




Беттік пластикалық деформациямен (БПД) беріктендіруші өңдеуді негізінен бөлшектердің шаршауға беріктігін арттыруға қолданады. Беріктендіруге бөлшектің беттік қабаттарында ішкі сығымдау кернеуін жасау және кристалдың құрылымын майдалау есебінен кернеу шоғырландырғыштардың зиянды әсерін төмендетумен қол жеткізіледі.
Циклдік таңбасы айнымалы күшсалмақ шартында және коррозиялық ортада жұмыс істейтін бөлшектерді беттік қақтамалап беріктендірген ерекше тиімді.
Беттік қақтамалау (БҚ) материалдың құрылымын толық рекристализацияға жеткізбей беттік пластикалық деформациялау болып табылады. Пластикалық деформация түйіршіктерді майдалап, олардың өлшемдерінің кішіреюіне әкеледі және текстура жасайды.
Қақтамалау кезінде металл түйіршіктерінің жылжуы жылжу сызығына жақын, кристалдық торлардың көлемдерінің серпімді бұрмалануы, түйіршіктердің тұрқы мен өлшемдерінің өзгеруі болады. Қақтамалау нәтижесінде металдың механикалық қасиеттері өзгереді: деформацияға қарсыласуының барлық сипаттамалары өседі, пластикалығы төмендейді және қаттылығы арттады, металдың беткі қабаттарының беріктігі артады, қалдық кернеулердің бөлшектің қимасында қолайлы таралуы пайда болады. Қақтамалаудан кейін беттік қабатта қалдық сығымдаушы кернеудің шамасы 100 кгс/мм2 астам болатыны анықталған. Қалдық сығымдаушы кернеу пайдалану кезінде сыртқы күшсалмақтардан болатын созушы кернеумен қосылып, оның шамасын азайтады, демек, қалдық сығымдаушы кернеу жоқ кезбен салыстырғанда беттік қабатқа түсетін күшсалмақ азаяды. Бұл қалдық сығымдаушы кернеудің пайдалы әсері болып табылады.
БПД–ның екі әдісі белгілі – статикалық және соққылық деформациялау.
Статикалық БПД–ге беттік домалату және жаю, кернеулік беттік қақтамалау, тесіктерді шарикпен және құралбілікпен калибрлеу жатады. Домалата таптауда құрал ретінде әртүрлі шариктер мен роликтер пайдаланылады. (13.1 – сурет).
|
|
маңызды, сондай–ақ беріктендірілген қабаттағы қалдық сығымдаушы кернеудің шамасы үлкен. Бұл кезде беттің кедір-бұдырлылығы өседі.
Беріктендіруші–тегістеуші домалатуда беттік қабаттың беріктенуі мен қатар беттің кедір–бұдырлығы 2 – 3 сыныпқа кемиді (тазалығын 11 сыныпқа дейін жеткізуге болады). Беріктендірудің нәтижесі домалату режимдерінің (қысым, беріліс, жылдамдық, өту саны) дұрыс таңдалуына және ролик геометриясына тәуелді. Қысым өскен сайын қақтамаланған қабат қалыңдығы өседі, қалдық қысым белгілі бір мәнге дейін өседі де, сонан соң қақтамалау қабаты өте үлкен болғанда төмендейді. Аз қысыммен домалатуда қалдық кернеудің жоғарғы мәндеріне жұмыс пішінінің қисықтық радиусы кішкентай роликтерді пайдаланумен жетуге болады.
Жаю болаттан, шойыннан және түсті металдардан жасалған бөлшектердің ойық беттерін беріктендіруші өңдеу үшін қолданылады. Тесіктерді жаю үшін қатты (реттелетін және реттелмейтін) және серпімді жайғыштар қолданылады.
Кернеулік беттік қақтамалаудың мағынасы бағыты пайдалану кернеуімен бағыттас статикалық кернеумен бөлшекті беттік пластикалық деформациялау болып табылады. Бұндай қақтамалау болат бөлшектердің салыстырмалы ұзындығын қысқартып, беттік қабаттарының қаттылығын, беріктік және ағымдау шегін арттырады. Бұл әдіс рессорларды беріктендіруде кеңінен қолданылады.
Тесіктерді шарикпен немесе құралбілікпен калибрлеу (статикалық беріктендіру) үшін тесіктерден қысыла өтетін беттері тегіс құралбілік немесе шарик пайдаланылады. Нәтижесінде тесіктердің беттік микроқаттылығы, оның тегістігі және өңдеу дәлдігі артады. Тесіктерді калибрлеу кезінде шойындарға керосинді, ал болат пен қолаға машина майын пайдаланады.
Соққылық БПД іске асыру тәсілдері мыналар: бытырамен өңдеу, гидроабразивтік өңдеу, центрден тепкіштік өңдеу, бедер салу, дірілдеуші роликпен өңдеу.
Бытырамен өңдеудің негізінде бытыра ағынның кинетикалық энергиясының әрекетімен материалды беттік пластикалық деформациялау жатыр. Бытырамен өңдеуден алынатын әсер негізінен қақатамаланатын қабаттың тереңдігіне тәуелді және бытыраның кинетикалық энергиясы мен қақтамалау ұзақтығымен анықталады. Қақтамалау ұзақтығы тәжірибе жолымен белгіленеді және бірнеше секундтан бірнеше минутқа дейін созылады. Қақтамаланған қабат қалыңдығы бытыраның диаметрі мен ұшу жылдамдығынан тікелей тәуелділікте, ал материалдың қаттылығына кері тәуелділікте.
Бытырамен өңдеу материалдың беттік қабаттарының қаттылығын, циклдік күшсалмақпен жұмыс істейтін бөлшектердің төзімділік шегін және коррозия–шарушылық беріктігін арттырады. Бытырамен кез–келген пішіндегі қара да, түсті де металдардан жасалған бөлшектер өңделуі мүмкін және де болат бөлшектерге шойын немесе болат бытыра, ал түсті металдардан жасалған бөлшектерге алюминий немесе шыныдан жасалған бытыра қолданылады.
Бытырамен өңдеу бытыраға кинетикалық энергия беру тәсілі бойынша бөлінеді. Жөндеу-механикалық заводтарда бытырамен өңдеу арнайы механикалық немесе пневматикалық қондырғыларда орындалады. Ең үнемді және процесс тұрақтылығын қамтамасыз етуші ретінде механикалық-роторлық бытыра лақтырғыштар кең таралған.
Гидроабразивтік өңдеу процесінің мағынасы – құрамында әртүрлі түйіршікті абразивтік материал бар сұйық ағыны 50-70 м/с жылдамдықпен өңделетін бетке лақтырады. Бұл кезде абразивті түйіршік бетке соғылып металдың жоғарғы қабатын сыдырады, сонымен қатар оның астындағы жұқа беттік қабат пластикалық деформацияланады. Жұмысшы қоспа судан, электркорундтан, натрий нитридінен және кальций қосылған содадан тұрады.
Гидроабразивтік өңдеу нәтижесінде ақаулы жоғарғы қабат 0,1 мм тереңдікке дейін сыдырылады, 0,2 мм тереңдікке дейін қақтамаланады, жұқа беттік қабаттағы сығымдау кернеуінің шамасы 150 кгс/мм2 жетеді, беттің микрогеометриясы 8-11 сынып тегістігіне сәйкес келеді.
Кернеу шоғырланғыштары бар бөлшектердің төзімділік шегі гидроабразивтік өңдеуден кейін жалтыратумен салыстырғанда 15% артады, сырғанау үйкелісі тозуға төзімділігі 25-30% өседі. Гидроабразивтік өңдеуді серіппелер мен тісті доңғалақтарды, сондай-ақ беттерді гальваникалық және полимерлік жабуға дайындау үшін қолданады.
Ортадан тепкіш өңдеу кезінде айналып тұрған құрсаудың шет жиектерінде орналасқан шариктердің немесе роликтердің кинетикалық энергиясы пайдаланылады. Шариктер құрсаудың арнаулы ұяларында еркін қозғалуы мүмкін. Құрсау айналған кезде шариктер центрден тепкіш күш әсеріне ұяларынан азғантай ғана шығады, бұл кезде олар беріктендірілетін бетті бірнеше қайтара соққылайды. Айналу жылдамдығы және бойлық беріліс тұрақтылығы бөлшектің бірқалыпты қақтамалануын қамтамасыз етеді. Нәтижесінде беттік қабаттың қаттылығы маңызды өседі (80% дейін), беттік қабаттағы қалдық сығымдау кернеуінің шамасы 80 кгс/мм2 жетеді, беттің тегістігі жақсарады және бөлшектердің шыдам мерзімі 3–10 есе артады. Қақтамалау тереңдігі, сондай-ақ қалдық кернеудің шамасы беріктендіргіш пен бөлшектің өзара қозғалыс жылдамдығы өсуімен, өңделетін беттің бастапқы тегістігі – шариктің диаметрі және оның құрсаудан шығу шамасы артқан сайын үлкейеді. Беріктендіру кезінде әрбір 5–10 мин кейін өңделетін бетті ұршық майымен, вазелинмен немесе өндірістік майдың керосинмен 50% қоспасымен майлап тұру керек. Білік 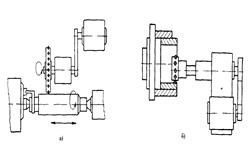
|
ортадан тепкіш өңдеу.
сатылық біліктердің көтергіштік қасиетін 1,5 есе жоғарылатады.
Ірі габаритті бөлшектерге және бөлшектегі қол жетуі қиын жерлерге бедер салу үшін пневматикалық балғаларды қолданады. Бірақ бұндай қақтамалауды бақылау қиын. Станоктық бедер салу қақтамалаудың жетілдірілген түріне жатады. Бедер солатын құралдарды токарь станогінің құрал күпшегіне бекітеді.
Дірілдеуші роликпен беттік беріктендіру қақтамалау мен бедер салуды біріктіріп, бір уақытта жасайтын құрылымды пайдаланып іске асырылатын процесс болып табылады. Ролик серіппемен өңделетін бетке үздіксіз басылып тұрады. Роликке берілген жиілікпен механикалық немесе пневматикалық құрылымның көмегімен соққы жасалып тұрады. Бұл тәсілдің артықшылықтары құралдың құрылымының қарапайымдығы, габариттік өлшемдерінің кішілігі және қақтамаланатын қабаттың тереңдігі (20 мм дейін).
Дірілдеуші роликпен беттік беріктендіру айнымалы майысу кезінде жұмыс істейтін бөлшектердің төзімділік шегін 3 еседен аса арттыруға мүмкіндік береді. Бұл тәсілді бұранданы беріктендіруде кеңінен қолданады.
Қазіргі кезде беріктендірудің тәсілдерінің бірі – жылу-механикалық өңдеу (ЖМӨ) кең таралуда. Оның мағынасы деформация мен жылулық өңдеуді бірге жасау. Бұл өңдеуде фазалық өзгеру аралық құрылымды (аустенитті) алдын-ала қақтамалау әсерінен жүреді. Егер аустениттің пластикалық деформациясы берілген қорытпаның рекристаллизациялану температурасынан жоғары температурада жүргізілсе, онда жылу-механикалық өңдеу жоғары температуралық (ЖЖМӨ) деп аталады. Егер ол деформация рекристаллизациялану температурасынан төмен температурада жүргізілсе, онда төменгі температуралық (ТЖМӨ) деп аталады.
ТЖМӨ әдетте қоспаланған, құрылымдық болаттарды беріктендіруге қолданады. ТЖМӨ кезінде деформация дәрежесі (50÷90%) ЖЖМӨ салыстырғанда ( ) әлдеқайда жоғары. Жылу-механикалық өңдеу болаттың беріктілік сипаттарын арттыруға үлкен әсер етеді: құрылымдық қоспаланған болаттық беріктілік шегі
) әлдеқайда жоғары. Жылу-механикалық өңдеу болаттың беріктілік сипаттарын арттыруға үлкен әсер етеді: құрылымдық қоспаланған болаттық беріктілік шегі  кгс/мм2, салыстырмалы ұзаруы
кгс/мм2, салыстырмалы ұзаруы  , соққылық тұтқырлығы
, соққылық тұтқырлығы  кгс*м/см2, бұл әдеттегі шынықтыру мен жасытудан кейін алынатын параметрлерден әлдеқайда жоғары. ЖМӨ кейінгі беріктендіру болаттағы көміртек концентрациясына тәуелді. Механикалық сипаттардың ең жоғарғы мәндеріне құрамында 0,5-0,6% көміртегі бар болаттарда жетуге болады.
кгс*м/см2, бұл әдеттегі шынықтыру мен жасытудан кейін алынатын параметрлерден әлдеқайда жоғары. ЖМӨ кейінгі беріктендіру болаттағы көміртек концентрациясына тәуелді. Механикалық сипаттардың ең жоғарғы мәндеріне құрамында 0,5-0,6% көміртегі бар болаттарда жетуге болады.
ТЖМӨ кемшілігі қаттылығы мен беріктігі жоғары болғандықтан одан кейін механикалық өңдеу қиындайды, сондай-ақ бөлшектер 100-1500С жоғары температурада пайдаланған жағдайда беріктендірудің әсері төмендейді. Аустенитті болаттар мен қорытпаларда ЖЖМӨ пайдаланғанда беріктендірудің әсері 900-9500С дейін сақталады.
Әдебиеттер: 2 нег. [48-52], 3 енг. [190-196], 5 нег. [232-237].
Бақылау сұрақтары:
1. Пластикалық деформациямен беттік беріктендіруші өңдеудің түрлері қандай?
2. Бытырамен өңдеу қалай жүргізіледі?
3. Гидроабразивтік өңдеудңғ мағынасы қандай?
4. Жылу-механикалық өңдеудің түрлері қандай?

