
- нет необходимости в механической обработке после сварки;
- практически полное отсутствие коробления и термических деформаций;
- уменьшение производственного цикла на 50... 75 % по сравнению с обычными способами сварки;
- не требуется подготовка кромок под сварку и обработка шва после нее.
Инструменты для ПСТ изготавливают из инструментальных сталей (сварка пластиков и легкоплавких металлов), быстрорежущих сталей (сварка алюминиевых и магниевых сплавов), металлокерамических твердых сплавов и металлокерамик, специальных композиционных материалов (сварка алюминиевых сплавов, сталей, сплавов на никелевой и титановой основах). При выборе инструментального материала стремятся избежать намазывания оттесняемого металла на поверхности инструмента. Для этих целей могут быть использованы специальные покрытия. Формы рабочих поверхностей инструментов приведена на рис. 3.77.

Рис. 3.77. Рабочие части инструментов используемых при ПСТ:
а – традиционная конструкция инструмента; б – инструмент для получения глубоких швов; в – инструмент со специальной формой торца. Показан намазанный на выступ свариваемый металл
При ПСТ достигается высокое качество сварки (рис. 3.78). Деформация и перемешивание металла в твердой фазе иногда создает микроструктуры более прочные, чем основной материал. Обычно, прочность на растяжение и усталостная прочность сварного шва составляет 90% от этих характеристик для основного материала. Сварка может выполняться в различных позициях (вертикальной, горизонтальной, под наклоном, снизу вверх и т.д.), поскольку силы гравитации, в данном случае, не играют никакой роли. Перемещение инструмента или детали может производиться в различных направлениях и по программе. По мнению западных специалистов, этот процесс является революционным в области сварки листовых материалов.
Основными параметрами режима ПСТ являются:
- скорость вращения инструмента;
- характер вращения инструмента (вращательный, возвратно-вращательный, направление и скорости вращения наружных и внутренних частей инструмента);
- скорость сварки;
- конструкция, форма и геометрические характеристики рабочей части инструмента;
- угол наклона инструмента к поверхности детали

Рис. 3.78. Макроструктуры швов полученных сваркой
плавлением (а), ПСТ (б) и двухсторонняя сварка (в)
При ПСТ формируется шов, в структуре которого можно выделить несколько основных зон: «ядро» сварки, состоящее из термопластически деформированного материала перенесенного выступом инструмента, зону термопластической деформации и зону термического влияния.
При традиционной схеме ПСТ наблюдается асимметричная структура «ядра» связанная с однонаправленным перемещением материала (рис. 3.79, а). Для того, чтобы избежать такой асимметрии сварку выполняют с возвратно-вращательным движением инструмента (рис. 3.80). В этом случае реверс производится через один или несколько, например, пять оборотов инструмента.

Рис. 3.79. Структура швов, получаемых при ПСТ с однонаправленным вращением инструмента (а) и возвратно-вращательным (б):
1 – «ядро» сварки, перенесенный инструментом термопластически деформированный материал; 2 – зона термопластической деформации; 3 – зона термического влияния;
4 – исходный материал
Для управления структурой шва могут использоваться специальные инструменты имеющие наружную и внутреннюю части (рис. 3.80). Вращение этих частей может выполняться с различными скоростями в одном или противоположных направлениях. Наружная часть может выполняться, например, из материала свариваемых деталей. В этом случае в процессе сварки она играет роль присадочного материала, переносимого на поверхность свариваемого изделия.
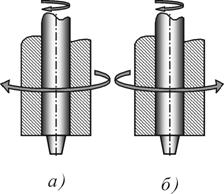
Рис. 3.80. Инструменты с наружной и внутренней частями, вращающимися
в одном (а) и противоположных (б) направлениях
В последние годы для ПСТ разработаны установки различных типоразмеров и компоновки, позволяющие сваривать как листовой материал, так и пространственные конструкции, цилиндрические детали и трубы (рис. 3.81).

Рис. 3.81. Оборудование для перемешивающей сварки трением:
а – консольного типа; б – портального типа; в – устройство для сварки труб;
г – установка на базе модернизированного фрезерного станка
На рис. 3.82 в качестве примера приведены схемы сварных соединений, полученных ПСТ.

Рис. 3.82. Технологические возможности сварки методом ПСТ
Примеры некоторых деталей сваренных ПСТ приведены на рис. 3.83.

Рис. 3.83. Изделия, сваренные ПСТ:
а – панель; б – схема двухсторонней сварки панели;
в – деталь в виде оболочки; г – труба (показана вставка)
Основными факторами, ограничивающими применение ПСТ, в настоящее время являются:
- необходимость жесткого закрепления свариваемых деталей;
- возникновение отверстий в начале и конце шва;
- необходимость проектирования и изготовления специальных инструментов;
- невозможность формирования швов требующих нанесения дополнительного металла;
- невозможность сварки материалов имеющих низкую пластичность даже при высоких температурах или теряющих требуемые механические свойства в результате термопластической деформации.
Некоторые из этих ограничений могут быть устранены использованием специальных приемов сварки. Например, образующееся при сварке кольцевого шва отверстие может быть выведено за пределы шва использованием специальной клиновой вставки (рис. 3.84). В дальнейшем эта вставка удаляется механической обработкой.

Рис. 3.84. Получение кольцевого шва без использования клиновой вставки (а)
и с вставкой (б): 1 – кольцевой шов; 2 – инструмент; 3 – отверстие остающееся после отвода инструмента; 4 – клиновая вставка
Одной из разновидностей ПСТ является точечная сварка трением (рис. 3.85, 3.86). В частности, она получила применение для сварки алюминия взамен дуговой и контактной точечной сварки, при применении которых существуют технологические трудности, обусловленные высокой электро- и теплопроводностью алюминия.
Сварка трением, в отличие от контактной точечной сварки, не требует использования охлаждающей эмульсии и сжатого воздуха. Резко снижается энергопотребление. Капиталовложения в оборудование для сварки трением на 40% ниже, чем на оборудование для контактной сварки. При ее выполнении не требуется предварительной очистки рабочих поверхностей, отсутствует разбрызгивание расплавленного металла.

Рис. 3.85. Стадии формирования сварного соединения
при точечной сварке трением

Рис. 3.86. Схема точечной сварки трением, используемая фирмой MAZDA,
и устройство для ее выполнения
Известно, что у новейшего американского истребителя пятого поколения F-22 Raptor элементы фюзеляжа взамен заклепочных соединений были соединены точечной сваркой трением.
Работы по перемешивающей и другим технологиям сварки трением выполняются и курируются The Welding Institute in UK (TWI) (Великобритания), NASA, Lockheed-Martin Corp., Boeing, Wisconsin Center for Space Automation & Robotics, Oak Ridge National Laboratory MTS Systems Corporation, Thompson Friction Welding (США ), Imhof Hartchrom GmbH и Klaus Raiser GmbH(Германия), Hidetoshi Fujii и исследовательским центром JWRI при Osaka University (Япония), Shanghai puda friction welder co., ltd. (Китай) и другими корпорациями и компаниями.
Несмотря на кажущуюся простоту, процесс перемешивающей сварки трением в действительности сложен и многообразен. В нем взаимодействуют такие явления, как тепловыделение при трении, образование и разрушение металлических связей между сопряженными поверхностями инструмента и свариваемых заготовок процессе их относительного движения, быстрый нагрев и охлаждение объемов металла при больших давлениях, пластическая деформация, деформационное упрочнение и рекристаллизация металла, диффузия и др.
Процессы перемешивающей сварки трением мало исследованы. Однако уже выполненные исследования позволяют представить качественную картину явлений, происходящих в стыке при сварке.
Как уже указывалось выше, перемешивающая сварка трением является сложным многофакторным процессом сложным для математического описания и моделирования. Основными факторами процесса являются:
– Механизм генерирование теплоты. Очевидно, что значительная часть теплоты образуется не за счет внешнего трения на границах инструмента, а в результате внутреннего трения перемешиваемых и переносимых слоев материала. Характер внутреннего трения взаимосвязан с тепловыделением, распределением температуры и механическими свойствами свариваемого материала при действующих температурах.
– Механизм переноса материала. Разогретый и пластифицированный материал при вращении инструмента переносится за инструмент и «утрамбовывается» опорной частью инструмента.
Моделирование процесса перемешивающей сварки трением выполнялось с использованием приложения COSMOSFloWORKS, позволяющего оценить поле температур при ПСТ алюминия (рис. 3.87).Дополнительная информация по ПСТ приведена в прил. 6.
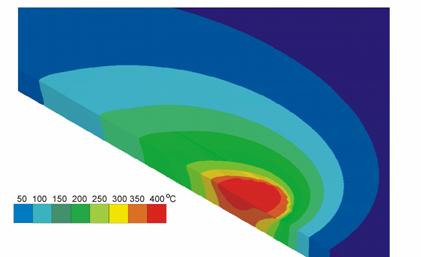
Рис. 3.87. Поле температур при сварке листов алюминиевого сплава АМГ-6 толщиной 6 мм: R0 = 12 мм, Rp = 3 мм, n = 600 об/мин; v = 350 мм/мин
Линейная и орбитальная сварка трением. Процесс линейной сварки трением (LFW) становится ключевой технологией формирования сварных соединений из трудносвариваемых материалов и может быть широко использован в ремонтном производстве. Достоинством его является также минимальная подготовка поверхностей к свариванию. В процессе возвратно-поступательного движения с частотой порядка 60 Гц и амплитудой до 3-х мм, части, подлежащие свариванию, сжимаются для образования плотного контакта. Генерируемая в плоскости сварки теплота, способствует пластической деформации приповерхностных объемов свариваемых материалов. В процессе сварки вязко-пластичные слои металла перемещаются к границам свариваемой поверхности. При этом происходит удаление окислов и загрязнений, которые могут присутствовать в зоне сварки. Короткая длительность процесса сварки (несколько секунд), обеспечивает малую зону термического влияния. Время остановки процесса возвратно-поступательного движения составляет ~ 0,2 сек. Для обеспечения точности сварки необходимо предусматривать мероприятия для устранения перекосов и погрешностей расположения свариваемых поверхностей. Процесс формирования сварного шва достаточно сложен и определяется трибологическими свойствами контакта, особенностями протекания процессов внутреннего трения и пластической деформации, а также физико-химическими и металлургическими аспектами. Известны некоторые его применения, в частности для сварки лопаток с дисками (рис. 3.88…3.90). Этот метод считается весьма перспективным для самых разнообразных деталей. Дополнительная информация приведена в прил. 4.

Рис. 3.88. Линейная сварка трением и моноколесо с лопатками, приваренными линейной сваркой трением

Рис. 3.89. Моноколесо с площадками, подготовленными для сварки лопаток линейной сваркой трением

Рис. 3.90. Моноколесо с приваренными лопатками линейной сваркой трением
Процесс орбитальной сварки трением по достигаемому эффекту близок к линейной сварке. На практике используют две основные схемы орбитальной сварки:
- с одновременным вращением с одинаковой скоростью свариваемых элементов имеющих параллельные оси вращения (рис. 3.91, б);
- с орбитальным движением одного из свариваемых элементов
(рис. 3.91, в).
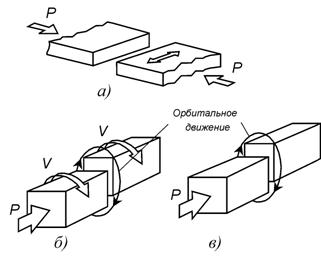
Рис. 3.91. Линейная (а) и орбитальная (б, в) сварка трением
Штифтовая сварка трением (Friction Stitch Welding или Friction Stud Welding) имеет определенные преимущества при сварке под водой и конструкций, для которых трудно использовать обычную, например, дуговую сварку. Схема этого процесса приведена на рис. 3.92. Предварительно сверлится отверстие, в которое с осевой нагрузкой вводится вращающийся штифт из того же материала, что и свариваемые детали. Фрикционная сварка начинается с момента касания штифтом дна отверстия. В результате нагрева, внутреннего трения и пластической деформации поверхность трения быстро перемещается вверх по отверстию, пока пластифицированный материал полностью его не заполнит. Процесс сварки имеет длительность цикла 5…20 секунд, в зависимости от толщины материала. Последовательно повторяя описанные действия, формируют шов, показанный на рис. 3.93. На этом же рисунке приведены применяемые формы отверстий и штифтов. Эта технология разработана в компании TWI (Кембридж, Англия) и получила развитие для сварки конструкций под водой.

Рис. 3.92. Схема штифтовой сварки трением: 1 – штифты цилиндрической и конической формы; 2 - перенесенный с штифта материал; 3 – зона термопластической деформации
Штифтовая сварка считается весьма перспективной для ремонтного производства, в частности, для заварки трещин. Разновидность этой сварки, используемая для залечивания дефектов известна как Friction Hydro-Pillar Processing (FHPP). Она заключается в высверливании отверстия в месте дефекта с последующим заполнением (заваркой) его по описанной технологии (рис. 3.93).
 Трещина Трещина
|
Рис. 3.93. Схема «залечивания» трещины с использованием
штифтовой сварки
3.9.3. Лазерная сварка. Лазерная сварка обеспечивает качество сварного соединения, по прочности не уступающее основному материалу, без деформации сварной конструкции. Она ведется за один проход как при малых, так и при больших толщинах свариваемых элементов, без применения флюсов и присадочной проволоки, обеспечивая высокую производительность, в 5... 10 раз превышающую дуговые способы сварки. Толщина свариваемого материала составляет от 0,15 до 10 мм при мощности лазерного излучения 1,5... 6 кВт и скорости сварки от 2 до 50 м/мин.
Для лазерной сварки используется одночастотный световой луч, как постоянный, так и пульсирующий.
Основными преимуществами лазерной сварки являются:
- высокая плотность потока излучения, вводимого в зону сварки;
- незначительное тепловое влияние на материал околошовной зоны;
- малые деформации свариваемых элементов;
- «кинжальная» форма проплавления при сварке элементов большой толщины;
- высокая скорость сварки;
- возможность сварки разнородных металлов, несвариваемых другими способами;
- легкость автоматизации процесса сварки.
| Лазерный луч Полость |

| Зона расплава |
| Заготовка 2 |
| Заготовка 1 |
Рис. 3.94. Схема лазерной сварки
Сварные швы с кинжальной формой области проплавления начинают формироваться при мощности лазера >1,5 кВт. При плотности потока q ~ 106 Вт/см2 в пятне нагрева начинается локальное испарение металла и в расплавленном металле образуется полость (рис. 3.94). Давление паров испаряющегося металла не дает ей захлопнуться под действием гидростатических сил жидкого металла. При соответствующей скорости перемещения лазерного луча образовавшаяся полость приобретает динамическую устойчивость и движется вместе с лучом. Перед полостью происходит плавление материала, а позади нее - затвердевание. При наличии полости излучение поглощается не только на поверхности материала, но и в его глубине. После того как луч прошел, полость заполняется жидким металлом и образуется узкий шов, глубина которого существенно больше, чем ширина.
Лазерная сварка с глубоким «кинжальным» проплавлением позволяет сваривать металлы с большой скоростью при минимальном тепловом воздействии на материал, прилегающий к зоне расплава, что в ряде случаев улучшает свойства шва. Глубина проплавления при заданном уровне мощности излучения обратно пропорциональна скорости сварки.
На формирование сварного шва большое влияние оказывают не только перечисленные факторы, но и угол сходимости луча а и размер фокального пятна. Это объясняется тем, что для объектива с большим значением a даже небольшое углубление луча в металл вызывает резкое увеличение облучаемой площади и соответственно снижение плотности потока излучения.
Лазерную сварку ведут с использованием вспомогательного газа, например гелия или аргона, подаваемого через сопло под давлением. В противном случае над зоной сварки образуется стационарное облако ионизированных паров испаренного металла, которое закрывает поверхность от прямого действия излучения. Продувка вспомогательным газом защищает оптическую систему фокусировки от паров и брызг металлов, а свариваемый металл от окисления. Для защиты от окисления инертный газ подается также и с обратной стороны шва. Обычно в головках для лазерной сварки используют специальные устройства, обеспечивающие подачу вспомогательного газа и отсос газов и паров из зоны сварки. Струю газа направляют со стороны, куда возможно стекание расплавленного металла, что предотвращает деформирование сварочной ванны под действием силы тяжести.
Качество лазерной сварки напрямую зависит от ее скорости. Наибольшая скорость ограничивается значением, при котором металл кристаллизуется, не успев растечься по свариваемым кромкам с образованием усадочной пористости. Нижний предел скорости ограничивается значением, при котором вследствие теплопроводности металл расплавляется в стороны быстрее, чем в глубину, что сопровождается значительным увеличением ширины шва и зоны термического влияния, а также ростом зерен в металле шва.
Чтобы получить высококачественные сварные соединения при лазерной сварке, необходимо выполнять следующие условия:
- подгонять стыкуемые элементы с минимальными зазорами, чтобы исключить уменьшение сечения шва;
- тщательно очищать свариваемые поверхности от загрязнений;
- прочно фиксировать стыки в механических зажимах приспособления для сварки;
- обеспечивать стабильность параметров лазерного луча, преимущественно одномодовый характер излучения;
- использовать лазеры, мощность которых обеспечивает эффективное проплавление материала на требуемую глубину;
- фокусировать луч так, чтобы плотность мощности в фокусе была в пределах 1,55 · 105...1,55 · 107 Вт/см2, что обеспечивает режим глубокого проплавления;
- защищать зону сварки потоком защитного газа с преимущественной тангенциальной составляющей скорости для сдува плазменно-парового облака над сварочной ванной;
- выполнять сварку при оптимальной скорости перемещения лазерного луча относительно поверхности;
- обеспечивать теплоотвод от корня шва для создания условий направленной кристаллизации снизу вверх, что исключает возникновение усадочных раковин внутри шва;
- применять фокусирующие системы с достаточной глубиной фокуса для получения шва с параллельными стенками.
При выполнении этих условий формируется шов с большим коэффициентом формы (отношением h/b) без ослабления сечения, и металл шва очищается от неметаллических включений и газовых примесей. Последнее становится возможным благодаря тому, что шов не загрязняется материалом электрода, как, например, при дуговой сварке, а вредные примеси (сера, кислород, азот и др.) улетучиваются, поскольку значительно лучше, чем металл, поглощают излучение лазера, перегреваются и испаряются. Механические свойства металла шва вследствие этого повышаются.
Лазерная сварка позволяет сваривать различные материалы, в том числе трудно свариваемые другими способами, например жаропрочные сплавы на никелевой основе.
На рис. 3.95 приведены примеры, иллюстрирующие технологические возможности лазерной сварки листовых деталей и герметичных соединений.

Рис. 3.95. Некоторые типы сварных соединений, получаемые
лазерной сваркой на никелевой и железоникелевой основах
Большой интерес представляет изготовление труб и профилей путем лазерной сварки продольных швов.
Преимущество этого метода сварки заключается в высокой скорости сварки тонкостенных деталей из легированных сталей и жаропрочных сплавов.
По производительности, качеству, простоте использования и автоматизации трудно предложить более эффективный способ сварки. При сварке алюминиевых, титановых и других сплавов, требующих особенно качественной защиты зоны сварки, более сильные позиции только у электронно-лучевой сварки.
Список литературы
1. Современные технологии в производстве газотурбинных двигателей / Колл. авторов; под ред. А. Г. Братухина, Г. К. Язова, Б. Е. Карасева. – М.: Машиностроение, 1997. – 416 с.
2. Технология производства авиационных газотурбинных двигателей: учеб.пособие для вузов /Ю. С. Елисеев, А. Г. Бойцов, В. В. Крымов, Л. А. Хворостухин. – М.:Машиностроение, 2003. – 512 с.
3. Основы технологии производства летательных аппаратов (в конспектах лекций): учеб. пособие / А. С. Чумадин, В. И. Ершов, В. А. Барвинок и др. – М.: Наука и технологии, 2005. – 912 с.
4. Автоматизация технологии изготовления газотурбинных авиационных двигателей. Часть 1. /В. Ф. Безъязычный, В. Н. Крылов, В. А. Полетаев и др.; под ред. В. Ф. Безъязычного и В. Н. Крылова. –М.: Машиностроение, 2005. – 560 с.
5. Авиастроение: летательные аппараты, двигатели, системы, технологии /под ред. А. Г. Братухина. – М.: Машиностроение, 2000. –536 с.
6. Научный вклад в создание авиационных двигателей. В двух книгах. Кн.1 /под общ. научн. ред. В. А. Скибина и В. И. Солонина. –М.: Машиностроение, 2000. – 725 с.
7. Научный вклад в создание авиационных двигателей. В двух книгах. Кн.2 /под общ. научн. ред. В. А. Скибина и В. И. Солонина. –М.: Машиностроение, 2000. – 616 с.
8. Технологическое обеспечение проектирования и производства газотурбинных двигателей /под ред. Б. Н. Леонова и А. С. Уварова. ОАО «Рыбинский дом печати», 2000. – 406 с.
9. Технология создания неразъемных соединений при производстве газотурбинных двигателей / Ю. С. Елисеев, С. Б. Масленков, В. А. Гайкин, В. А. Поклад; под общ. ред. С. Б. Масленкова. –М.: Наука и технологии, 2001. –544 с.
10. Демин О. И. Технологии изготовления основных деталей газотурбинных двигателей. / О. И. Демин, Н. Д. Проничев, И. Л. Шитарев. – М.: Машиностроение, 2002. – 328 с.
Журналы:
11. Авиационная промышленность
12. Физика металлов и металловедение
13. Автоматическая сварка
14. Физика и химия обработки материалов
15. Электрохимия
16. Электронная обработка материалов
17. Вестник машиностроения.
18. Вестник МГТУ, серия «Машиностроение»
19. Двигателестроение.
20. Известия вузов, серия «Машиностроение»
21. Кузнечно-штамповочное производство
22. Литейное производство
23. Материаловедение
24. Металловедение и термическая обработка металлов
25. Металлофизика и новейшие технологии
26 Сварочное производство
27. Порошковая металлургия
28. Упрочняющие технология и покрытия
29. НАНО. Технологии. Экология. Производство
30. Наукоемкие технологии в машиностроении
31. Фундаментальные и прикладные проблемы техники и технологии
32. Технология машиностроения
33. Обработка металлов (технологии, оборудование, инструменты)
34. Металлообработка

