




Жұмыс процесі кезінде машина бөлшектері ең көп күшсалмақты өздерінің беттік қабаттарымен қабылдайтыны белгілі. Бөлшектердің шыдам мерзіміне әсер ететін қажалу құбылысы бөлшектердің беттестірілген жерлерінен басталады. Күшсалмақ бөлшектің жұмыс бетінің жоғарғы қабаттарында созуға, сығуға, бұрауға, июге ішкі кернеу тудырады. Бұлар жекелей немесе бірге әсер етіп пайдалану кезінде шаршау сипатындағы сынуларға әкеледі.
Кернеудің ең көп шоғырғануы металдың жоғарғы қабаттарында болатындықтан бөлшектің шаршауға берікті осы қабаттардың күйіне және механикалық қасиеттеріне тәуелді. Бөлшектің беттік қабаттарының физика-химиялық қасиеттері мен микрогеометриясы оның тозуға, коррозияға төзімділігін және шаршауға беріктігін анықтайтыны белгілі болған. Осыған байланысты машина бөлшектерін беттік беріктендірудің әртүрлі әдістері кең тарау алды.
Беріктендіру деп материалдың немесе дайындаманың бұзылу мен қалдық деформацияға қарсылығын арттыруды айтады. Беріктендіру әдістерін машинаның жаңа бөлшектерін жасауда да, және оларды жөндеуде де қолданады.
Таза өңдеуден және беріктендіргеннен кейін бөлшектердің беттік қабаттарының қасиеттері металдың тереңдегі қабаттарынан маңызды ерекшеленетіні белгілі. Беріктендірудің арқасында қымбат қоспаланған болаттың орнына арзан көміртектілерін қолдануға болады.
Қосылған бөлшектердің үйкелісетін беттерінің оңтайлы микрорельефін жасайтын таза және өте таза механикалық өңдеу түрлері: қайрау, фрезерлеу, жону, тегістеу, созғылау, хоншигтеу (егеу), үйкелеу, жалтырату және т.б. кең тараған.
Мысалы, тегістеу мен жалтыратуда беттегі кедір-бұзылардың тегістелуінен бөлшектің шаршауға беріктігі артады. Бірақ бұлар айтарлықтай динамикалық және айнымалы таңбалы күшсалмақпен жұмыс істейтін бөлшектер үшін жарамсыз. Бұндай өңдеулер технологиялық кернеу шоғырланған беттер - бұранда, шығынқы беттер үшін де жеткіліксіз. Бұндай бөлшектердің беттері қосымша беріктендіру өңдеуінің тиімді әдістерімен: жылулық, химия-жылулық, электр-ұшқындық, пластикалық деформция және тозуға төзімді материалдар жабумен іске асырылады.
Беріктендіру өңдеуінің атқаратын қызметі машинаның жұмыс істеу шарты мен оның технологиялық ерекшеліктеріне (материалына, сыртқы түріне, габариттеріне және т.б.) тәуелді.
Тек беріктендіру әдістерінің әрбірінің мүмкіндіктерін, техника-экономикалық тиімділіктерді және ілгеріде айтылған факторларды ескеріп әрбір нақты жағдайда оңтайлы шешім табылдауға болады.
Беріктендіруші жылулық өңдеу. Беттік шынықтыру – болаттан және шойыннан жасалған бөлшектерді беріктендіруші жылулық өңдеудің түрлерінің бірі. Беттік қабат жоғарғы жылдамдылықта фазалық өзгеру температурасынан жоғары температураға дейін қыздырылады, сонан соң тез суытылады, сонда мартенситтік құрылым алынады. Шынықтыру бөлшектің беріктігі мен тозуға төзімділігін маңызды арттырады. Көміртекті болаттың қаттылығын әдеттегідей шынықтырумен және жасытумен 1,5-2 есе арттыруға, ал қоспаланған болаттың қаттылығын 2-3 есе арттыруға болады.
Беттік шынықтырудың үш тәсілі бар: газоттекті жалынмен қыздыра (жалындық шынықтыру), жоғары жиіліктегі токпен қыздыра, электролитте қыздыра.
Ең ескі және қарапайым түрі – жалындық беттік шынықтыру (ЖБШ). ЖБШ кезінде қыздыруға ацетилен-оттекті жалын, табиғи газ, керосин булары және басқа газдар жандырғыштарымен іске асырылады, суытуға су немесе эмульссия пайдаланылады.
Әдетте 3 негізгі әдіс қолданылады.
1) беріктендірілетін бүкіл бетті бір уақытта қыздыру және шынықтыру;
2) жандырғышты немесе беріктендірілетін бөлшекті қозғалту кезінде үздіксіз-тізбекті қыздыру және шынықтыру.
3) беріктендірілетін беттердің жекелеген телімдерін (учаскелерін) қыздыру мен шынықтыру іске асырылатын тізбекті қыздыру.
Өндірісте көп тармаған электролитте беттік шынықтырудың мағынасы электролитке малынған бөлшекті (катодты) жоғары кернеулі тұрақты токпен қыздыру болып табылады. Анодтан (қоғасын тілікшеден) оттегі, ал катодтан (бөлшектен) – сутегі бөлінеді. Сутегі бөлшекті қыздыратын электр тоғының өтуіне кедергі жасайтын қабықша жасайды. Шынықтыру үшін бөлшекті арнайы ваннаға салады немесе токты сөндіріп электролит ағынында суытады.
Электролит ретінде Na2CO, Na2SO4, Ca(NO3)2 KON және басқа тұздардың 5-10% судағы ерітіндісі қолданылады. Қыздыру 20 – 600С шамасында электролиттің тұрақты температурасында жүргізіледі. Қыздыру жылдамдығы электролиттің құрамын, кернеуді (220 – 300В) және ток тығыздығын (3 -7 А/см2) өзгертумен, сондай-ақ қыздырылатын бөлшекті электролитте қозғалтумен іске асырылады.
Беріктендіруші химия-жылулық өңдеу. Беттерді химиялық-жылулық өңдеу – бөлшектің беттерінің қаттылығын, шаршауға беріктігін, тозуға төзімділігін, ыстыққа төзімділігін, жегіге төзімділігін арттыру үшін беттік қабаттарын қажеті физика-химиялық қасиеттерді қамтамасыз ететін белсенді элементтермен диффузиялық процесте қанықтыру. Бұған цементтеу, азоттау, нитроцементтеу, борлау, диффузиялық хромдау, мырыштау, сульфаттау жатады.
Цементтеу – 900÷9400С жоғары температураға дейін қыздырылған болат бөлшектердің беттік қабаттарын көміртектендіру процесі. Осындай температурада бұл процестің жүру жылдамдығы ең жоғары. Көміртектендіруші ортаның (карбюризатордың) күйіне тәуелді цементтеуді қатты карбюризаторда,сұйық және газ ортасында цементтеулерге бөледі.
Қатты көміртектендіруші орта ретінде ағаш-көмір карбюризаторлары, сұйық орта ретінде ерітілген тұздарды (75÷80% Na2CO3, 10÷15% NaCl және 8÷12% SiC), ал газ ортасы ретінде құрамында метаны CH4 бар газдар, көмірсутек газдар C6H6, C3H8, C4H10 және басқалар пайдаланылады.
Қатты карбюризаторда цементтеуді 900÷9400С кезінде 0,08÷0,1 мм/сағ жылдамдықпен орындайды. Қатты карбюризаторда цементтеудің кемшілігі – процестің ұзақтығы.
Сұйық карбюризаторда цементтеу 840÷8600С температурада және 0,2÷0,4 мм/сағ диффузиялау орташа жылдамдығымен орындалады. Сұйық карбюризаторда цементтеудің артықшылығы – қыздырудың біртектілігі, бөлшектің деформациялануын азайтуға мүмкіндік беретін қыздыру температурасының төмендігі, сондай-ақ цементтелген қабаттың түйіршіктерінің майдалығы болып табылады.
Газда цементтеу 10000С жақын температурада 0,8÷1,2 мм/сағ жылдамдықпен орындалады. Кейбір жағдайларда ЖЖТ (ТВЧ) индукциялық қыздыруды пайдаланғанда операцияның ұзақтығы 1сағатқа дейін қысқарады.
Азоттау – болат және шойын бөлшектердің беттік қабаттары азотпен қанықтырылатын химия-жылулық өңдеу процестерінің бірі. Бұл онын қаттылығын, тозуға төзімділігін, шаршауға беріктігін, жегіге шыдамдылығын арттырады. Бұл процесс бөлшектерді аммиакта қыздырумен іске асырылады. Әдетте хроммен, молибденмен және вольфраммен қоспаланған болаттарды азоттайды. Өйткені, бұл элементтердің азотпен қосылыстарының қаттылығы мен тозуға төзімділігі өте жоғары.Азоттауда алдымен шынықтыру орындалады. Сонан соң 480÷6500С температурада 2÷3 тәулік бойына муфельдік пеште азоттайды. Азотталған бөлшектердің уақыт қоры шұғыл артады.
Нитроцементтеу – болаттың беттік қабаттары бір мезгілде азотпен және көміртекпен қанықтырылады. Бұл олардың қаттылығы мен беріктігін арттырады. Нитроцементтеуді қатты, сұйық және газ ортасында жүргізеді. Бұл процесс төменгі (540÷5600С) және жоғарғы (800÷8300С) температураларда іске асырылады. Көбіне нитроцементтеу сұйық және газ ортасында жүргізіледі
Борлау - болат бөлшектердің беттік қабаттарын қаттылығы мен тозуға төзімділігін арттыратын бормен қанықтыру. Борлау қатты және сұйық орталарда іске асырылады. Бірінші жағдайда ферробор ұлтағы немесе аморфтық бор пайдаланылады. Бөлшек 950÷10500С қыздырылып, бұл температурада 4÷20 сағат ұсталады.
Екінші жағдайда электролиздік емес борлауда хлорлы тұздар ерітілген ваннаға ферробор немесе бор карбидін салып, оған бөлшекті орналастырып 950÷10000С ұстайды. Электролиздік әдісте ерітілген бурада электролиздеумен борлау іске асырылады. Бұл кезде бұйым катод ретінде, ал графит немесе көмір сырық анод ретінде қызмет етеді.
Диффузиялық хромдау - 10000С дейін қыздырылған беттік қабатты хроммен қанықтыру. Бұл бөлшектің ұаттылығы мен жегіге төзімділігін шұғыл арттырады.
Диффузиялық хромдау мен борлау абразивтік қажалу жағдайында жұмыс сістейтін бөлшектердің өмір ұзақтығын 8÷10 есе арттырады.
Мырыштау – ерітілген мырышқа батырылған немесе мырыш ұнтағына орналастырылған тұз қышқылымен өңделген бөлшектердің беттерін мырышпен қанықтыру процесі. Нәтижесінде бөлшектердің беттері жегіге және үйкеліске төзімді қасиеттерге ие болады. Бұл процесс мұнай кәсіпшілігінде кеңінен қолданылады.
Сульфаттау - болат және шойын бөлшектердің беттерін күкіртпен жылу-диффузиялық қанықтыру. Бұл кезде тозуға төзімді қасиеттерге ие күкіртті темір қабаты қалыптасады. Оның үйкеліс коэффициенті кемиді, демек тозуға төзімділігі артады. Бұл процесс күкіртті тұз ерітілген ваннада немесе газ ортасында іске асырылады. Бұл процесті мұнай-газ кәсіпшілігінде де қолдануға болады. Өйткені, бұл тәсілде келтіру процесі жеңілдейді.
|
|
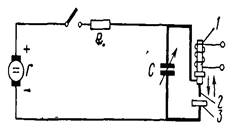
электрод арасындағы электр зарядындының жылулық және химиялық әсері кезінде ауа немесе газ ортасында жүргізіледі. Электр–ұшқындық разрядтың қысқа уақыты ішінде (10-5–10-8 с) электродтар арқылы конденсаторда жиналған қуатты ток импульсі (106 А/мм2 дейінгі) өтеді. Электродтар арасындағы саңылаудағы температура 110000С дейін көтеріледі. Бұндай температура кезінде азот және электродтың құрамындағы қоспаланушы элементтер бөлшектің бетін қоспалайды, оның физика – химиялық қасиеттері жоғарылайды.
Бұл әдістің кемшіліктері – қалыңдығы едәуір беріктендірілген қабатты алудың мүмкін еместігі, созушы кернеудің пайда болуы себебінен шаршауға төзімділіктің 10-20% төмендеуі және беттің кедір–бұдырлығының өсуі.
Әдебиеттер: 2 нег. [47-60], 3 нег. [177-190], 5 нег. [250-293].
Бақылау сұрақтары:
1. Бөлшектерді беттік беріктендіру дегеніміз не?
2. Бөлшектерді беттік жылулық өңдеудің түрлері қандай?
3. Бөлшектерді беттік химиялық-жылулық өңдеудің түрлері қандай?
4. Бөлшектерді беттік беріктендіруші электр-ұшқындық өңдеудің мағынасы не?

