




3.8.1. Лазерная резка. Этот метод по широте применения значительно опережает другие методы лазерной обработки, что обусловлено высоким спросом на листовые материалы почти во всех отраслях машиностроительного производства, а значит, и на высокопроизводительное оборудование для их раскроя.
Среди механических методов разделения металлов в первую очередь следует отметить резку ножовочными полотнами, ленточными пилами, фрезами и др. Для этих целей используются разнообразные станки общего и специального назначения. Но наряду с достоинствами этих методов, существуют значительные недостатки, связанные с низкой производительностью, высокой стоимостью отрезного инструмента, трудностью или невозможностью раскроя материалов по сложному криволинейному контуру.
Традиционно для вырезки заготовок со сложным контуром из листового материала используют вырубные штампы. Однако изготовление штампов – дело трудоемкое и дорогое, оно экономически оправдано только при больших объемах выпуска деталей.
В промышленности получил распространение ряд процессов разделения материалов, основанных на электрохимическом, электрофизическом и физико-химическом воздействиях. Ацетиленокислородная резка, плазменная резка проникающей дугой и другие методы более производительны по сравнению с механическими методами, но они не обеспечивают высокой точности и чистоты поверхностей реза и требуют в большинстве случаев последующей механической обработки. Электроэрозионная резка, осуществляющая разделение материалов с малой шириной и высоким качеством реза, характеризуется малой производительностью.
Лазерную резку целесообразно использовать для малых серий продукции.
Сфокусированное лазерное излучение, обеспечивая высокую концентрацию энергии, позволяет разделять практически любые металлы и сплавы независимо от их теплофизических свойств. При этом можно получить узкие резы с минимальной зоной термического влияния. При лазерной резке отсутствует механическое воздействие на обрабатываемый материал и наблюдаются минимальные его деформации. Вследствие этого можно с высокой точностью осуществлять лазерную резку легкодеформируемых и нежестких заготовок. Сравнительно простое управление лазерным излучением дает возможность осуществлять лазерную резку по сложному контуру плоских и объемных деталей с высокой степенью автоматизации процесса.
Разделение материала лазером может быть выполнено тремя основными способами:
- полное удаление материала по линии разреза (резка);
- частичное удаление материала, например, при образовании системы отверстий малого диаметра по линии разделения с последующим разломом. Этот способ называют скрайбированием. Он используется для разделения керамик, которые из-за низкой теплопроводности склонны к перегреву и разрушению вследствие высоких термических напряжений, возникающих при непрерывной резке;
- способ термораскалывания. Этот способ используется для разделения хрупких материалов. При движении луча по поверхности нагрев вызывает напряжения, приводящие к образованию локальных трещин. Разделение материала производится разломом по линии действия источника теплоты.
Основными преимуществами лазерной резки являются:
- высокая скорость обработки;
- малая зона термического влияния;
- высокая точность;
- низкий уровень шума;
- малое количество грата, не требующее окончательной механической обработки;
- малый расход вспомогательных газов;
- возможность резки широкого круга различных материалов;
- возможность резки и маркировки на одном и том же оборудовании;
- возможность выполнения V- и Y-образных резов для подготовки кромок заготовок под сварку;
- возможность выполнения отверстий малого диаметра;
- возможность изменения угла резки при обработке гнутых деталей и центровки крупногабаритных листов;
- быстрая переналаживаемость на выпуск других изделий.
Для лазерной резки характерны следующие особенности:
- почти полное отсутствие окалины;
- конусность менее 1°;
- получаемые отверстия круглые и чистые;
- возможность получения небольших деталей;
- ширина реза составляет 0,2... 0,375 мм;
- прижоги незначительны;
-зона термического влияния до 0,05 мм.
Как и всякая технология, лазерная резка, а она уже применяется в мире примерно 20 лет – подверглась за это время значительным усовершенствованиям в части увеличения толщины разрезаемого материала и скорости его разрезания. Новейшие и самые крупные установки для лазерной резки оснащают теперь лазерами мощностью до 6 кВт. Мощность лазеров типовых установок обычно не превышает 2,3...3 кВт, но и это дает возможность стабильно резать стальные листы толщиной до 25 мм.
Постепенно повышаются и скорости резки. Если на типовых лазерных установках оцинкованную листовую низкоуглеродистую сталь толщиной 1,63 мм резали со скоростью 12,7 м/мин, то на лазерных установках последних выпусков эту же сталь, но уже толщиной 2 мм, режут со скоростью свыше 20 м/мин.
При лазерной резке на тонколистовом материале не остается окалины, и, если позволяет мощность лазера, практически реальным становится резка плит толщиной 20...25 мм. Кромки реза у листов толщиной 6 мм и меньше остаются гладкими и прямолинейными, а у листов большей толщины кромки имеют некоторые отклонения со скосом примерно 0,5°.
Для резки металлов используются технологические установки на основе твердотельных и газовых СО2-лазеров, работающих как в непрерывном, так и в импульсно-периодическом режимах излучения. Промышленное применение лазерной резки с каждым годом увеличивается, но этот процесс не может полностью заменить традиционные способы разделения металлов, так как стоимость лазерных установок для резки еще достаточно высока (стоимость установки для лазерной резки с двумя столами, оснащенной лазером мощностью 3 кВт с летучей оптикой, составляет 475...525 тыс. дол.). В связи с этим процесс лазерной резки становится эффективным только при условии обоснованного и разумного выбора области применения.
Схема лазерной резки приведена на рис. 3.49, а лазерная головка – на рис. 3.50.
Воздействие лазерного излучения на металлы при резке характеризуется поглощением и отражением излучения, распространением поглощенной энергии по объему материала за счет теплопроводности, а также специфическими для процесса резки особенностями.


| Рис. 3.49. Схема лазерной резки с подачей газовой струи в зону воздействия лазерного луча: 1 – лазер; 2 – зеркало; 3 – заслонка; 4 – линза; 5 – окно; 6 – камера; 7 – изделие; 8 – точка фокуса | Рис. 3.50. Головка для лазерной резки |
С увеличением продолжительности воздействия лазерного луча увеличивается и температура на поверхности. В образующейся ванне расплава происходит конвективное перемешивание жидкого металла, что дополнительно увеличивает скорость проплавления. При высокой плотности потока энергии развивается интенсивное испарение металла, возникают газо- и гидродинамические потоки, способные деформировать поверхность расплава, вызывать выброс жидкого металла и его вскипание. Эти процессы происходят в считанные доли секунды. Очевидно, что при высокой плотности потока образование начального отверстия и последующего реза по мере перемещения луча возможно по механизму выброса и испарения материала, однако практическое использование этого механизма затруднено в связи с достаточно высокими энергозатратами на теплопроводность материала и необходимостью поддержания температуры металла на уровне температуры кипения. Существенно снизить энергозатраты можно, используя для удаления продуктов разрушения металла из канала реза вспомогательный газ, поэтому в настоящее время лазерная резка металла обычно производится с поддувом газа под давлением в зону резки. При подаче вспомогательного газа реализуются следующие эффекты:
- дополнительное выделение теплоты за счет экзотермических реакций, например, горения металла в струе кислорода или воздуха;
- удаление продуктов разрушения путем выдувания жидкого и испаренного металла;
- интенсификация охлаждения боковых поверхностей реза, что уменьшает размер зоны термического влияния;
- защита зоны реза от окисления.
В число газов, используемых при лазерной резке, входят гелий, азот, углекислый газ, кислород (при резке углеродистой стали) или азот (при резке коррозионно-стойкой стали и алюминия).
Газ подается в зону реза через сопло ø 0,8... 1 мм, а расстояние от среза сопла до поверхности заготовки принимается равным диаметру сопла.
Производительность и качество лазерной резки определяются следующими основными факторами:
- плотностью мощности лазерного излучения;
- скоростью резки;
- давлением и составом поддуваемого газа;
- поглощательной способностью поверхности обрабатываемого материала;
- физическими и химическими свойствами разрезаемого материала.
Плотность подводимой в зону обработки мощности зависит, в свою очередь, от мощности лазерного излучения, длины волны, поляризации и условий фокусировки (фокусного расстояния линз, величины и направления расфокусировки).
В силу ряда причин области режимов, обеспечивающих высокое качество кромки реза и высокую эффективность процесса, при лазерной резке металлов зачастую не совпадают. Качество получаемого реза определяют следующие показатели:
- точность;
- шероховатость реза Rz;
- неперпендикулярность;
- клиновидность;
- величина зоны термического влияния;
- количество фата (наплывы на нижней кромке разрезаемого материала).
При резке металлов непрерывным излучением лазера различают стационарный, нестационарный и автогенный характер разрушения материала, определяемый режимами резки и видом обрабатываемого материала.
Нестационарные условия резки возникают в том случае, если она производится при малой плотности излучения или плохой его фокусировке и малом давлении газовой струи, удаляющей материал. При нестационарных условиях разрушение протекает периодически, как удаление из канала реза очередной массы жидкого расплава. Рез при этом получается неровным, со значительным количеством фата.
Стационарный механизм разрушения материала устанавливается при оптимальных условиях резки с постоянным удалением из реза испаренного и расплавленного металла. Разрушение материала происходит в непрерывном режиме, а температурное поле вокруг движущегося лазерного источника постоянно.
Сильный нагрев материала в условиях, когда в качестве рабочего газа используется кислород или воздух, может привести к условиям неуправляемой автогенной резки, когда металл начинает гореть по всей поверхности контакта с газовой струей вследствие экзотермической реакции окисления. Рез в этом случае получается широким, а боковые стенки становятся неровными и сильно окисленными.
В настоящее время наблюдается увеличение спроса на лазерную резку трехмерных конструкций из листовых материалов, в особенности на обработку труб и профилей. Лазеры довольно широко применяют для резки деталей, полученных методом внутреннего пластического формообразования при высоком давлении. Подобные детали обрабатывают на многокоординатных станках лазерной резки (рис. 3.51).

Рис. 3.51. Многокоординатный станок для лазерной
резки и прошивки отверстий
С появлением на рынке мощных волоконных лазеров, имеющих высокий электрооптический КПД, существенно меньшие габариты, возможность подачи излучения по оптоволокну без потери мощности на десятки метров, повышенный ресурс работы и др. открылись новые возможности их применения в различных областях: термической обработки материалов, прошивке отверстий, резке, сварке, упрочнении и др.
На стр. 246, 247 показаны современные лазерные станки фирмы KNUTH (Германия), их параметры и технологические возможности.


3.8.2. Струйно-абразивная резка. Струйная резка производится струей чистой воды или струей воды с абразивом (струйно-абразивная резка) и является на сегодняшний день одной из наиболее эффективных, гибких, экологически чистых и энергосберегающих технологий резки и раскроя листового материала.
Одними из первых преимуществами гидроабразивной резки поняли аэрокосмические гиганты Boeing Northrop Grummanu, раз и навсегда решив для себя проблему быстрой, недорогой и высокоточной холодной обработки деталей из меди, бронзы, алюминия, нержавейки, титана, жаропрочной керамики и композитов. Вслед за ними «на воду» перешли производители авиадвигателей GE, Pratt&Whitney и Roll Royce
В некоторых случаях новая технология оказалась просто безальтернативной. Например, при сверлении отверстий в капризном металлорганическом сэндвиче стальные сверла со сверхтвердым покрытием идут на переплавку уже после 20 сквозных проходов этого вязкого материала. А водой или, в крайнем случае, водой с абразивом, отверстия можно вырезать круглосуточно до тех пор, пока не износиться дюза режущей головки. Неплохая экономия, если учесть, что отверстий – десятки тысяч!
В последнее время в мире наблюдается возрастающий интерес к этим технологиям и спрос на оборудования для их реализации. При струйной резке выполняются операции по вырезке заготовок из листовых материалов, прорезке пазов и окон, прошивке отверстий, зачистке и полировке наружных и внутренних поверхностей, в том
числе и в труднодоступных местах изделий сложного профиля, маркировке и гравированию. Струйно-абразивная резка используется во многих отраслях промышленности, включая аэрокосмический комплекс, в том числе для создания прецизионных деталей из труднообрабатываемых материалов.
Водоструйная резка (рис. 3.52) используется для контурной резки кожи, резины, тонких листов пластиков, бумаги, картона, тканей и других материалов. Водной струей можно резать практически любой из этих материалов толщиной до 30 мм, однако наибольший эффект достигается при толщинах 2... 6 мм. В этом случае водяная струя успешно конкурирует с лазерным лучом. Особенно отчетливо ее преимущества проявляются при резке композитов на эпоксидной основе, графитовых материалов, композитов, усиленных волокнами разных типов.
В водоструйных установках насосом высокого давления создается давление воды ~ 400 МПа, которое преобразуется в кинетическую энергию струи, вытекающей из сапфирового сопла с диаметром проходного сечения от 0,08 до 0,5 мм со скоростью ~ 900 м/с (в 3 раза выше скорости распространения звука в воздухе). Струя приближается к идеальному точечному инструменту, что дает возможность обрабатывать изделия сложного профиля с любым радиусом закругления (до радиуса струи).

Рис. 3.52. Водоструйная резка материалов
Ширина реза составляет 0,1...0,8 мм, что позволяет снизить отходы материалов по сравнению с традиционными способами в 15...20 раз. Рез можно начинать в любой точке, поскольку нет необходимости в начальном отверстии. Силы резания не превышают 100 Н, что исключает деформацию материала в прилегающей к зоне резания области.
Низкие температуры резания (60...90 °С) не вызывают термодеструкцию при обработке полимерных материалов. Струя жидкости не оказывает каких-либо отрицательных воздействий на физико-механические свойства обрабатываемого материала.
Кинетической энергии струи чистой воды недостаточно для резания твердых высокопрочных материалов, поэтому для обработки металлов и керамик применяют водно-абразивную смесь.
Струйно-абразивная резка успешно применяется для обработки металлических материалов (титан, жаропрочные сплавы), стекла, композиционных материалов, графита, керамики, с целью получения в них отверстий и окон сложной формы.
При струйно-абразивной резке разрушение материала производится в результате комбинированного воздействия водной струи и движущихся со сверхзвуковой скоростью абразивных частиц, что дает возможность обрабатывать самые различные материалы.
Вода под давлением выходит из сапфирового сопла со скоростью 600...900 м/с. В водяную струю потоком воздуха производится дозированная подача абразива. В качестве абразивных частиц используются природные и искусственные материалы с твердостью по Моосу от 6,5 до 7,5: окись алюминия (электрокорунд), карбид бора, карбид кремния или песок. Конструкция типовой головки для гидроабразивной резки приведена на рис. 3.53. Струя воды, абразива и воздуха, режущая материал, выходит из металлокерамической смесительной трубки со скоростью порядка 300 м/с. Ширина реза составляет 0,7...1 мм. Срок службы смесительной трубки (сопла), являющейся наиболее подверженным износу элементом головки, ранее составлял 3...4 ч, однако в процессе совершенствования технологического оборудования и конструкций головок был увеличен до 50...100 ч.
Основными параметрами процесса струйно-абразивной резки, определяющими ее эффективность, являются:
- скорость перемещения головки в направлении реза;
- вид, толщина и свойства обрабатываемого материала;
- тип и размер частиц абразивного материала;
- диаметры отверстий в сапфире и смесительной трубке;
- скорость потока абразивных частиц и их концентрация в водно-абразивной режущей смеси.
Процесс разрушения (эрозии) материала при воздействии твердых частиц весьма сложен и зависит от формы, массы и твердости абразивных частиц, пластических и прочностных свойств обрабатываемого материала, условий контактного взаимодействия, в частности угла, под которым частицы бомбардируют поверхность, параметров абразивной струи (диаметра, концентрации частиц в режущей струе и скорости).
| Вода под высоким давлением |
| Смешивающая трубка |
| Подача абразива |
| Сапфировое сопло |

Рис. 3.53. Конструкция и внешний вид головки для струйно-абразивной резки
На рис. 3.54 приведены характерные зависимости скорости эрозии материала от угла наклона струи к обрабатываемой поверхности, а на рис. 3.55 – экспериментальные результаты по влиянию скорости струи на относительную эрозию различных материалов.
Основные преимущества обработки водно-абразивной струей:
- широкий диапазон обрабатываемых материалов. Этим способом разрезаются листы различной толщины из металлов, пластиков, стекла и керамик;
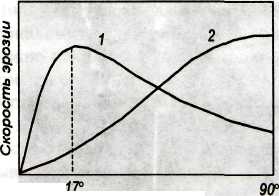
 Рис. 3.54. Схема зависимости скорости эрозии от угла падения частиц:
Рис. 3.54. Схема зависимости скорости эрозии от угла падения частиц:
1 – пластичный материал; 2 – хрупкий материал
Рис. 3.55. Влияние скорости струи на относительную эрозию различных материалов: 1 - стекловолокно; 2 - полипропилен; 3 -алюминиевый сплав;
4 -титановый сплав; 5 -сталь; 6 -никелевый сплав. Наклон прямых а = 2,3
- высокое качество обработки. Резы, получаемые водно-абразивной струей, имеют гладкую, атласную поверхность или вид отпескоструенной поверхности с шероховатостью Ra = 3,2...6,3 мкм. Точность обработки до ± 0,025 мм;
- отсутствует нагрев материала в процессе обработки (при обработке материал сохраняет комнатную температуру). Струйно-абразивная резка металлов и сплавов не изменяет структуру материала, что характерно для методов термической резки. Водно-абразивной струей могут эффективно обрабатываться как твердые материалы, так и материалы с низкой температурой плавления;
- экологическая чистота процесса. Не образуется вредных веществ. Уровень шума колеблется в пределах от 85 до 95 дБ;
- нет необходимости в использовании специального инструмента и его смене (различные операции, такие, как прошивка отверстий, резка, вырезка окон, образование пазов и щелей и др., выполняются одним инструментом – головкой для струйно-абразивной обработки);
- минимальные заусенцы. Обычно деталям не требуется операция снятия заусенцев;
- способность воспроизводить сложные контуры. Можно обрабатывать очень сложные формы или скосы под любым углом в дополнение к трехмерному профилированию;
- легкость автоматизации. Могут использоваться компьютерные системы управления процессом обработки, оптические следящие устройства и полномасштабные шестикоординатные роботы.
Недостатки струйно-абразивной резки:
- сравнительно малый срок службы смесительных трубок и сапфировых сопел;
- сложность и малый ресурс систем высокого давления (ремонт и текущее обслуживание производятся через каждые 300... 500 ч);
- сложность управления резкой вследствие «заноса» абразивной струи.
Современные установки для струйной резки оснащены устройствами ЧПУ, имеющими три, четыре и пять управляемых координат, что позволяет осуществлять вырезку и прошивку отверстий в сложных пространственных оболочках с обеспечением требуемых форм кромок. Рабочие столы установок могут иметь значительные размеры, например 3 х 12 м. Установки могут работать как одной режущей головкой, так и несколькими (параллельно 2.... 4 штуки). Сравнительно тонкие листы режут пакетом. Для вырезки отверстий и окон в деталях типа оболочек используют 4-, 5-координатные станки.
Одной из важных особенностей струйно-абразивной резки является зависимость требуемой скорости перемещения режущей струи от геометрии траектории и толщины материала. С увеличением скорости качество резки и точность снижаются, с уменьшением – падает производительность. Причиной является отклонение струи при резании от прямолинейности (занос струи ∆, рис. 3.56). При высоких скоростях водно-абразивная струя прорезает в

|
Рис. 3.56. Отклонение струи от прямолинейности
при перемещении режущей головки с большой скоростью
материале паз криволинейной формы, что обусловлено спецификой взаимодействия струи с материалом. Если головка перемещается очень быстро и не по прямой, рез получается неровным. Для устранения этого явления линейная скорость перемещения режущей головки должна согласовываться с изменением траектории, причем резкое изменение скорости может привести к ухудшению качества реза. Это усложняет подготовку управляющих программ для ЧПУ. На современных установках для струйно-абразивной резки используются специализированные системы ЧПУ, выполняющие расчет скорости резки в зависимости от кривизны траектории и учитывающие изменения направления движения на угловых участках.
Таблица 3.3
| Толщина материала, мм | Скорость резания,м/мин | |||||
| Стекло | Алюминий | Титан | Нерж.ст. | Латунь | Керамика | |
| 5,8 | 2,15 | 1,08 | 0,72 | 2,25 | - | |
| 2,55 | 1,02 | 0,475 | 0,325 | 1,1 | 4,8 | |
| 1,12 | 0,45 | 0,21 | 0,145 | - | ||
| 0,38 | 0,155 | 0,07 | 0,045 | - |
В табл. 3.3 приведены данные о производительности струйно-абразивной резки ряда материалов.
Мировыми лидерами в создании и применении технологий водной резки являются фирмы IngersoU Rand, BELOTTI, ОМАХ JetMachining®, Huffman Corporation и др.
Одной из новых разработок является создание технологии и оборудования (abrasive waterjet drilling (AWD)) для обработки отверстий малого диаметра в материале толщиной до 250 мм. Диаметр получаемого отверстия зависит от его глубины. Например, отверстия, получаемые по технологии AWD в материале толщиной 25 мм, имеют минимальный диаметр 0,5 мм. Минимальный размер отверстий, выполненных водно-абразивным методом, – 0,4 с точностью ±0,03 мм. В начале сверления отверстий давление в системе составляет порядка 30 % от рабочего. На определенной глубине отверстия давление увеличивается до 100 %. Изменяя давление в процессе прошивки отверстия, можно изменять его форму, добиваясь прямой и обратной конусности, бочкообразности или корсетности, а также обеспечивать минимальные отклонения от цилиндричности. Станки для AWD оснащаются акустическими датчиками, фиксирующими момент окончания прошивки отверстия.
На рис. 3.57 в качестве примера технологических возможностей струйно-абразивной обработки показана деталь титанового сплава, а на рис. 3.58 показана часть кольцевой детали газотурбинного двигателя с пазами (для лопаток), полученных струйно-абразивной резкой.

Рис. 3.57. Деталь из титанового сплава, полученная
струйно-абразивной вырезкой
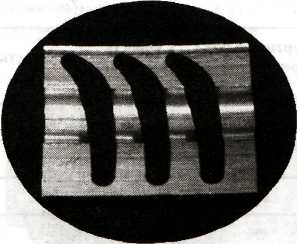
Рис. 3.58. Элемент кольцевой детали с пазами, вырезанными
струйно-абразивной резкой. Точность обработки профиля пазов ±0,025 мм
Цены на новый режущий станок в сборе варьируется от $30000 до 300000. На стр. 258÷260 приведены станки фирмы KNUTH (Германия) для гидроабразивной резки, их параметры и технологические возможности.
В 1974 году химик компании Chevron Гленн Хауэллз разработал на основе смеси мономерного полиакриамида и акриловых кислот полимерную суспензию SuperWater, обладающую сильными гидрофильными свойствами. Каждая микромолекула этого вещества способна «приклеить» к себе несколько десятков тысяч молекул воды. Сначала SuperWater использовали для уплотнения струи водяных пушек-очистителей. Утверждалось, что добавление мизерного количества «суперводы» в воду или гидроабразивную суспензию позволяет резко увеличить фокусировку луча, причем луч сохранял плотность на больших расстояниях.
Для демонстрации возможностей SuperWater Хауэллз срезал «заряженным» водяным лучом кору с дерева на расстоянии 15 м, как бритвой. Согласно экспериментально подтвержденным данным, добавка Super Water позволяет поднять скорость резания на 30–200%, снижая при этом ширину пропила на 15–30% и полностью исключая конусность кромки. Кроме того, суспензия является прекрасным лубрикантом и резко снижает износ миксера.



3.8.3. Плазменная резка. Резка производится высокоскоростной плазменной струей. В качестве плазмообразующего газа может использоваться воздух, аргон, азот, кислород и др. Конструкция плазменной головки приведена на рис. 3.59, а фотография процесса резки – на рис. 3.60. Для защиты от окисления по периметру реза подается газ. В современных плазмотронах дуговой разряд и инициирование плазменной струи производится кратковременной подачей напряжения на сопло головки. В дальнейшем плазменная струя поддерживается дуговым разрядом между катодом и деталью. Обработка производится при величине тока ~55...150 А и напряжении до 120 В со скоростью 0,7...8 м/мин в зависимости от толщины заготовки (1,5...10 мм).
| Плазмообразующий газ |
| Защитный газ |
| Заготовка |
| Катод |
| Плазма |

Рис. 3.59. Схема плазменной резки

Рис. 3.60. Процесс плазменной резки
В свое время установки для плазменно-дуговой резки имели определенные технологические ограничения по минимальной толщине разрезаемого материала и точности резки. В современных установках можно осуществлять резку с получением скосов. Повышена сила тока, на которую рассчитаны источники питания, и скорость подъема/опускания плазменных резаков. В последние годы установки стали оснащать сервоприводами переменного тока, что позволило повысить точность и повторяемость резки до уровня установок для лазерной резки, хотя в отношении точности позиционирования плазменные установки все еще отстают. Скорости быстрых перемещений достигают в них в настоящее время 7,5 м/мин. Благодаря увеличению быстродействия систем управления увеличилось ускорение - замедление плазменных резаков, что, в свою очередь, благоприятно повлияло на качество получаемых при резке кромок. Производители горелок и источников питания для прецизионных плазменных установок предлагают в настоящее время оборудование, рассчитанное на ток 100 и 120 А и позволяющее разрезать листы из низкоуглеродистой стали толщиной свыше 19 мм со скоростью 1,12 м/мин. Установки оснащают усовершенствованными системами газового контроля, связанными с ЧПУ, что практически сводит наладки к нулю и исключает возможные ошибки при настройке параметров газового потока (см. стр. 264)
Плазменная резка имеет более низкую точность (0,25 мм) и повторяемость (0,175 мм), чем лазерная, а также более низкое качество реза, что обусловлено спецификой процессов, протекающих в зоне резки. Усовершенствования применительно к плазменной резке состоят в увеличении срока службы элементов плазменных головок и обеспечении стабильности их работы, а следовательно, и качества реза.

